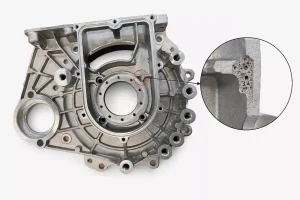
En la producción de piezas de fundición de aluminio, algunos defectos no aparecen directamente en la superficie fundida. Una pieza puede pasar la inspección visual, pero los huecos internos pueden quedar al descubierto tras el mecanizado CNC, o pueden producirse fugas durante las pruebas de presión. Las cavidades de contracción y la porosidad de contracción son ejemplos típicos de estos defectos de fundición ocultos.
Para fundición a baja presión, fundición a presión por gravedadEn la fundición de aluminio, la fundición en arena y las piezas de fundición a presión de aluminio, los defectos de contracción pueden aparecer de diferentes formas, pero el mecanismo básico es similar: el aluminio fundido se contrae durante la solidificación sin recibir alimentación continua.
Este artículo explica las causas, métodos de detección, medidas de prevención y casos prácticos de porosidad por contracción, ayudando a los ingenieros a reducir el riesgo de este defecto en los proyectos de fundición de aluminio.
¿Qué son las cavidades de contracción y la porosidad en la fundición de aluminio?
La causa fundamental de los defectos de contracción es la Contracción del volumen del aluminio durante su fase de solidificación sin una alimentación suficiente del metal fundido.
Las aleaciones de aluminio suelen sufrir una contracción volumétrica de aproximadamente 4% a 6% al pasar de líquido a sólido. Si una sección específica de la colada se está solidificando mientras las vías de alimentación externas ya se han congelado o estrangulado, esa sección experimentará un déficit de masa, lo que dará lugar a cavidades internas rugosas e irregulares.
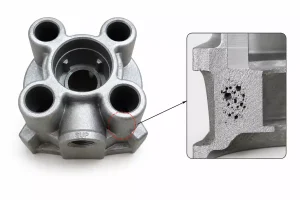
Las formas típicas de los defectos de contracción incluyen las cavidades de contracción y la porosidad de contracción. Las cavidades de contracción suelen aparecer como huecos más grandes y concentrados en secciones gruesas, puntos calientes o zonas que solidifican en último lugar, y sus superficies internas suelen ser rugosas e irregulares. La porosidad de contracción suele ser más fina y dispersa, formándose a menudo entre los granos dendríticos como pequeños poros interconectados o huecos esponjosos.
Causas principales de los defectos de contracción
Los problemas de contracción en las piezas fundidas de aluminio rara vez están causados por un único factor aislado. Por el contrario, son el resultado colectivo del diseño de la pieza, el equilibrio térmico del molde y los parámetros del proceso.
Estructura del producto y grosor de la pared
Las zonas con secciones transversales gruesas, uniones transversales o resaltes pesados son las que se enfrían más lentamente y se conocen como "puntos calientes". Durante la solidificación, las secciones más delgadas se congelan rápidamente debido al enfriamiento del molde, aislando las secciones más gruesas (puntos calientes). Si la vía de alimentación se estrangula prematuramente, inevitablemente se formarán cavidades de contracción o porosidad en el centro de estos puntos calientes.
Disposición del sistema de compuerta y alimentación
Este es el desencadenante directo del fallo de alimentación. En la fundición en arena y por gravedad, se manifiesta en forma de tubos verticales subdimensionados o en una congelación prematura del cuello del tubo vertical. En fundición a baja presión (LPDC), se produce cuando el tiempo de mantenimiento es insuficiente o el tubo ascendente se congela demasiado pronto. En la fundición a alta presión (HPDC), las entradas relativamente finas suelen congelarse antes de que finalice la fase de intensificación, lo que interrumpe la alimentación secundaria a las secciones gruesas remotas.
Temperatura del molde y desequilibrio de refrigeración
Un diseño inadecuado de la línea de refrigeración o la acumulación localizada de calor durante la producción continua pueden crear puntos calientes artificiales. Esto altera el principio de solidificación direccional, que requiere que la colada se congele progresivamente desde las zonas más alejadas hacia la fuente de inyección/alimentación.
Composición de la aleación y características de solidificación
El comportamiento de solidificación varía enormemente entre los distintos grados de aluminio. Las aleaciones con amplias zonas de congelación (la diferencia de temperatura entre las líneas de liquidus y solidus, como algunas series de Al-Cu o Al-Mg) tienden a experimentar un modo de solidificación blando. Esto aumenta significativamente la resistencia al flujo del aluminio fundido entre las dendritas, dificultando enormemente la alimentación y dando lugar a una microporosidad dispersa. Por el contrario, las aleaciones estándar Al-Si (como la A356) presentan una mejor fluidez y una menor tendencia a la microcontracción cuando se procesan correctamente.
Métodos habituales de inspección industrial
Dependiendo de la fase de producción y de las normas de control de calidad, las fundiciones suelen utilizar una combinación de los siguientes métodos de ensayo no destructivos (END) y destructivos:
| Método de inspección | Fase de producción | Cuestiones identificables | Limitaciones |
| Inspección visual posterior al mecanizado | Mecanizado posterior | Detecta la macrocontracción expuesta en caras de sellado críticas u orificios roscados. | Un enfoque reactivo; no puede detectar defectos subsuperficiales en zonas no mecanizadas. |
| Inspección por rayos X (RT) | Muestreo de piezas fundidas/acabadas | Evalúa grandes cavidades de contracción interna y porosidad agrupada (imágenes 2D). | Menos sensible a la microporosidad fina o a los microvacíos en paredes extremadamente finas. |
| Tomografía computarizada industrial | Prototipos / Análisis de fallos | Proporciona un análisis cuantitativo en 3D de la tasa de porosidad, el volumen y la conectividad espacial. | Costes de equipo elevados y tiempos de ciclo largos; poco práctico para la inspección de la producción en serie 100%. |
| Pruebas de presión de estanqueidad | 100% Piezas acabadas | Detecta fugas a través de la pared causadas por porosidad interconectada (prueba de burbuja o de caída de presión). | Sólo identifica si existe una fuga; no puede localizar cavidades de contracción latente no penetrantes. |
| Seccionamiento y análisis metalográfico | Aprobación del proceso / Muestreo | Distingue al microscopio entre porosidad gaseosa, contracción y límites de grano. | Pruebas destructivas; estrictamente limitadas a las fases de I+D o al rastreo de la causa raíz de los defectos. |
¿Cómo evitar los defectos de contracción en la fundición de aluminio?
La filosofía básica para eliminar las mermas es sencilla: Controlar la secuencia de solidificación y garantizar canales de alimentación sin obstrucciones.
Diseño estructural del producto
Intervenga en una fase temprana del diseño del producto para garantizar un grosor de pared uniforme siempre que sea posible. En el caso de salientes de montaje gruesos, aplique diseños sin núcleo para reducir la masa, añadiendo nervios posteriormente para mantener la rigidez estructural. Utilice filetes generosos y transiciones graduales entre los cambios de grosor de pared para evitar la concentración localizada de calor.
Sistemas de compuerta y alimentación
Crear artificialmente un gradiente de temperatura adecuado para garantizar la solidificación direccional. Para la fundición en arena, por gravedad y a baja presión, ajuste las posiciones de las compuertas, utilice líneas de agua de refrigeración localizadas o incruste enfriadores metálicos de alta conductividad térmica en las paredes exteriores de los puntos calientes para forzar una solidificación rápida, empujando eficazmente la zona de contracción hacia las bandas.
Para las piezas moldeadas a alta presión con paredes localmente gruesas inevitables, utilice pasadores de compresión (intensificación mecánica local) o configuraciones específicas de enfriamiento puntual para comprimir y alimentar la matriz metálica en semisolidificación.
Control del equilibrio térmico del molde
Utilice controladores de temperatura del molde (TCU) y circuitos de refrigeración precisos (como la refrigeración por puntos a alta presión) para regular de forma independiente la temperatura de los pasadores del núcleo y los bloques cercanos a los puntos calientes. Mantener el molde dentro de una ventana de temperatura objetivo estable evita el sobrecalentamiento localizado y la formación de puntos calientes artificiales.
Control del proceso de fusión y vertido
Controlar estrictamente la temperatura de vertido. Al tiempo que se garantiza el llenado completo de la cavidad, mantenga la temperatura de colada lo más baja posible para minimizar la contracción total del líquido. Además, recomiende el uso de software de simulación CAE de colada (por ejemplo, MAGMA, ProCAST) para optimizar digitalmente la disposición de las entradas y la colocación de las líneas de refrigeración antes de cortar el acero para herramientas.