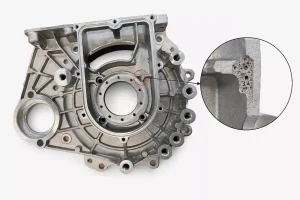
Na produção de fundição de alumínio, alguns defeitos não aparecem diretamente na superfície fundida. Uma peça pode passar na inspeção visual, mas os vazios internos podem ser expostos após a maquinação CNC, ou podem ocorrer fugas durante os testes de pressão. As cavidades de contração e a porosidade de contração são exemplos típicos destes defeitos de fundição ocultos.
Para fundição a baixa pressão, fundição injectada por gravidadeNa fundição em areia e nas peças de alumínio fundido sob pressão, os defeitos de contração podem aparecer sob diferentes formas, mas o mecanismo básico é semelhante: o alumínio fundido contrai-se durante a solidificação sem receber alimentação contínua.
Este artigo explica as causas, os métodos de deteção, as medidas de prevenção e os estudos de caso práticos da porosidade de retração, ajudando os engenheiros a reduzir o risco deste defeito em projectos de fundição de alumínio.
O que são cavidades de retração e porosidade na fundição de alumínio?
A causa principal dos defeitos de retração é a Contração do volume do alumínio durante a sua fase de solidificação sem alimentação suficiente do metal fundido.
As ligas de alumínio sofrem tipicamente uma contração volumétrica de aproximadamente 4% a 6% durante a transição do estado líquido para o estado sólido. Se uma secção específica da peça fundida estiver a solidificar enquanto as vias de alimentação externas já tiverem congelado ou estrangulado, essa secção sofrerá um défice de massa, resultando em cavidades internas rugosas e irregulares.
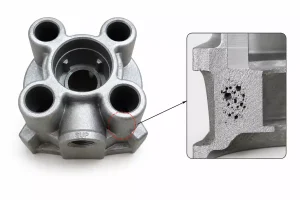
As formas típicas de defeitos de retração incluem cavidades de retração e porosidade de retração. As cavidades de retração aparecem normalmente como vazios maiores e concentrados em secções espessas, pontos quentes ou áreas que solidificam por último, e as suas superfícies internas são frequentemente rugosas e irregulares. A porosidade de retração é normalmente mais fina e mais dispersa, formando-se frequentemente entre grãos dendríticos como pequenos poros interligados ou vazios tipo esponja.
Principais causas de defeitos de retração
Os problemas de retração em peças fundidas de alumínio raramente são causados por um único fator isolado. Em vez disso, são o resultado coletivo do design da peça, do equilíbrio térmico do molde e dos parâmetros do processo.
Estrutura do produto e espessura da parede
As áreas com secções transversais espessas, junções transversais ou saliências pesadas arrefecem mais lentamente e são conhecidas como "pontos quentes". Durante a solidificação, as secções mais finas congelam rapidamente devido ao arrefecimento do molde, isolando as secções mais grossas (pontos quentes). Se o percurso de alimentação for prematuramente estrangulado, formar-se-ão inevitavelmente cavidades de retração ou porosidade no centro destes pontos quentes.
Layout do sistema de passagem e alimentação
Este é o gatilho direto para a falha de alimentação. Na fundição em areia e por gravidade, manifesta-se através de tubos de elevação subdimensionados ou de um congelamento prematuro do pescoço do tubo de elevação. Na fundição injectada a baixa pressão (LPDC), ocorre quando o tempo de retenção é insuficiente ou o tubo de elevação congela demasiado cedo. Na fundição sob pressão de alta pressão (HPDC), os in-gates relativamente finos congelam frequentemente antes da fase de intensificação estar completa, cortando a alimentação secundária para secções espessas remotas.
Desequilíbrio entre a temperatura do molde e o arrefecimento
A conceção inadequada da linha de arrefecimento ou a acumulação localizada de calor durante a produção contínua pode criar pontos quentes artificiais. Isto perturba o princípio da solidificação direcional, que requer que a peça fundida congele progressivamente a partir das áreas mais afastadas em direção à fonte de alimentação.
Composição da liga e caraterísticas de solidificação
O comportamento da solidificação varia muito entre os diferentes tipos de alumínio. As ligas com amplas zonas de congelação (o intervalo de temperatura entre as linhas de liquidus e solidus, como certas séries Al-Cu ou Al-Mg) tendem a sofrer um modo de solidificação mole. Isto aumenta significativamente a resistência ao fluxo do alumínio fundido entre os dendritos, tornando a alimentação extremamente difícil e conduzindo a microporosidade dispersa. Por outro lado, as ligas Al-Si padrão (como a A356) têm uma melhor fluidez e uma menor tendência para o micro encolhimento quando processadas corretamente.
Métodos comuns de inspeção industrial
Dependendo da fase de produção e das normas de controlo de qualidade, as fundições utilizam normalmente uma combinação dos seguintes métodos de ensaio não destrutivo (NDT) e de ensaio destrutivo:
| Método de inspeção | Fase de produção | Questões identificáveis | Limitações |
| Inspeção visual pós-maquinação | Pós-maquinação | Detecta macro-encolhimento exposto em faces de vedação críticas ou orifícios roscados. | Uma abordagem reactiva; não consegue detetar defeitos subsuperficiais em áreas não maquinadas. |
| Inspeção por raios X (RT) | Amostragem de peças fundidas/acabadas | Avalia grandes cavidades internas de retração e porosidade agrupada (imagem 2D). | Menos sensível a microporosidades finas ou microvazios em paredes extremamente finas. |
| Tomografia computadorizada industrial | Prototipagem / Análise de falhas | Fornece uma análise quantitativa 3D da taxa de porosidade, volume e conetividade espacial. | Custos de equipamento elevados e tempos de ciclo longos; impraticável para a inspeção da produção em massa 100%. |
| Ensaio de pressão de estanquidade ao ar | 100% Peças acabadas | Detecta fugas através da parede causadas por porosidade interligada (teste de bolha ou de decaimento de pressão). | Apenas identifica se existe uma fuga; não consegue localizar cavidades de retração latentes não penetrantes. |
| Seccionamento e análise metalográfica | Aprovação do processo / Amostragem | Distingue, ao microscópio, a porosidade do gás, a retração e os limites dos grãos. | Ensaios destrutivos; estritamente limitados às fases de I&D ou ao rastreio das causas dos defeitos. |
Como evitar defeitos de retração na fundição de alumínio?
A filosofia central da eliminação da retração é simples: Controlar a sequência de solidificação e assegurar canais de alimentação desobstruídos.
Conceção estrutural do produto
Intervir numa fase inicial da fase de conceção do produto para garantir uma espessura de parede uniforme sempre que possível. No caso de saliências de montagem espessas, implemente designs com núcleo para reduzir a massa, adicionando nervuras posteriormente para manter a rigidez estrutural. Utilizar filetes generosos e transições graduais entre as mudanças de espessura da parede para evitar a concentração de calor localizada.
Sistemas de alimentação e de passagem
Criar artificialmente um gradiente de temperatura adequado para garantir a solidificação direcional. Para a fundição em areia, por gravidade e de baixa pressão, ajuste as posições de gating, utilize linhas de água de arrefecimento localizadas ou incorpore arrefecimentos metálicos de alta condutividade térmica nas paredes exteriores dos pontos quentes para forçar uma solidificação rápida, empurrando efetivamente a área de retração para os risers.
Para peças fundidas a alta pressão com paredes espessas locais inevitáveis, utilizar pinos de compressão (intensificação mecânica local) ou configurações de arrefecimento pontual direcionadas para comprimir e alimentar a matriz metálica semi-solidificada.
Controlo do equilíbrio térmico do molde
Utilize controladores de temperatura do molde (TCUs) e circuitos de arrefecimento precisos (como arrefecimento pontual de alta pressão) para regular independentemente a temperatura dos pinos do núcleo e dos blocos perto dos pontos quentes. Manter o molde dentro de uma janela de temperatura alvo estável evita o sobreaquecimento localizado e a formação de pontos quentes artificiais.
Controlo do processo de fusão e vazamento
Controlar rigorosamente a temperatura de vazamento. Ao mesmo tempo que assegura o preenchimento completo da cavidade, mantenha a temperatura de vazamento tão baixa quanto possível para minimizar a contração total do líquido. Adicionalmente, é obrigatória a utilização de software de simulação CAE de fundição (por exemplo, MAGMA, ProCAST) para otimizar digitalmente a disposição das juntas e a colocação das linhas de arrefecimento antes de cortar o aço para ferramentas.