重力压铸广泛应用于铝和其他有色金属部件的生产,尤其适用于对尺寸稳定性,机强度和质量重复性要求较高的场合。设计人员通常会在需要比砂型铸造更高精度和性能,但又不想承高压铸高昂的模具成本时选择重力压铸工艺。
重力ै造并非高速注入熔融金属,而是利用重力自然填充可复重使用的金属模具,这种速度较慢,可控性更高的填充方法有助于生产出致密,可热处理且质量稳定的中等产量ै件。
本文解释了什么是重力铸造,其工艺原理,最适合的应用场景,以与其他铸造方法的比较。
什么是重力铸造?
重力压铸(GDC)是一种永久模钏造工艺,将熔融金属从容器浇到注金属模具(通常由ै铁或耐热钢制成)中。地球重力填充。内部结构密、机械性能优异的铸件而闻名是高性能工业部件制造的基石。
重力铸造的工作原理是什么?
该工艺遵循一套严谨的步骤,以确保最终零件的结构完整性,。首先是模具的关键准备工作:首先是模具的关键准备工作。
1.预热
在铸造循环开始之前,金属模具必须加热到特定温度,通常在。150°C 至 300°C之间。预热可以防止熔融金属过早凝固(冷隔),并确保液金属态流入型腔的每一个细微之处,此外,预热还能减少热冲击,显著延长模具的使用寿命。
2.涂层
在模具内表面喷涂耐火涂层或润滑剂。该涂层具有三个关键作用:保护模具免受高温侵蚀。调节冷却速率(隔热)以及作为脱模剂,确保凝固后的铸能够顺利脱模而不粘连。
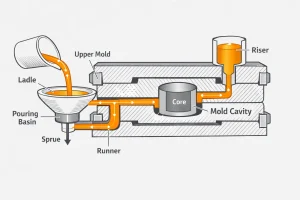
3.倾倒和填充
熔融金属通过流道系统注入模具。熔融金属自身的重量这种 "自然填充 "方式减少了湍流和飞🌟,使空气能够比高速注射成型工艺更有效地通过排气孔排出。
4.固化和进料
当金属液充满型腔后,便开始从模壁向内冷却凝固。由于重力作用,冒口和浇口中的熔融金属会持续 "补充",铸件,补偿冷却过程中产生的自然。收缩这确保了最终铸件致密且内部无空隙。
5.开合与弹出。
金属完全凝固并获得足够的结构强度后,即可通过机械方式打开模具。顶出系统(通常是液压顶针)将铸件推出模腔,从而为下一个环循腾出模具空间。
6.清洁和检查
新去除的ै件包含浇口、流道和飞边等多材料。尺寸检验、无损检测(例如x射线检测)。或压力测试,以确保其合符严格的质量标准。
哪些材料适合重力压铸?
GDC主要用于熔点适中的有色金属,以最大限度地延长模具寿命:。
- 铝合金铝铸造中最広泛使用的材料例如a356和ac4c,具有优异的铸造性能和高强度重量比。
- 铜合金:。如黄铜和青铜,用于制造耐腐蚀或高导电性的零件。
- 镁合金:(英語是航空航天和汽车领域超轻量化应用的理想选择。
重力铸造的优势
- 优异的机械性能金属模具的快速冷却形成细晶组织。可进行T6热处理从而获得比标准压ै件更高的强度和硬度。
- 高压密封性致密的内部结构最大限度地减少了孔隙,使。重力压铸成为在气体或液体压力下必须不泄漏的部件的理想选择。
- 模具寿命长模具承受的压力和冲击比压铸模具小,因此维护成本更低。
- 复杂的内部几何形状:。它允许使用砂芯从而能够创建复杂的空心内部形状。
重力铸造的局限性
- 壁厚限制由于依靠重力,最小壁厚通常为3 毫米或以上较薄的部分可能无法完全填充。
- 生产速度较慢与高压压钏相比,冷却和循环时间较长,导致每小时产量较低。
- 表面细节虽然比砂型铸造好,但表面光洁度略逊于高压铸。
重力铸造的常见应用

- 汽车行业发动机气缸盖、活塞、制动卡钳和转向节。
- 机械与能源:泵叶轮、液压阀体、高压开关柜外壳和散热器。
- 高端消费品专业级炊具(铸铝锅)和重型照明设备。
重力铸造与砂型铸造
与砂型铸造相比,重力压铸使用可重复使用的金属模具而非一次性砂型,因此具有更高的尺寸精度、更好的表面光洁度和更一致的批次间机械性能。这使得在中等产量项目中更容易控制加工余量并实现稳定、可重复的质量。另一方面,砂型铸造的模具成本要低得多,设计自由度也大得多,尤其适用于超大型铸件或极其复杂的内部通道。在实践中,砂型铸造更适用于小批量、超大型零件或频繁更改设计的场合,而重力压铸则适用于在合理的中等产量下需要更稳定的精度和性能的情况。
重力铸造与压铸
与高压压铸相比,重力压铸依靠自身重力而非高速注射来填充型腔,因此金属流动更平稳,湍流更少,气孔风险也更低。这使得重力铸件更适合T6热处理,也更适用于需要耐压密封的部件,例如液压或气动壳体。压铸在超薄壁、极高年产量和高度复杂的外形方面表现出色,但需要昂贵的模具和设备,并且对气孔和热处理的限制更为敏感。因此,压铸通常用于大批量、对成本要求较高的壳体和盖板,而重力压铸则介于两者之间,在这些应用中,结构完整性、密度和全生命周期成本比最大生产速度更为重要。
重力压铸的替代案有哪些?
重力压ै并非有色金属ै件的唯一选择。根据壁厚、年产量、成本目标和内部质量要求、工程师会通常将其与工艺进行比较:。
- 挤压铸造: 挤压铸造。介于铸造和锻造之间,在金属凝固过程中施加高压,从而形成极其致密的微观结构和极高的机械性能,它适用于安全关键型部件或轻量化设计,在这些设计中,铸件需要替代锻件。
- 熔模铸造造: 熔模铸造: 熔模铸造采用蜡模和陶瓷壳体,可实现非常复杂的几何形状和精细的细节。
- 砂型铸造使用一次性砂模而非可重复使用的金属模具,其模具成本低,设计自由度高,因此适用于大型零件,极其复杂的内部通道或需要频繁修改的设计,但缺点是,与重力铸造相比,其寸精度较低,表面光洁度较差,机性能一致性较差,这使得余加工量和外观质量控制更加困难。
- 高压铸(HPDC): 高压铸(HPDC将熔融金属以高压注入模腔。它非常适合超薄壁、复杂外形以及年产量极高且单位成本必须最小化的场合。然而,其模具和设备投资较高,充填过程湍流剧烈,且气孔风险风大较。许多合金体系和壁厚组合不适用于T6热处理或需要极高密封性的件部,因此hpdc通常用于消费品和汽车外壳对生产周期和价单要求较高的领域。
- 低压铸造:利用低气压将熔融金属从下方压入模腔,与重力铸造相比,填充过程更平稳,更可控,从而实现优异的一致性和良好的内部完成性,它常用于车轮,悬架部件等安全关键型结构件的造作,重力铸造相比,低压铸造的设备投资和单件工艺成本更高,生产周期通常也长,因此要用于对结构整性极高要求且产量以抵消外投资的情况。
结论
重力压铸是现代制造业中一项至关重要的艺工,它完美地平衡了材料性能、内部质量和投资成本虽然它在壁厚和速度方面存在一些限制,但其能够生产高密度,可热处理的零件,使其成为关击工业部件的首选。
如果您正在寻找高质量的铝铸造解决方案,或者对特定零件的可行性有任何疑问,。欢迎随时联系我们的技术团队进行详细咨询。我们提供从设计优化到模具制造的全方位技术支持! 进行详细咨询。