アルミニウム鋳造の設計は、金型構造、金属の流れ、離型、収縮、ホットスポット、加工代、および寸法安定性に影響を与えます。 ハウジング、エンドキャップ、ブラケット、ポンプ本体、フランジなどの工業用部品については、通常、金型製作を開始する前に、パーティングライン、肉厚、抜き勾配、フィレット、ボス、リブ、および穴の位置などの設計を検討する必要があります。
本ガイドでは、設計検討段階において、どの構造的特徴が鋳造成形、金型の実現可能性、およびその後の機械加工に影響を与えるかをエンジニアが理解できるよう、10の一般的な設計要因をまとめています。
アルミニウム鋳造の設計とは何ですか?
アルミ鋳造の設計とは、単に3Dモデルを完成させることだけではありません。部品の機能性、鋳造プロセス、鋳型構造、脱型方法、収縮の補正、機械加工余量、および検査要件を総合的に評価することです。
設計段階では、鋳造形状と機械加工形状を区別する必要があります。一般的な形状、リブ、ボス形状などは鋳造形状とみなすことができますが、シール面、取付面、位置決め穴、軸受穴、ねじ穴などには、通常、機械加工余裕を設ける必要があります。 鋳造公差と機械加工公差 組み立て要件を満たすために、個別に設定する必要があります。
なぜアルミ鋳造の設計は、金型製作の前に見直すべきなのでしょうか?
金型製作前の検討の価値は、設計意図と製造上の制約を整合させることにある。アルミニウム鋳造品における分型線、肉厚、抜き勾配、熱集中箇所、アンダーカット、穴の位置に関する問題は、図面段階で明確に検討されていない場合、試鋳、金型修正、機械加工、あるいは組立の段階でしばしば発生し、その結果、修正コストの増加につながる。
DFM(製造を考慮した設計)の観点から、金型製作前のレビューを行うことで、どの構造が鋳造に適しているか、どの箇所にその後の機械加工が必要か、またどの領域にホットスポット、アンダーカット、穴位置のずれ、あるいは加工余裕の不足といったリスクが潜んでいるかを確認することができます。 これにより、設計図面、金型構成、鋳造ブランク、および下流工程の機械加工要件を、より早い段階で整合させることが可能になります。
アルミニウム鋳造設計における10の要因
以下の10の要因は、アルミニウム鋳造の設計レビューにおいて、構造面および工程面で重点的に検討される一般的な項目です。これには、合金の選定、鋳型の分割、収縮の補償、脱型、肉厚の変化、局所的な高温箇所、穴の設計、および後工程の機械加工が含まれます。
1. 合金およびプロセスの選定
アルミニウム合金によって、流動性、収縮特性、加工性が異なるため、肉厚、フィレット、穴の位置、および加工余量の設定に影響を与えます。設計においては、その材料が強度、耐食性、および後工程の加工に関する要件を満たしていることを確認する必要があります。
砂型鋳造、 重力鋳造/永久鋳型鋳造, 低圧鋳造、また、ダイカスト成形プロセスでは、金型の構造、寸法精度、表面仕上げについて異なる要件が求められます。後でプロセスを変更する場合、通常、パーティングライン、抜き勾配、穴の位置、肉厚、および機械加工余裕について再評価が必要となります。
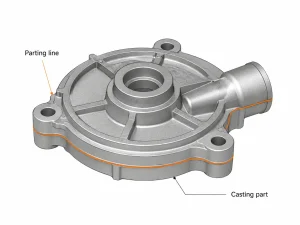
2. パーティングライン
パーティングラインとは、金型の2つの半身が接合する部分のことです。その設計は、バリの大きさ、位置ずれのリスク、および後処理の労力に影響を与えます。パーティングラインが、精密なシール面、重要な取り付け面、または目に見える外面を横切っている場合、その後の機械加工や研削の難易度が高まります。
図面検討段階では、開口方向、加工治具の配置、および検査基準点を考慮して、分割線の位置を決定する必要があります。ハウジングやフランジの場合、重要な機能面を避けるように分割線を設定することで、位置ずれに起因する寸法変動を低減でき、その結果、加工やクランプの難易度を下げることができます。
3. 収縮補正
アルミニウム合金は、凝固・冷却するにつれて収縮します。この収縮は、肉厚の厚い部分、ボス、交差するリブ、広い平面、および肉厚のばらつきと密接に関連しています。肉厚の厚い部分はホットスポットが生じやすく、それが収縮空洞、気孔、または内部空隙の原因となる可能性があります。
金型製作に先立ち、局所的な肉厚を薄くしたり、フィレットを調整したり、送材条件を追加したり、冷却設計を最適化したりすることで、リスクを低減することができます。サプライヤーは通常、収縮率の設定、金型補正、および送材スキームを通じて、こうした変動を管理しています。試鋳後の寸法レポートをもとに、金型の局所的な修正や冷却調整が必要かどうかを判断します。
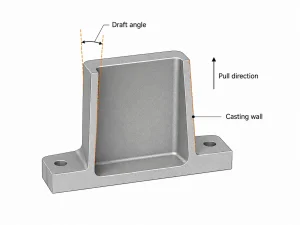
4. ドラフトの角度
抜き勾配をつけることで、鋳物が金型からスムーズに離れるようになります。外壁、内壁、深いキャビティ、穴の壁面、リブ、ボスについては、抜き勾配を考慮する必要があります。
内壁、穴の壁面、およびコアに関連する表面は、収縮により金型やコアに引っかかりやすいため、抜き勾配の設定には細心の注意を払う必要があります。抜き勾配が不十分だと、表面の傷、固着、排出時の変形、あるいは金型の摩耗を引き起こす可能性があります。 シール面、取付面、または位置決め基準面については、鋳造面が適していない場合は、後工程での切削に備えて加工代を確保する必要があります。
5. 壁の厚さ
肉厚は、充填、冷却、凝固、および収縮に影響を与えます。肉厚が薄いと、充填不良、コールドシャット、ショートショット、あるいはエッジボイドが生じる可能性があります。逆に、肉厚が厚すぎる場合や肉厚に急激な変化があると、ホットスポット、収縮空洞、あるいは気孔が生じる可能性があります。
設計においては、壁厚の急激な変化を避け、滑らかな変化となるよう配慮すべきである。肉厚部分については、コア加工、軽量化、フィレットによる緩やかな変化、リブによる補強、あるいは材料供給の設計を通じてリスクを低減することができる。重要な機械加工箇所には適切な加工余裕を設ける必要があるが、そのために壁厚を過度に厚くしてはならない。
6. フィレットと半径
フィレットは鋭い角や急激な段差を緩和し、金属の流れを改善して応力集中を低減します。適切なフィレットは、肉厚の移行や金属の充填を促進するとともに、局所的な応力を低減します。
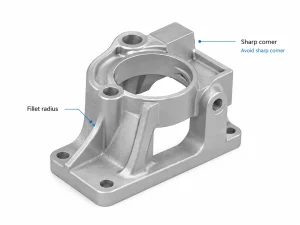
フィレットが大きすぎると、局所的な金属の堆積を引き起こし、新たな熱集中箇所が生じる可能性があります。直角の組み立て面が必要な場合は、鋭い角部を形成するために鋳造のみに頼るのではなく、後工程での切削に備えて加工余量を確保することをお勧めします。
7. ボス
ボス部は、取り付け穴、ねじ穴、軸受座、および位置決め構造として一般的に使用されます。大きな中実ブロックとして設計された場合、局所的な過熱が生じやすく、寸法安定性に影響を及ぼす恐れがあります。
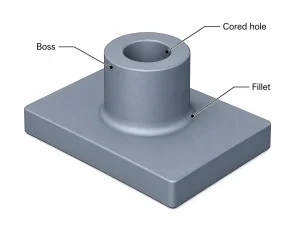
設計者は、取り付け強度を確保しつつ、肉厚が過剰にならないよう、ボスの基部の厚さを確認する必要があります。ボスの中心部には、鋳込み穴を設けるか、あるいは後工程での機械加工を見越した余裕を持たせることで、金属の蓄積を抑えることができます。 ボス底面にはフィレットによる接続を採用し、抜き勾配を考慮する必要があります。ねじ穴、位置決め穴、軸受穴は、通常、鋳造後に機械加工を行う方が制御しやすくなります。
8. リブ
リブは剛性を高め、脆弱な部分を補強する役割を果たしますが、単に主壁を厚くするための手段ではありません。リブが厚すぎたり、一点で交差したりしていると、ホットスポットが発生しやすくなり、送材不良の原因となります。
リブの根元部にはフィレットによる接続が必要であり、リブ自体についても抜き勾配を考慮しなければならない。単一の厚いリブに比べ、適度な厚さのリブを合理的に配置した方が、金属の充填や冷却時の制御が容易であり、局所的な肉厚増大を引き起こす可能性も低くなる。
9. アンダーカット
アンダーカット構造は金型の複雑さを増すため、製造プロセスや部品の形状によっては、スライド、コア、砂製インサート、金属製コア、あるいは複合金型構造が必要になる場合があります。
設計段階において、アンダーカットが必要かどうかを判断すべきです。開口方向、穴の向き、またはパーティングラインを調整することでアンダーカットを回避できるのであれば、構造の簡素化を優先すべきです。アンダーカットを簡素化することで、一般的に金型のメンテナンスの難易度が低下し、金型部品の動きに起因する寸法変動のリスクも低減されます。
10. 穴と窓
穴、窓、長いスリット、および開口部は、金属の流れ、金型の強度、離型方向、および局所的な断面強度に影響を与えます。穴や窓が端部に近すぎたり、穴間の距離が狭すぎたりすると、その部分の構造的強度が低下します。
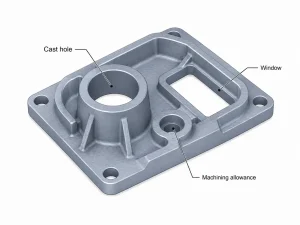
位置決め穴、軸受穴、ねじ穴、およびシール穴については、一般的に、鋳込み寸法のみに依存することは推奨されません。 要件を満たすために、後工程での機械加工を見据えて、鋳込み穴、事前中空加工穴、または実心ボスを設計することができます。ハウジングやポンプ本体については、後工程での最終寸法、穴の位置精度、および組立要件の管理を容易にするために、中空位置、加工基準面、検査基準面、および加工余裕を考慮する必要があります。
結論
アルミニウム鋳造の設計においては、部品の機能性、鋳造プロセス、およびその後の機械加工を総合的に評価する必要があります。合金、分型線、収縮、抜き勾配、肉厚、フィレット、ボス、リブ、アンダーカット、穴や窓の配置といった要因はすべて、金型構造、充填、離型、ホットスポット、寸法安定性、および機械加工余量に影響を及ぼします。
アルミニウム製のハウジング、エンドキャップ、ブラケット、ポンプ本体、フランジ、その他の特注鋳造品を開発されている場合、MinHe Foundryでは、金型製作開始前に、お客様の図面や3Dファイルを確認いたします。 当社は、パーティングライン、肉厚部分、抜き勾配、アンダーカット、穴の位置、加工余りなどに関連するDFM上のリスクを特定するお手伝いをいたします。これにより、試作鋳造や金型修正の段階で初めてこれらの問題が発生する可能性を低減できます。


