
En el proceso de fundición de metales, el metal fundido se contrae a medida que se enfría y se solidifica. Si esta contracción no se compensa con un aporte adicional de metal líquido, da lugar a cavidades de contracción y la porosidad. El conducto ascendente está diseñado específicamente para evitar estos defectos. En este artículo se explica la definición de un conducto ascendente, su principio de funcionamiento, los tipos más comunes y los requisitos clave de diseño.
¿Qué es un «riser»?
Un canal de alimentación es un depósito adicional de metal fundido integrado en el molde, en lugar de formar parte de la propia pieza fundida final. Una vez que la pieza fundida se ha enfriado y el canal de alimentación ha cumplido su función de alimentación, normalmente se retira o se elimina mediante esmerilado.
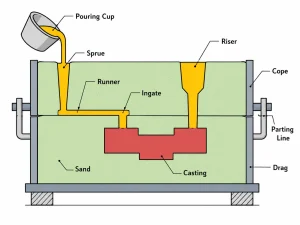
La función de un conducto de alimentación difiere significativamente de la del sistema de canalización. Mientras que los canales de entrada y los conductos de colada introducen el metal fundido en la cavidad del molde, el conducto de alimentación solo cumple su función una vez que el molde se ha llenado. Compensa la contracción volumétrica que se produce durante la transición del estado líquido al sólido. Al proporcionar un suministro constante de metal líquido a los «puntos calientes» (como las secciones gruesas o las uniones) durante el proceso de solidificación, el canal de alimentación aleja los defectos de contracción de la pieza fundida y los atrapa en su interior.
Tipos habituales de elevadores
Los conductos de colada se clasifican habitualmente según su posición y según sean abiertos o cerrados. Entre los tipos más habituales se encuentran los conductos superiores, los laterales, los abiertos y los ciegos. Las principales diferencias radican en la trayectoria de alimentación, la pérdida de calor, la visibilidad durante la colada y la zona en la que se retirará el conducto tras la solidificación.
Los que más han subido
Los conductos de alimentación superiores se colocan por encima de la sección de fundición que necesita alimentación. Se suelen utilizar para secciones gruesas superiores o puntos calientes que se solidifican más tarde que las zonas circundantes. Dado que el recorrido de alimentación suele ser corto y directo, los conductos de alimentación superiores suelen ser más fáciles de colocar cuando el punto caliente se encuentra cerca de la superficie superior.
Cuando se utilice un elevador superior, hay que tener en cuenta la zona de desmoldeo. Si la superficie superior es una superficie de mecanizado, una superficie de sellado o una zona visible, se debe prever un margen de mecanizado y un espacio de limpieza suficientes antes de la fabricación del molde.
Elevadores laterales
Los conductos de alimentación laterales se conectan al lateral de la pieza fundida, normalmente a través de un cuello de alimentación. Se utilizan cuando el espacio por encima de la pieza fundida es limitado o cuando el punto caliente puede alimentarse de forma más directa desde el lateral.
El aspecto clave en los conductos de alimentación laterales es la distancia de alimentación. El conducto debe estar lo suficientemente cerca del punto caliente. Si el recorrido de alimentación es demasiado largo, o si el cuello del conducto se solidifica demasiado pronto, es posible que el metal líquido no llegue a la zona de contracción durante la solidificación.
Tubos ascendentes abiertos
Los conductos de colada abiertos quedan expuestos a la atmósfera en la parte superior del molde. Permiten observar el nivel del metal durante la colada, lo que facilita comprobar si el conducto de colada se ha llenado. Los conductos de colada abiertos son habituales en fundición en arena donde se pueda colocar el tubo ascendente y observarlo desde arriba.
La desventaja de un conducto ascendente abierto es que el calor se pierde más rápidamente. No debe elegirse únicamente porque sea fácil de observar. El conducto ascendente debe permanecer en estado líquido el tiempo suficiente para alimentar el punto caliente durante la solidificación.
Elevadores ciegos
Los conductos de alimentación ciegos quedan encerrados dentro del molde y no pueden observarse directamente durante el vertido. Al estar rodeados de arena de moldeo o del material del molde, suelen retener mejor el calor que los conductos de alimentación abiertos y pueden prolongar el tiempo de alimentación.
Los conductos ciegos se utilizan a menudo cuando el espacio exterior es limitado, cuando conviene evitar que el conducto quede a la vista o cuando es más adecuado situar el punto de alimentación dentro de la disposición del molde. Dado que no pueden inspeccionarse visualmente durante el vertido, su volumen, posición y conexión con la pieza fundida deben determinarse cuidadosamente durante el diseño del molde.
Conclusión
El objetivo final del diseño de los conductos de alimentación es maximizar el rendimiento de la fundición, garantizando al mismo tiempo la integridad interna (densidad). Un canal de colada correctamente dimensionado y colocado atrapa los defectos de contracción en su interior, eliminando de forma eficaz la porosidad interna de la pieza fundida. Además, al utilizar cálculos precisos del módulo para evitar canales de colada sobredimensionados, minimizamos el consumo excesivo de metal, lo cual es fundamental para mejorar el rendimiento de la fundición y controlar los costes de producción.


