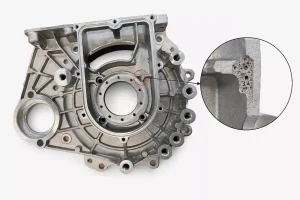
При производстве алюминиевого литья некоторые дефекты не проявляются непосредственно на отлитой поверхности. Деталь может пройти визуальный осмотр, но после обработки на станке с ЧПУ в ней могут обнаружиться внутренние пустоты, или при испытании давлением может произойти утечка. Типичными примерами таких скрытых дефектов литья являются усадочные полости и усадочная пористость.
Для литья под низким давлением, гравитационное литьё под давлениемДефекты усадки могут проявляться в разных формах, но основной механизм схож: расплавленный алюминий сжимается в процессе затвердевания без непрерывной подачи.
В этой статье рассказывается о причинах, методах обнаружения, мерах профилактики и практических примерах усадочной пористости, что поможет инженерам снизить риск возникновения этого дефекта в проектах алюминиевого литья.
Что такое усадочные полости и пористость в алюминиевом литье?
Основной причиной возникновения дефектов усадки является Объемное сужение алюминия на стадии затвердевания без достаточного питания из расплавленного металла.
Алюминиевые сплавы при переходе из жидкого состояния в твердое обычно подвергаются объемному сокращению примерно от 4% до 6%. Если определенный участок отливки затвердевает, в то время как внешние пути подачи уже застыли или засорились, этот участок будет испытывать дефицит массы, что приведет к образованию грубых, неравномерных внутренних полостей.
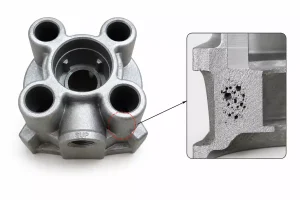
Типичными формами усадочных дефектов являются усадочные полости и усадочная пористость. Усадочные пустоты обычно выглядят как крупные, концентрированные пустоты в толстых сечениях, горячих точках или областях, которые затвердевают последними, а их внутренние поверхности часто шероховатые и неровные. Усадочная пористость обычно более мелкая и дисперсная, часто образуется между дендритными зернами в виде небольших взаимосвязанных пор или пустот, похожих на губку.
Основные причины дефектов усадки
Проблемы усадки алюминиевых отливок редко вызываются одним отдельным фактором. Вместо этого они являются результатом совместного воздействия конструкции детали, теплового баланса формы и технологических параметров.
Структура изделия и толщина стенок
Участки с толстыми поперечными сечениями, поперечными стыками или тяжелыми бобышками остывают медленнее всего и называются "горячими точками". Во время затвердевания более тонкие участки быстро замерзают из-за охлаждения формы, изолируя более толстые участки (горячие точки). Если тракт подачи преждевременно перекрывается, в центре этих горячих точек неизбежно образуются усадочные полости или пористость.
Компоновка системы дозирования и подачи
Это прямое следствие сбоя в подаче. При литье в песчаные и гравитационные формы это проявляется в виде заниженных размеров стояков или преждевременного замерзания горловины стояка. В литье под низким давлением (LPDC), это происходит, когда время выдержки недостаточно или стояк замерзает слишком рано. При литье под высоким давлением (HPDC) относительно тонкие литники часто замерзают до завершения фазы интенсификации, перекрывая вторичную подачу на удаленные толстые участки.
Дисбаланс температуры и охлаждения плесени
Неправильная конструкция линии охлаждения или локальное накопление тепла во время непрерывного производства могут создавать искусственные горячие точки. Это нарушает принцип направленного затвердевания, согласно которому отливка должна застывать постепенно, начиная с самых удаленных участков и возвращаясь к источнику литья/подачи.
Состав сплава и характеристики затвердевания
Поведение при затвердевании различных марок алюминия сильно различается. Сплавы с широкими зонами замерзания (температурный зазор между линиями ликвидус и солидус, например, некоторые серии Al-Cu или Al-Mg) склонны к кашеобразному режиму затвердевания. Это значительно увеличивает сопротивление течению расплавленного алюминия между дендритами, что крайне затрудняет подачу и приводит к появлению дисперсной микропористости. Напротив, стандартные сплавы Al-Si (например, A356) обладают лучшей текучестью и меньшей склонностью к микроусадке при правильной обработке.
Общие методы промышленного контроля
В зависимости от этапа производства и стандартов контроля качества литейные заводы обычно используют комбинацию следующих методов неразрушающего контроля (NDT) и разрушающих испытаний:
| Метод проверки | Фаза производства | Идентифицируемые проблемы | Ограничения |
| Визуальный контроль после обработки | Постобработка | Обнаруживает макроусадку на критических уплотнительных поверхностях или резьбовых отверстиях. | Реактивный подход; не позволяет обнаружить подповерхностные дефекты в необработанных областях. |
| Рентгеновский контроль (RT) | Отбор проб литых/заготовленных деталей | Оценивает крупные внутренние усадочные полости и кластерную пористость (2D-изображение). | Менее чувствителен к мелким микропористостям или микропустотам в очень тонких стенках. |
| Промышленное компьютерное сканирование | Прототипирование / анализ отказов | Обеспечивает трехмерный количественный анализ скорости пористости, объема и пространственной связности. | Высокая стоимость оборудования и длительное время цикла; непрактично для контроля массового производства 100%. |
| Проверка герметичности давлением | 100% Готовые детали | Обнаружение сквозных утечек, вызванных взаимосвязанной пористостью (испытание пузырьками или разложением под давлением). | Определяет только наличие утечки; не может обнаружить непроникающие скрытые усадочные полости. |
| Секционирование и металлографический анализ | Утверждение процесса / отбор проб | Различает газовую пористость, усадку и границы зерен под микроскопом. | Разрушающие испытания; строго ограничены этапами НИОКР или отслеживанием первопричин дефектов. |
Как предотвратить дефекты усадки алюминиевого литья?
Основная философия устранения усадки проста: Контролируйте последовательность затвердевания и обеспечивайте беспрепятственную подачу материала.
Структурное проектирование изделий
Вмешайтесь в процесс проектирования изделия на ранней стадии, чтобы обеспечить равномерную толщину стенок, где это возможно. Для толстых монтажных бобышек используйте конструкции с сердечником для уменьшения массы, добавляя ребра позже для поддержания жесткости конструкции. Для предотвращения локальной концентрации тепла применяйте щедрые галтели и плавные переходы между изменениями толщины стенок.
Системы подачи и раздачи
Искусственно создайте соответствующий температурный градиент для обеспечения направленного затвердевания. При литье в песчаные формы, гравитационном литье и литье под низким давлением отрегулируйте положение литников, используйте локальные линии охлаждающей воды или установите металлические охладители с высокой теплопроводностью на внешних стенках горячих точек, чтобы обеспечить быстрое затвердевание, эффективно вытесняя зону усадки в стояки.
Для отливок под высоким давлением с неизбежными локальными толстыми стенками используйте штифты для выдавливания (локальное механическое усиление) или конфигурации с направленным точечным охлаждением для сжатия и подачи полузатвердевшей металлической матрицы.
Контроль теплового баланса пресс-формы
Используйте контроллеры температуры пресс-формы (TCU) и точные контуры охлаждения (например, точечное охлаждение под высоким давлением) для независимого регулирования температуры стержней и блоков вблизи горячих точек. Поддержание формы в пределах стабильного целевого температурного окна предотвращает локальный перегрев и образование искусственных горячих точек.
Управление процессом плавления и разлива
Строго контролируйте температуру заливки. Обеспечивая полное заполнение полости, поддерживайте температуру заливки на минимально возможном уровне, чтобы свести к минимуму общее сокращение жидкости. Кроме того, обязательно используйте программное обеспечение для CAE-моделирования литья (например, MAGMA, ProCAST), чтобы в цифровом виде оптимизировать расположение литников и охлаждающих линий до резки инструментальной стали.