La fundición a baja presión utiliza un proceso de llenado controlado para mejorar el flujo de metal y la consistencia de los lotes, pero no elimina por completo los defectos de fundición. Cuando la ventilación, la alimentación, la calidad de la masa fundida, la temperatura del molde o la estructura de la pieza no se controlan adecuadamente, pueden producirse porosidad, contracción, inclusiones de óxido, cierres en frío, errores de producción y fluctuaciones dimensionales.
Algunos de estos defectos no son visibles en la pieza de fundición en bruto y sólo pueden aparecer tras el mecanizado CNC, las pruebas de presión o la inspección por lotes. En este artículo se revisan los defectos comunes de la fundición a baja presión, se explican sus causas típicas y se resumen métodos prácticos de prevención para piezas de aleación de aluminio como carcasas, cuerpos de bomba, soportes, ruedas y bridas.
¿Qué es la fundición a baja presión?
Fundición a baja presión es un proceso de fundición que utiliza una baja presión controlada para empujar el aluminio fundido desde un horno de retención o crisol hasta un molde metálico. El aluminio fundido suele entrar en la cavidad del molde por la parte inferior a través de un tubo ascendente y mantiene la presión durante la solidificación para ayudar a alimentar las zonas de contracción.
Este proceso se utiliza habitualmente para piezas industriales como carcasas de aleación de aluminio, cuerpos de bombas, ruedas, soportes y bridas. Su ventaja radica en un proceso de llenado relativamente estable, adecuado para piezas de fundición que requieren una alta calidad interna y consistencia de lote, aunque la calidad real sigue dependiendo del control de la presión, la ventilación, la alimentación, la temperatura y el diseño del molde.
¿Cuáles son los defectos más comunes en la fundición a baja presión?
La siguiente tabla ofrece una visión general de los tipos de defectos más comunes y sus métodos de prevención:
| Tipo de defecto | Aspecto común | Métodos de prevención |
| Porosidad | Pequeños agujeros, vacíos internos | Optimizar la ventilación, la desgasificación y el llenado estable |
| Contracción | Contracción interna en zonas gruesas | Mejorar el diseño de la alimentación, la presión y la refrigeración |
| Inclusiones de óxido | Inclusiones superficiales o internas | Mejora la filtración, reduce la turbulencia de la masa fundida |
| Cierres fríos | Líneas de fusión deficientes | Control de la temperatura del molde/fusión, recorrido de llenado |
| Errores | Relleno incompleto | Optimizar la presión de llenado, los canales y la ventilación |
| Fluctuación dimensional | Desviación de tamaño, margen desigual | Estabilizar la temperatura del molde, el enfriamiento y el tiempo de desmoldeo |
En las secciones siguientes se detalla cada tipo de defecto, incluido su aspecto típico, causas comunes y métodos prácticos de prevención.
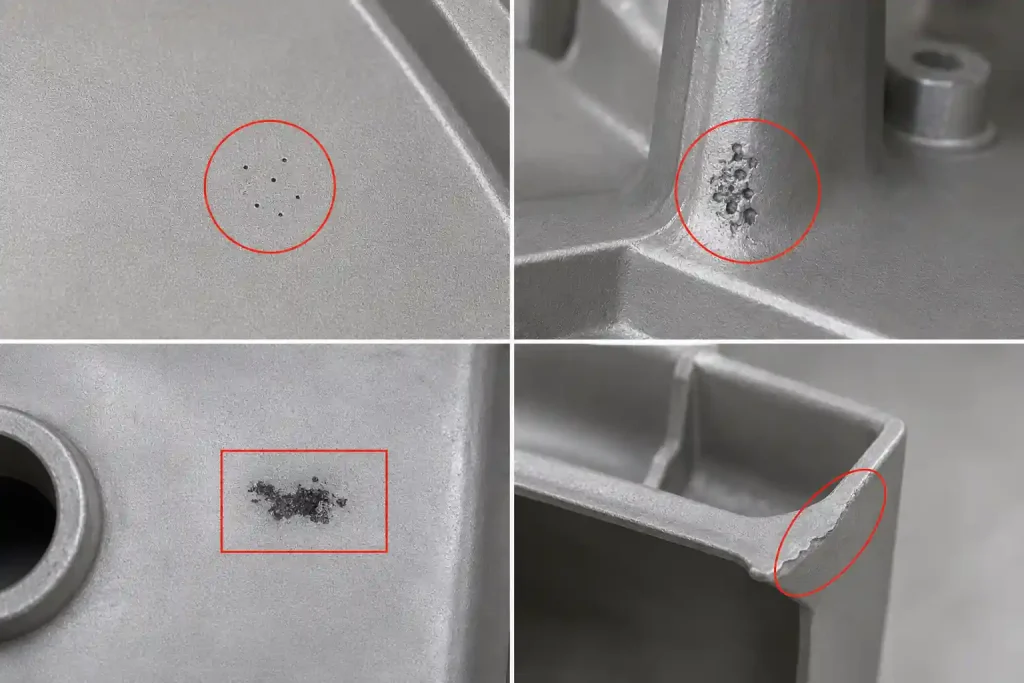
Porosidad
La porosidad suele aparecer como huecos en el interior de la pieza o expuestos en la superficie tras el mecanizado CNC, a menudo en zonas mecanizadas, caras de sellado o secciones de paredes gruesas. En el caso de componentes como carcasas y cuerpos de bomba que requieren estanqueidad, la porosidad puede afectar al índice de superación de la prueba de presión y aumentar el riesgo de reprocesado o desguace.

Las causas más comunes son:
- Ventilación insuficiente;
- Aire atrapado;
- Alto contenido de hidrógeno en el aluminio fundido;
- Proceso de llenado inestable.
La prevención suele requerir optimizar la disposición de los respiraderos, estabilizar la velocidad de llenado, reforzar la desgasificación de la masa fundida y reducir las turbulencias durante el proceso de llenado.
Contracción
La contracción se produce con frecuencia en secciones gruesas localizadas, puntos calientes o transiciones de espesor de pared, apareciendo como contracción interna o huecos expuestos tras el mecanizado. En el caso de componentes estructurales o piezas que requieren un mecanizado posterior, estos defectos pueden afectar a la resistencia estructural, la estabilidad del mecanizado y los índices de aprobación de las inspecciones.

Las causas más comunes son:
- Vías de alimentación inadecuadas;
- Presión de mantenimiento insuficiente o tiempo de mantenimiento inadecuado;
- Enfriamiento desigual del molde;
- Espesor local excesivo de la pared o transiciones bruscas de espesor.
El control debe centrarse en optimizar los parámetros de presión de mantenimiento, mejorar las vías de alimentación, equilibrar los diseños de refrigeración y suavizar las transiciones de grosor de pared.
Inclusiones de óxido
Las inclusiones de óxido se manifiestan como manchas oscuras, puntos negros o zonas discontinuas en la superficie o en las secciones mecanizadas, que pueden perjudicar las propiedades mecánicas y la calidad de la superficie.

Las causas más comunes son:
- Películas de óxido atrapadas;
- Tratamiento inadecuado de la fusión;
- Turbulencias excesivas durante el transporte;
- Configuración incorrecta del sistema de filtración.
En cuanto al proceso, debe prestarse atención a mejorar el tratamiento de la masa fundida, reforzar los efectos de la filtración, minimizar el volteo del metal fundido y normalizar los procedimientos diarios de transporte.
Cierres fríos
Los cierres fríos aparecen como líneas lineales o filiformes de fusión deficiente, que suelen producirse donde convergen corrientes de metal fundido, en zonas de paredes finas o al final de la trayectoria de llenado, lo que puede afectar al aspecto y a la continuidad estructural.

Las causas más comunes son:
- Baja temperatura del molde;
- Temperatura de fusión insuficiente;
- Velocidad de llenado inadecuada;
- Caudales excesivos o diseño inadecuado del canal.
Estos problemas suelen resolverse ajustando las temperaturas del molde y de la masa fundida, optimizando las curvas de llenado y mejorando el diseño de los canales para minimizar la pérdida de calor.
Errores
Los errores se manifiestan como rellenos incompletos localizados, material faltante o contornos incompletos, a menudo en zonas de paredes finas, distantes o de rodadura compleja, que pueden afectar a la integridad dimensional y a los requisitos de montaje.

Las causas más comunes son:
- Presión de llenado insuficiente;
- Poca fluidez de fusión;
- Bloqueo de la ventilación de la cavidad;
- Baja temperatura local del molde.
Las mejoras consisten principalmente en optimizar la presión de llenado, optimizar el diseño del canal, garantizar vías de ventilación despejadas y mejorar el control local de la temperatura del molde.
Fluctuación dimensional
La fluctuación dimensional se refiere a la incoherencia en dimensiones críticas entre lotes, concesiones de mecanizado desiguales o desviaciones de ensamblaje, que pueden afectar fácilmente a la estabilidad del mecanizado CNC y el ensamblaje.

Las causas más comunes son:
- Fluctuaciones cíclicas de la temperatura del molde;
- Rendimiento desigual del circuito de refrigeración;
- Deformación durante el desprendimiento de la pieza;
- Ajustes irrazonables de la tolerancia de mecanizado o verificación insuficiente de la producción piloto.
Los esfuerzos de control deben centrarse en la estabilidad de los sistemas de temperatura de los moldes, la distribución de los circuitos de refrigeración, la gestión de los tiempos de desmoldeo y el establecimiento de márgenes razonables de mecanizado basados en los datos de las pruebas.
Además de ajustar las condiciones del proceso para los defectos individuales, las revisiones estructurales antes de la fabricación del molde son igualmente importantes. En el caso de carcasas, cuerpos de bombas, bridas o componentes de soporte, es fundamental comprobar previamente las transiciones del grosor de las paredes, las secciones locales gruesas, las ubicaciones de las superficies mecanizadas, las posiciones de las caras de sellado, el espacio de ventilación, las vías de alimentación y las condiciones de refrigeración.
Al evaluar proyectos de fundición de aluminio a baja presión, las primeras revisiones del diseño ayudan a identificar las zonas propensas a porosidad, contracción o riesgos dimensionales, reduciendo así los riesgos de calidad durante las fases de fabricación de utillajes y pruebas.
Conclusión
Los defectos de fundición a baja presión no suelen deberse a un único factor. La porosidad, la contracción, las inclusiones de óxido, los cierres en frío, los errores de producción y la fluctuación dimensional suelen estar relacionados con la calidad de la masa fundida, la estabilidad del llenado, la ventilación, la alimentación, la temperatura del molde, el equilibrio de refrigeración y la estructura de la pieza. Por lo tanto, el control de defectos debe comenzar pronto con procesos como el tratamiento de la masa fundida, la ventilación del molde, el diseño de la alimentación, el control de la temperatura y la verificación de la producción de prueba.
Para carcasas de aleación de aluminio, cuerpos de bomba, soportes, ruedas y bridas, deben realizarse revisiones de diseño y proceso antes del mecanizado y durante la producción de prueba. Centrarse en las transiciones del grosor de la pared, las secciones gruesas localizadas, las caras de sellado, las superficies mecanizadas, las vías de ventilación y las condiciones de alimentación ayuda a reducir los desechos posteriores al mecanizado, las repeticiones y las variaciones de calidad de los lotes.





