
В процессе литья металла расплав усаживается по мере охлаждения и затвердевания. Если эта усадка не компенсируется подачей дополнительного жидкого металла, это приводит к образованию внутренних усадочные полости и пористость. Подводящий канал специально разработан для предотвращения этих дефектов. В данной статье дается определение подводящего канала, описывается принцип его работы, перечисляются распространенные типы и приводятся основные конструктивные требования.
Что такое райзер?
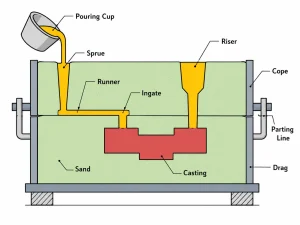
Литниковый канал представляет собой дополнительный резервуар для расплавленного металла, встроенный в форму, а не являющийся частью самого готового отливка. После того как отливк остынет и литниковый канал выполнит свою функцию подачи металла, его, как правило, удаляют или снимают шлифованием.
Функция литника существенно отличается от функции литниковой системы. В то время как литники и литниковые каналы подают расплавленный металл в полость формы, литник начинает выполнять свою функцию только после заполнения формы. Он компенсирует объемную усадку, возникающую при переходе из жидкого состояния в твердое. Обеспечивая постоянную подачу расплавленного металла в «горячие точки» (такие как толстые участки или стыки) в процессе затвердевания, литниковый канал отводит дефекты усадки от отливки и удерживает их внутри себя.
Распространенные типы подъемных труб
Литейные литники обычно классифицируются по их расположению и по тому, являются ли они открытыми или закрытыми. К типичным типам относятся верхние литники, боковые литники, открытые литники и глухие литники. Основные различия заключаются в пути подачи металла, теплопотерях, видимости во время заливки и месте, где литник будет удален после затвердевания.
Лидеры роста
Верхние литниковые каналы располагаются над участком отливки, требующим подачи металла. Их часто используют для верхних толстых участков или «горячих точек», которые затвердевают позже, чем окружающие области. Поскольку путь подачи металла обычно короткий и прямой, верхние литниковые каналы зачастую проще организовать, когда «горячая точка» находится близко к верхней поверхности.
При использовании верхнего подъемника необходимо учитывать зону снятия заусенцев. Если верхняя поверхность является обрабатываемой поверхностью, уплотнительной поверхностью или видимой зоной, перед изготовлением пресс-формы следует предусмотреть достаточный припуск на обработку и пространство для очистки.
Боковые подъемники
Боковые литники присоединяются к боковой поверхности отливки, как правило, через литниковую горловину. Их используют в тех случаях, когда над отливкой мало места или когда в «горячую точку» можно обеспечить более прямую подачу металла сбоку.
Ключевым моментом при использовании боковых литниковых каналов является длина канала подачи. Литниковый канал должен располагаться достаточно близко к «горячей точке». Если длина канала подачи слишком велика или горло литникового канала застывает слишком рано, жидкий металл может не достичь зоны усадки во время затвердевания.
Открытые подъемники
Открытые литниковые каналы выходят в атмосферу в верхней части формы. Они позволяют наблюдать за уровнем металла во время заливки, что облегчает проверку заполнения литникового канала. Открытые литниковые каналы широко используются в песчаное литьё где подъемник можно установить так, чтобы его было видно сверху.
Недостатком открытого подъемника является более быстрая потеря тепла. Его не следует выбирать только потому, что за ним легко наблюдать. Подъемник должен оставаться в жидком состоянии достаточно долго, чтобы питать «горячую точку» в процессе затвердевания.
Слепые подъемники
Скрытые литниковые каналы находятся внутри формы и их невозможно наблюдать непосредственно во время заливки. Поскольку они окружены формовочным песком или материалом формы, они, как правило, лучше удерживают тепло, чем открытые литниковые каналы, и позволяют продлить время подачи металла.
Скрытые подводящие каналы часто используются в случаях, когда внешнее пространство ограничено, когда следует избегать открытых подводящих каналов или когда точку подачи удобнее разместить внутри контура формы. Поскольку во время заливки их невозможно проверить визуально, их объем, положение и соединение с отливкой следует тщательно продумать на этапе проектирования формы.
Заключение
Конечной целью проектирования литниковых каналов является максимальное повышение выхода отливок при одновременном обеспечении внутренней целостности (плотности). Правильно рассчитанный по размерам и правильно расположенный литниковый канал удерживает дефекты усадки внутри себя, эффективно устраняя внутреннюю пористость в отливке. Кроме того, благодаря использованию точных расчётов модуля усадки, позволяющих избежать использования литниковых каналов чрезмерных размеров, мы сводим к минимуму избыточный расход металла — что является ключевым фактором для повышения выхода готовой продукции и контроля производственных затрат.


