El diseño de las piezas de fundición de aluminio influye en la estructura del molde, el flujo del metal, el desmoldeo, la contracción, los puntos calientes, el margen de mecanizado y la estabilidad dimensional. En el caso de componentes industriales como carcasas, tapas, soportes, cuerpos de bomba y bridas, normalmente es necesario tener en cuenta el diseño de las líneas de separación, el espesor de las paredes, el ángulo de desmoldeo, los filetes, los salientes, las nervaduras y la posición de los orificios antes de comenzar con la fabricación de los utillajes.
Esta guía resume diez factores de diseño habituales para ayudar a los ingenieros a comprender qué características estructurales influyen en la formación de la pieza fundida, la viabilidad del molde y el mecanizado posterior durante la fase de revisión del diseño.
¿Qué es el diseño de piezas de fundición de aluminio?
El diseño de piezas de fundición de aluminio no consiste únicamente en crear un modelo 3D, sino en evaluar de forma conjunta la funcionalidad de la pieza, los procesos de fundición, las estructuras de los moldes, los métodos de desmoldeo, la compensación de la contracción, los márgenes de mecanizado y los requisitos de inspección.
Durante la fase de diseño, es necesario distinguir entre elementos de fundición y elementos de mecanizado. La geometría general, las nervaduras y las formas de los salientes pueden considerarse elementos de fundición en bruto, mientras que las superficies de sellado, las caras de montaje, los orificios de posicionamiento, los orificios para cojinetes y los orificios roscados suelen requerir márgenes de mecanizado. Tolerancias de fundición y tolerancias de mecanizado deben ajustarse por separado para cumplir con los requisitos de montaje.
¿Por qué es necesario revisar el diseño de la pieza de fundición de aluminio antes de fabricar los moldes?
El valor de una revisión previa al utillaje radica en armonizar la intención del diseño con las limitaciones de fabricación. Los problemas relacionados con las líneas de separación, el espesor de las paredes, el ángulo de desmoldeo, los puntos calientes, los socavados y la posición de los orificios en las piezas de fundición de aluminio suelen surgir durante la fundición de prueba, la corrección del molde, el mecanizado o el montaje si no se abordan con claridad en la fase de diseño, lo que aumenta los costes de modificación.
Desde el punto de vista del DFM (diseño para la fabricación), las revisiones previas al utillaje ayudan a confirmar qué estructuras son adecuadas para la fundición, qué zonas requieren un mecanizado posterior y qué áreas podrían presentar riesgos, como puntos calientes, socavados, desviaciones en la posición de los orificios o un margen de mecanizado insuficiente. Esto permite armonizar con mayor antelación los planos de diseño, los esquemas de los moldes, las piezas en bruto de fundición y los requisitos de mecanizado posteriores.
10 factores a tener en cuenta en el diseño de piezas de fundición de aluminio
Los siguientes 10 factores son aspectos comunes relacionados con la estructura y los procesos que se tienen en cuenta en las revisiones del diseño de piezas de fundición de aluminio. Entre ellos se incluyen la selección de la aleación, la línea de separación del molde, la compensación de la contracción, el desmoldeo, las transiciones en el espesor de las paredes, los puntos calientes localizados, el diseño de los orificios y el mecanizado posterior.
1. Selección de aleaciones y procesos
Las distintas aleaciones de aluminio varían en cuanto a fluidez, comportamiento de contracción y maquinabilidad, lo que influye en los parámetros relativos al espesor de las paredes, los redondeos, la ubicación de los orificios y los márgenes de mecanizado. El diseño debe garantizar que el material cumpla los requisitos de resistencia mecánica, resistencia a la corrosión y mecanizado posterior.
Fundición en arena, fundición por gravedad/en molde permanente, fundición a baja presión, y los procesos de fundición a presión plantean diferentes requisitos en cuanto a la estructura del molde, la repetibilidad dimensional y el acabado superficial. Si posteriormente se modifica el proceso, suele ser necesario reevaluar las líneas de separación, el ángulo de desmoldeo, la ubicación de los orificios, el espesor de las paredes y los márgenes de mecanizado.
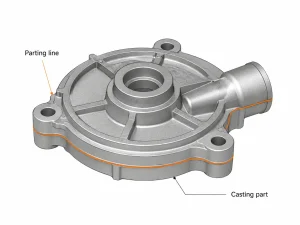
2. Línea de separación
La línea de separación es el punto en el que se unen las dos mitades del molde; su diseño influye en el tamaño de las rebabas, el riesgo de desajuste y el trabajo de limpieza. Si la línea de separación atraviesa superficies de sellado de precisión, caras de montaje críticas o superficies exteriores visibles, aumentará la dificultad del mecanizado o rectificado posteriores.
Durante la fase de revisión del plano, la posición de la línea de separación debe determinarse teniendo en cuenta la dirección de apertura, los esquemas de sujeción para el mecanizado y los puntos de referencia de inspección. En el caso de carcasas o bridas, establecer la línea de separación de forma que se eviten las superficies funcionales críticas ayuda a reducir la deriva dimensional causada por el desajuste, lo que a su vez reduce la dificultad del mecanizado y la sujeción.
3. Compensación por contracción
Las aleaciones de aluminio se contraen al solidificarse y enfriarse. La contracción está estrechamente relacionada con las paredes gruesas, los salientes, las nervaduras que se cruzan, las superficies planas de gran tamaño y las variaciones en el espesor de las paredes. Las zonas gruesas son propensas a la aparición de puntos calientes, lo que puede provocar cavidades por contracción, porosidad o huecos internos.
Antes de la fabricación del molde, es posible reducir los riesgos disminuyendo el espesor local del sólido, ajustando los redondeos, añadiendo condiciones de alimentación u optimizando los diseños de refrigeración. Los proveedores suelen gestionar estas variaciones mediante ajustes de la tasa de contracción, la compensación del molde y los esquemas de alimentación. Los informes dimensionales tras la fundición de prueba se utilizan para determinar si es necesario realizar correcciones locales en el molde o ajustes en la refrigeración.
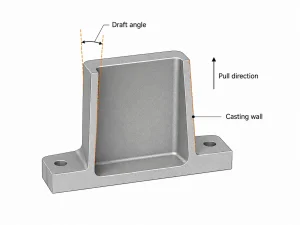
4. Ángulo de draft
El ángulo de desmoldeo facilita que la pieza se desprenda suavemente del molde. Es necesario tener en cuenta el ángulo de desmoldeo en las paredes exteriores, las paredes interiores, las cavidades profundas, las paredes de los orificios, las nervaduras y las salientes.
Las paredes interiores, las paredes de los orificios y las superficies relacionadas con los núcleos son más propensas a adherirse al molde o al núcleo debido a la contracción y, por lo tanto, requieren unos ajustes cuidadosos del ángulo de desmoldeo. Un ángulo de desmoldeo insuficiente puede provocar arañazos en la superficie, adherencias, deformaciones durante la expulsión o desgaste del molde. En el caso de las superficies de sellado, las caras de montaje o los planos de referencia, si las superficies de fundición no son adecuadas, se debe reservar un margen de mecanizado para el corte posterior al proceso.
5. Espesor de la pared
El espesor de las paredes influye en el llenado, el enfriamiento, la solidificación y la contracción. Las paredes delgadas pueden provocar un llenado incompleto, sellos fríos, inyecciones incompletas o huecos en los bordes; por el contrario, las paredes gruesas o los cambios bruscos de espesor pueden causar puntos calientes, cavidades por contracción o porosidad.
El diseño debe buscar una transición uniforme del espesor de la pared, evitando cambios bruscos. En las zonas de mayor espesor, los riesgos pueden reducirse mediante la realización de agujeros ciegos, la reducción de peso, las transiciones en forma de filete, el refuerzo con nervaduras o el diseño de la alimentación. Las zonas críticas de mecanizado requieren márgenes razonables, pero no deben hacerse excesivamente gruesas para darles cabida.
6. Filetes y radios
Los redondeos suavizan las esquinas afiladas y las transiciones bruscas, lo que mejora el flujo del metal y reduce la concentración de tensiones. Unos redondeos adecuados facilitan las transiciones en el espesor de las paredes y el relleno del metal, al tiempo que reducen las tensiones locales.
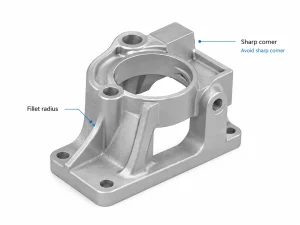
Los filetes excesivamente grandes pueden provocar una acumulación local de metal, lo que da lugar a nuevos puntos calientes. Si se requiere una superficie de ensamblaje en ángulo recto, se recomienda dejar un margen de mecanizado para el corte posterior, en lugar de confiar exclusivamente en la fundición para formar esquinas afiladas.
7. Jefes
Los casquillos se utilizan habitualmente para orificios de montaje, orificios roscados, asientos de rodamientos y estructuras de fijación. Si se diseñan como bloques macizos de gran tamaño, son propensos a presentar puntos de calentamiento localizados, lo que afecta a la estabilidad dimensional.
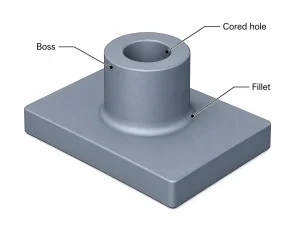
Los diseñadores deben comprobar el espesor de la base del saliente para evitar un volumen sólido excesivo que comprometa la resistencia de la fijación. El centro de un saliente puede diseñarse con un orificio moldeado o dejando un margen para su posterior mecanizado, con el fin de reducir la acumulación de metal. Las bases de los salientes deben utilizar transiciones redondeadas y tener en cuenta los ángulos de desmoldeo. Los orificios roscados, los orificios de posicionamiento y los orificios para cojinetes suelen ser más fáciles de controlar cuando se mecanizan tras la fundición.
8. Costillas
Las nervaduras aumentan la rigidez y refuerzan las zonas débiles, pero no son un método para simplemente aumentar el grosor de la pared principal. Las nervaduras demasiado gruesas o que se cruzan en un solo punto son propensas a la aparición de puntos calientes, lo que provoca dificultades en la alimentación.
Las raíces de las nervaduras requieren transiciones en forma de filete, y las propias nervaduras deben tener en cuenta los ángulos de desmoldeo. En comparación con una sola nervadura gruesa, las nervaduras de espesor moderado y distribuidas de forma razonable son más fáciles de controlar durante el llenado y el enfriamiento del metal, y es menos probable que provoquen un engrosamiento local.
9. Recortes por debajo
Las estructuras con socavado aumentan la complejidad del molde y pueden requerir correderas, núcleos, insertos de arena, núcleos metálicos o estructuras de molde combinadas, dependiendo del proceso y de la forma de la pieza.
En la fase de diseño se debe determinar si el socavado es necesario. Si se puede evitar ajustando la dirección de apertura, la orientación de los orificios o la línea de separación, se debe dar prioridad a la simplificación de la estructura. La simplificación de los socavados suele contribuir a reducir la dificultad de mantenimiento del molde y disminuye el riesgo de variaciones dimensionales provocadas por el movimiento de los componentes del molde.
10. Agujeros y ventanas
Los orificios, las ventanas, las ranuras largas y las aberturas afectan al flujo del metal, a la resistencia del molde, a la dirección de desmoldeo y a la resistencia local de la sección transversal. Si un orificio o una ventana se encuentra demasiado cerca del borde, o si la distancia entre los orificios es demasiado pequeña, la integridad estructural local se verá debilitada.
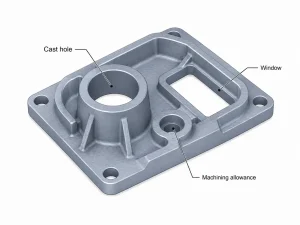
Por lo general, no se recomienda basarse únicamente en las cotas de fundición para los orificios de posicionamiento, los orificios para cojinetes, los orificios roscados y los orificios de sellado. Se pueden diseñar orificios moldeados, orificios preperforados o salientes macizos para su posterior mecanizado, con el fin de cumplir los requisitos. En el caso de las carcasas o los cuerpos de las bombas, es necesario tener en cuenta la posición del núcleo, los puntos de referencia de mecanizado, los puntos de referencia de inspección y los márgenes de mecanizado para facilitar el control de las dimensiones finales, la precisión en la posición de los orificios y los requisitos de montaje durante los procesos posteriores.
Conclusión
El diseño de piezas de fundición de aluminio requiere evaluar de forma conjunta la funcionalidad de la pieza, los procesos de fundición y el mecanizado posterior. Factores como las aleaciones, las líneas de separación, la contracción, el ángulo de desmoldeo, el espesor de pared, los redondeos, los salientes, las nervaduras, los socavados y la ubicación de los orificios y ventanas influyen en la estructura del molde, el llenado, el desmoldeo, los puntos calientes, la estabilidad dimensional y los márgenes de mecanizado.
Si está desarrollando carcasas de aluminio, tapas, soportes, cuerpos de bomba, bridas u otras piezas de fundición a medida, MinHe Foundry puede revisar su plano o archivo 3D antes de que comience la fabricación de los moldes. Podemos ayudarle a identificar los riesgos de diseño para la fabricación (DFM) relacionados con las líneas de separación, las secciones gruesas, el ángulo de desmoldeo, los socavados, la posición de los orificios y los márgenes de mecanizado, reduciendo así la probabilidad de que estos problemas surjan únicamente durante las fases de fundición de prueba o de corrección del molde.


