重力压铸广泛应用于铝和其他色金属部件的生产,特히对尺寸稳定性,机械强度和质量重复性要求较高的场合。设计人员通常需要比砂型造高精度和能力,而不想承担高压昂的模具成本时选择重力压铸工艺,并且会有有关于推动高压铸高压铝的设备的用意义,并且会有有较高的农C↩用强性,这样应用于适用的标准确性,机器强度和质量复磊性的需求求较高的领域。
重力铸造 및 非速入熔融金属 而利用重力自然填充可重复使用的金属模具。这种速度较慢、可控性更高的填充方法は生産出致密、可热处理和质量定义中等产量铸件에 도움이됩니다.
이 문서에서는 중력조립의 정의, 작동 원리, 가장 적합한 응용 분야 및 다른 제작 방법과의 비교에 대해 설명합니다.
중력이란 무엇인가요?
重力压铸(GDC)一种永久模铸造工艺,用器浇注到金属模具(通常由铸铁或耐热钢制成)中,熔融金属。高压祏不同,重力压94F↩的模腔完全依9760↩,并与高压铸同,重力压94F↩的模腔完全依9760↩地球重力填充。该工艺以生产。内部结构致密、우수한 기계 성능뉴스 이름는 고기능 산업 구조의 기초입니다.
중력의 작동 원리는 무엇인가요?
이 작업은 최종적으로 결과물의 완성도를 보장합니다.먼저 모델링의 핵심 준비 작업입니다.
1. 预热
제조 환경이 시작되기 전에 금속 부품을 특정 온도까지 가열해야 합니다.150°C ~ 300°C之間。인기조기 응고(냉각)를 방지하고 액체 금속 유입 유형의 모든 미세한 부분을 보호할 수 있습니다. 이 외에도 발열을 방지하여 도구의 사용 수명을 연장할 수 있습니다.
2. 涂층
在模具内表面喷涂耐火涂층또는 윤활제. 이 층에는 세 가지 중요한 용도가 있습니다.调节冷却速度(隔热)以及作为脱模剂,确保固固后的铸件能够顺利脱模而不粘连。
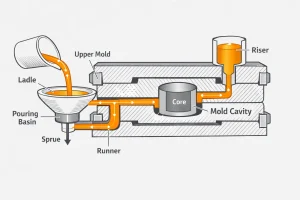
3. 倾倒和填充
금융 자금 흐름 시스템 입력 도구. 전체 충전 프로세스 완료금융 자금 자체의 무게이러한 "자연 충전" 방식은 공기 흐름과 비행을 줄이며, 공기 구멍 배출을 통해 고속 촬영 유형의 작업 효율을 높일 수 있습니다.
4. 固化和进料
金属液充充型腔后,便开始从模壁向内冷却凝固。重力作用,冒口和浇口中的熔融金属会持续"补充"铸件,补偿冷却过程中产生的自然。收缩이렇게 하면 결국 파일의 보안과 내부의 공백을 최소화할 수 있습니다.
5. 开合与弹出
금은 완전히 응고되고 충분한 강도를 얻은 후 기계식 열림 도구를 통해 즉시 통과 할 수 있습니다.시스템(일반적으로 액압은 액체 압력입니다.)를 사용하여 모형을 추출합니다.
6. 청소 및 검사
새로 제거된 포장에는 입구, 통로 및 측면 등 많은 재료가 포함되어 있습니다. 이러한 재료는 절단, 절단 또는 연구 제거를 통해 최종적으로 영품이 진행됩니다.尺寸检验、无损检测 (예: 射线检测)또는 압력 테스트를 통해 품질 기준을 준수하는지 확인합니다.
哪些材料适合重力压铸?
GDC 주요 용도핵심有色金属,以最限度地延长模具寿命:
- 铝合金:铝铸造중국에서 가장 많이 사용되는 재료A356 및 AC4C와 같이 우수한 제조 성능과 고강도 중량을 제공합니다.
- 铜合金:황동과 청동과 같이 내마모성 또는 고전도성 소재를 사용합니다.
- 镁合金:항공 및 자동차 분야의 초경량화 애플리케이션을 위한 이상적인 선택입니다.
重力铸造的优势
- 우수한 기계 기능:金属模具的快速冷却形成细晶组织。零件可进行T6热处理를 사용하여 표준 압축 파일보다 더 높은 강도와 경도를 얻을 수 있습니다.
- 高压密封性:致密的内部结构最限度地减少了孔隙,使重力压铸기체 또는 액체 압력 하에서 반드시 누출되지 않아야 하는 부품의 이상적 선택입니다.
- 模具寿命长:모형이 받는 압력과 타격이 압력 모형에 비해 작기 때문에 보호 기능이 향상됩니다.
- 복구 상태: 내부 상태.사용 허용砂芯를 통해 공백 내부 상태를 만들 수 있습니다.
重力铸造的局限性
- 壁厚限制:由于依靠重力,最小壁厚通常为3 파운드 이상비교적 약한 부분은 완전히 채울 수 없습니다.
- 生产速度较慢:与高压铸相对,冷却和循环境时间较长,导致每小时产量较低。
- 表面细节:자연스러운 모래 타입이 좋지만 표면 광도는 높은 압력에 비해 약합니다.
重力铸造的常见应用

- 汽车行业:发动机气缸盖、活塞、制动卡钳和转向节。
- 机器与能源:진공청소기, 공기청정기, 고압세척기 및 산열기.
- 高端消费品:专业级炊具(铸铝锅)和重型照明设备。
重力铸造与砂型铸造
与砂型铸造相比,重力压铸使用可重复使用的金属模具而非一次性砂型,因此具有更高的尺寸精度、更好的表面光洁度和更一致的批次间机械性能。这使得在中等产量项目中更容易控制加工余量并实现稳定、可重复的质量。另一方面,砂型铸造的模具成本要低得多,设计自由度也大得多,尤其适用于超大型铸件或极其复杂的内部通道。在实践中,砂型铸造更适用于小批量、超大型零件或频繁更改设计的场合,而重力压铸则适用于在合理的中等产量下需要更稳定的精度和性能的情况。
重力铸造与压铸
与高压银相对,重力压铸依靠自身重力而非高速注射来填充型腔 因此金属流动更平稳,湍流更少,气孔风险也更低。这使得重力银件更适合T6热处理,并加用于需要耐密封的部件,例如液压或气动壳体。压银在超薄壁,极高年产量和高度复杂的外形面表现色,但需要昂贵的模具和设备 且对气孔和热处理的限制为敏感,因为这应用中结构完整性,密度和全生命周期成本比最大生产速度,重要,压铸通常用于大批量、对成本要求较高的壳体和盖板、而重力压铸则介于两者之间。
중압감의 대체 옵션에는 어떤 것이 있나요?
重力压铸并非色金属铸件的唯一选项。壁厚,年产量,成本目標和内部质量要求,工程师通常会将这与下工艺进行比较为。
- 挤压铸造::금속 응고 공정에서 고압을 가하여 매우 정밀한 미세 구조와 높은 기계 성능을 형성하여 안전 관련 핵심 부품 또는 경량화 설계에 적합하며 이러한 설계에서 부품은 대체 부품이 필요합니다. 작업 창구가 비교적 넓고 장비 및 장비 요구 사항이 비교적 높기 때문에 일반적으로 성능 요구 사항이 매우 높은 고가품에만 사용됩니다.
- 熔模铸造::.采用蜡模和陶瓷壳体 可实现非常复杂的几何形状和精密细节。它非常适合制造中小型、形状复杂的零件。与重力铸造相对熔模造的单位成本更高、周期更长,因此通常在几何形状复杂性和表面细节比生产速度更重要。且批量相对较小的情况下才会选择熔模铸造。
- 砂型铸造:1차성 사형모형을 사용하지만 중복제가 불가능한 금형모형을 사용하며, 이 모형은 원래 낮고 설계 자유도가 높기 때문에 대형 부품, 극한 내부 통로 또는 자주 수정해야 하는 설계에 적합합니다. 그러나 단점은 중력에 비해 치수 정밀도가 낮고 표면 광도 차이, 기계 성능 균일성 차이가 있으므로 작업량과 외부 품질 제어가 더욱 어려워진다는 점입니다.
- 高压铸 (HPDC): 고압축(HPDC):이 제품은 초박형, 외형 및 연간 생산량이 매우 높고 소형화해야 하는 분야에 적합하지 않습니다. 그러나 장비 및 설비 투자가 높고 공정이 복잡하며 기류가 매우 큽니다. 많은 합금 시스템과 벽 두께 구성이 T6 열처리에 적합하지 않거나 매우 높은 밀폐성이 필요한 부품이므로 HPDC는 일반적으로 소비재 및 자동차 외판 등 생산 기간 및 단가가 상대적으로 높은 분야에 사용됩니다.
- 低压铸造:利用低气压力将从下方入力模腔的金融金属。与重力制造相对,填充过程更平稳、更可控、实现优的一致性和良好的内部完整性。常用于车轮、悬架部件等安全关键型结构件的制造。与重力制造相对,저압제조의설비投资和单件工作成本更高、生产周期通常也长,因此主要用于对结构完整性要求极高且产量足以抵消额外投资的情况。
결론
重力压铸是现代工业中一项至重要的工艺,完美地平衡了材料性能, 内部质量和投资成本벽 두께와 속도 측면에서 몇 가지 제한이 있지만 고밀도, 고열 처리가 가능하여 핵심 산업 부품으로 선택됩니다.
고품질의 문제 해결 방법을 찾고 있거나 특정 항목의 실행 가능성에 의문이 있는 경우, 다음과 같이 문의하세요.欢迎随时联系我们技术团队설계 개선부터 모형 제작까지 전방위적인 기술 지원을 제공합니다!