La conception des pièces moulées en aluminium influe sur la structure du moule, l'écoulement du métal, le démoulage, le retrait, les points chauds, la surépaisseur d'usinage et la stabilité dimensionnelle. Pour les composants industriels tels que les boîtiers, les embouts, les supports, les corps de pompe et les brides, la conception des lignes de joint, de l'épaisseur des parois, du dévers, des congés, des bossages, des nervures et de l'emplacement des trous doit généralement être prise en compte avant le début de la fabrication des outils.
Ce guide présente 10 critères de conception courants destinés à aider les ingénieurs à identifier, dès la phase d'étude de conception, les caractéristiques structurelles qui influencent la formation de la pièce moulée, la faisabilité du moule et l'usinage en aval.
Qu'est-ce que la conception de pièces moulées en aluminium ?
La conception de pièces moulées en aluminium ne se limite pas à la réalisation d'un modèle 3D ; elle consiste à évaluer de manière globale la fonctionnalité de la pièce, les procédés de moulage, la structure des moules, les méthodes de démoulage, la compensation du retrait, les surépaisseurs d'usinage et les exigences en matière de contrôle qualité.
Au cours de la phase de conception, il convient de faire la distinction entre les éléments de moulage et les éléments d'usinage. La géométrie générale, les nervures et la forme des bossages peuvent être considérées comme des éléments de moulage bruts, tandis que les surfaces d'étanchéité, les faces de montage, les alésages de positionnement, les alésages de roulement et les alésages filetés nécessitent généralement des surépaisseurs d'usinage. Tolérances de moulage et tolérances d'usinage doivent être réglés séparément pour répondre aux exigences de montage.
Pourquoi faut-il vérifier la conception d'une pièce moulée en aluminium avant la fabrication des outils ?
L'intérêt d'une revue préalable à l'outillage réside dans l'alignement de l'intention de conception sur les contraintes de fabrication. Les problèmes liés aux lignes de joint, à l'épaisseur des parois, au dévers, aux points chauds, aux contre-dépouilles et à l'emplacement des alésages dans les pièces moulées en aluminium apparaissent souvent lors des essais de moulage, de la correction du moule, de l'usinage ou de l'assemblage s'ils n'ont pas été clairement pris en compte dès la phase de conception, ce qui entraîne une augmentation des coûts de modification.
Du point de vue de la conception pour la fabrication (DFM), les revues préalables à l'outillage permettent de déterminer quelles structures se prêtent au moulage, quels emplacements nécessitent un usinage ultérieur et quelles zones pourraient présenter des risques tels que des points chauds, des contre-dépouilles, des écarts de position des trous ou des marges d'usinage insuffisantes. Cela permet d’harmoniser plus tôt les plans de conception, les schémas de moules, les ébauches moulées et les exigences d’usinage en aval.
10 facteurs à prendre en compte dans la conception des pièces moulées en aluminium
Les 10 facteurs suivants constituent des axes d'analyse courants, tant sur le plan structurel que sur celui des procédés, lors des revues de conception de pièces moulées en aluminium. Ils concernent le choix de l'alliage, la ligne de joint du moule, la compensation du retrait, le démoulage, les transitions d'épaisseur de paroi, les points chauds localisés, la conception des alésages et l'usinage en aval.
1. Choix de l'alliage et du procédé
Les différents alliages d'aluminium présentent des caractéristiques variables en termes de fluidité, de comportement au retrait et d'usinabilité, ce qui influe sur les paramètres relatifs à l'épaisseur des parois, aux congés, à l'emplacement des trous et aux surépaisseurs d'usinage. La conception doit permettre de vérifier que le matériau répond aux exigences en matière de résistance mécanique, de résistance à la corrosion ou d'usinage en aval.
Moulage au sable, moulage par gravité/moulage en moule permanent, moulage à basse pression, et les procédés de moulage sous pression imposent des exigences différentes en matière de structure du moule, de répétabilité dimensionnelle et de finition de surface. Si le procédé est modifié ultérieurement, les lignes de joint, l'angle de dépouille, l'emplacement des trous, l'épaisseur des parois et les surépaisseurs d'usinage doivent généralement faire l'objet d'une réévaluation.
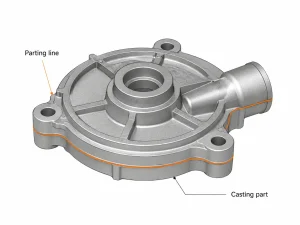
2. Ligne de joint
La ligne de joint est le point de jonction entre les deux moitiés du moule ; sa conception influe sur la taille des bavures, le risque de désalignement et l'ampleur des opérations de nettoyage. Si la ligne de joint traverse des surfaces d'étanchéité de précision, des faces de montage critiques ou des surfaces extérieures visibles, cela compliquera les opérations d'usinage ou de rectification ultérieures.
Au cours de la phase de révision des plans, la position de la ligne de joint doit être déterminée en tenant compte du sens d'ouverture, des schémas de fixation pour l'usinage et des repères de contrôle. Pour les boîtiers ou les brides, le fait de définir la ligne de joint de manière à éviter les surfaces fonctionnelles critiques permet de réduire la dérive dimensionnelle causée par un mauvais alignement, ce qui facilite l'usinage et le serrage.
3. Compensation du retrait
Les alliages d'aluminium se rétractent lorsqu'ils se solidifient et refroidissent. Ce rétrécissement est étroitement lié à la présence de parois épaisses, de saillies, de nervures qui se croisent, de grandes surfaces planes et de variations d'épaisseur de paroi. Les zones épaisses sont sujettes à l'apparition de points chauds, ce qui peut entraîner la formation de cavités de rétrécissement, de porosité ou de vides internes.
Avant la fabrication des moules, il est possible de réduire les risques en diminuant l'épaisseur locale de la pièce, en ajustant les congés, en ajoutant des conditions d'alimentation ou en optimisant les systèmes de refroidissement. Les fournisseurs gèrent généralement ces variations à l'aide des paramètres de taux de retrait, de la compensation du moule et des schémas d'alimentation. Les rapports dimensionnels établis après les essais de coulée permettent de déterminer si des corrections locales du moule ou des ajustements du système de refroidissement sont nécessaires.
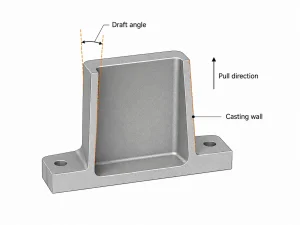
4. Angle de tir
L'angle de dépouille permet à la pièce moulée de se démouler facilement. Il convient de tenir compte de la dépouille pour les parois extérieures, les parois intérieures, les cavités profondes, les parois des trous, les nervures et les bossages.
Les parois internes, les parois des alésages et les surfaces liées aux noyaux sont plus susceptibles de coller au moule ou au noyau en raison du retrait ; elles nécessitent donc des réglages de dépouille minutieux. Une dépouille insuffisante peut entraîner des rayures de surface, des adhérences, des déformations lors de l'éjection ou l'usure du moule. Pour les surfaces d'étanchéité, les faces de montage ou les repères de positionnement, si les surfaces de moulage ne sont pas adaptées, il convient de prévoir une surépaisseur d'usinage pour l'usinage de finition.
5. Épaisseur de la paroi
L'épaisseur des parois influe sur le remplissage, le refroidissement, la solidification et le retrait. Des parois trop fines peuvent entraîner un remplissage incomplet, des défauts de soudure, des défauts de remplissage ou des vides au niveau des bords ; à l'inverse, des parois trop épaisses ou des variations brusques d'épaisseur peuvent provoquer des points chauds, des cavités de retrait ou de la porosité.
La conception doit viser une transition uniforme de l'épaisseur de paroi, en évitant les changements brusques. Pour les zones épaisses, les risques peuvent être réduits grâce à l'alésage, à l'allègement, à des transitions en congé, au renforcement par nervures ou à la conception du système d'alimentation. Les zones d'usinage critiques nécessitent des surépaisseurs raisonnables, mais il ne faut pas les rendre excessivement épaisses pour les prendre en compte.
6. Congés et rayons
Les congés atténuent les angles vifs et les transitions brusques, ce qui améliore l'écoulement du métal et réduit la concentration des contraintes. Des congés bien conçus facilitent les transitions d'épaisseur de paroi et le remplissage du métal, tout en réduisant les contraintes locales.
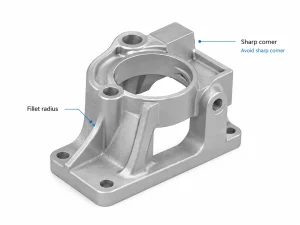
Des congés trop importants peuvent entraîner une accumulation locale de métal, créant ainsi de nouveaux points chauds. Si une surface d’assemblage à angle droit est nécessaire, il est recommandé de prévoir une marge d’usinage pour une découpe post-fusion plutôt que de compter uniquement sur le moulage pour obtenir des angles vifs.
7. Les patrons
Les bossages sont couramment utilisés pour les trous de fixation, les trous filetés, les logements de roulements et les structures de repérage. Lorsqu’ils sont conçus sous forme de gros blocs pleins, ils sont sujets à l’apparition de points chauds localisés, ce qui nuit à leur stabilité dimensionnelle.
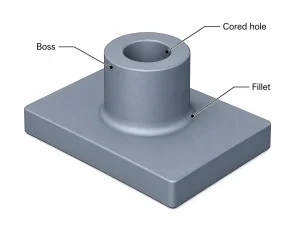
Les concepteurs doivent vérifier l'épaisseur de la base du bossage afin d'éviter un volume de matière excessif et de garantir la résistance de l'assemblage. Le centre d'un bossage peut être conçu avec un trou moulé ou une surépaisseur destinée à un usinage ultérieur, afin de réduire l'accumulation de métal. Les bases des bossages doivent comporter des transitions en congé et tenir compte des angles de dépouille. Les trous filetés, les trous de positionnement et les alésages de roulement sont généralement plus faciles à contrôler lorsqu’ils sont usinés après la coulée.
8. Côtes
Les nervures renforcent la rigidité et soutiennent les zones fragiles, mais elles ne constituent pas un simple moyen d'épaissir la paroi principale. Des nervures trop épaisses ou qui se croisent en un seul point sont susceptibles de créer des points chauds, ce qui entraîne des difficultés d'alimentation.
Les racines des nervures nécessitent des transitions en filet, et les nervures elles-mêmes doivent tenir compte des angles de dépouille. Par rapport à une seule nervure épaisse, des nervures d’épaisseur modérée et réparties de manière raisonnable sont plus faciles à contrôler lors du remplissage et du refroidissement du métal, et sont moins susceptibles de provoquer un épaississement local.
9. Contre-dépouilles
Les structures à contre-dépouille augmentent la complexité du moule et peuvent nécessiter l'utilisation de glissières, de noyaux, d'inserts en sable, de noyaux métalliques ou de structures de moules combinées, en fonction du procédé et de la forme de la pièce.
La phase de conception doit permettre de déterminer si la contre-dépouille est nécessaire. S'il est possible de l'éviter en modifiant le sens d'ouverture, l'orientation des trous ou la ligne de joint, il convient de privilégier la simplification de la structure. La simplification des contre-dépouilles contribue généralement à réduire la complexité de l'entretien du moule et à diminuer le risque de variations dimensionnelles causées par le déplacement des composants du moule.
10. Trous et fenêtres
Les trous, les fenêtres, les longues fentes et les ouvertures ont une incidence sur l'écoulement du métal, la résistance du moule, le sens de démoulage et la résistance locale de la section transversale. Si un trou ou une fenêtre est trop proche du bord, ou si la distance entre les trous est trop faible, l'intégrité structurelle locale s'en trouvera affaiblie.
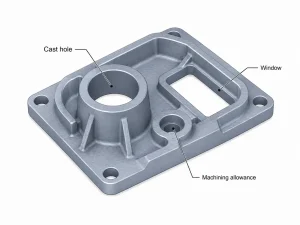
Il n'est généralement pas recommandé de se fier uniquement aux cotes de coulée pour les trous de repérage, les trous de roulement, les trous filetés et les trous d'étanchéité. Des trous moulés, des trous pré-alésés ou des bossages pleins peuvent être prévus pour un usinage ultérieur afin de répondre aux exigences. Pour les carters ou les corps de pompe, il est nécessaire de prendre en compte le positionnement du noyau, les repères d'usinage, les repères de contrôle et les surépaisseurs d'usinage afin de faciliter le contrôle des cotes finales, de la précision de positionnement des trous et des exigences d'assemblage lors des étapes de transformation en aval.
Conclusion
La conception d'une pièce moulée en aluminium nécessite d'évaluer conjointement la fonctionnalité de la pièce, les procédés de moulage et l'usinage en aval. Des facteurs tels que les alliages, les lignes de joint, le retrait, le déport, l'épaisseur de paroi, les congés, les bossages, les nervures, les contre-dépouilles et l'emplacement des trous ou des fenêtres influencent tous la structure du moule, le remplissage, le démoulage, les points chauds, la stabilité dimensionnelle et les surépaisseurs d'usinage.
Si vous développez des boîtiers en aluminium, des embouts, des supports, des corps de pompe, des brides ou d’autres pièces moulées sur mesure, MinHe Foundry peut examiner votre plan ou votre fichier 3D avant le lancement de la fabrication des moules. Nous pouvons vous aider à identifier les risques liés à la fabricabilité (DFM) concernant les lignes de joint, les sections épaisses, le dévers, les contre-dépouilles, l’emplacement des trous et les surépaisseurs d’usinage, réduisant ainsi le risque que ces problèmes n’apparaissent qu’au moment de la coulée d’essai ou lors des étapes de correction du moule.


