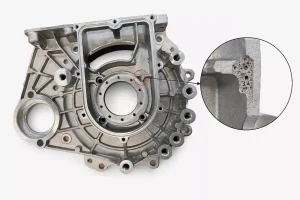
Dans la production de pièces moulées en aluminium, certains défauts n'apparaissent pas directement sur la surface brute de coulée. Une pièce peut passer l'inspection visuelle, mais des vides internes peuvent être révélés après l'usinage CNC, ou des fuites peuvent se produire lors d'essais sous pression. Les cavités de retrait et la porosité de retrait sont des exemples typiques de ces défauts de coulée cachés.
Pour les coulées à basse pression, moulage sous pression par gravitéLes défauts de retrait peuvent apparaître sous différentes formes, mais le mécanisme de base est similaire : l'aluminium en fusion se contracte pendant la solidification sans recevoir d'alimentation continue.
Cet article explique les causes, les méthodes de détection, les mesures de prévention et les études de cas pratiques de la porosité de retrait, afin d'aider les ingénieurs à réduire ce risque de défaut dans les projets de moulage d'aluminium.
Que sont les cavités de retrait et la porosité dans la fonte d'aluminium ?
La cause première des défauts de rétrécissement est la suivante contraction du volume de l'aluminium pendant sa phase de solidification sans alimentation suffisante en métal fondu.
Les alliages d'aluminium subissent généralement une contraction volumétrique d'environ 4% à 6% lors du passage de l'état liquide à l'état solide. Si une section spécifique de la coulée se solidifie alors que les voies d'alimentation externes ont déjà gelé ou se sont étranglées, cette section subira un déficit de masse, ce qui se traduira par des cavités internes rugueuses et irrégulières.
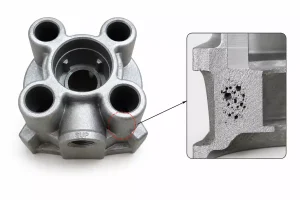
Les formes typiques de défauts de retrait sont les cavités de retrait et la porosité de retrait. Les cavités de retrait se présentent généralement sous la forme de vides plus importants et concentrés dans les sections épaisses, les points chauds ou les zones qui se solidifient en dernier, et leurs surfaces internes sont souvent rugueuses et irrégulières. La porosité de retrait est généralement plus fine et plus dispersée, se formant souvent entre les grains dendritiques sous forme de petits pores interconnectés ou de vides semblables à des éponges.
Principales causes des défauts de rétraction
Les problèmes de retrait des pièces moulées en aluminium sont rarement causés par un seul facteur isolé. Ils sont plutôt le résultat collectif de la conception de la pièce, de l'équilibre thermique du moule et des paramètres du processus.
Structure du produit et épaisseur de la paroi
Les zones présentant des sections transversales épaisses, des jonctions transversales ou des bossages lourds se refroidissent le plus lentement et sont connues sous le nom de "points chauds". Pendant la solidification, les sections plus fines gèlent rapidement en raison du refroidissement du moule, isolant les sections plus épaisses (points chauds). Si la voie d'alimentation est prématurément obstruée, des cavités de retrait ou des porosités se formeront inévitablement au centre de ces points chauds.
Disposition du système d'alimentation et d'aiguillage
C'est l'élément déclencheur direct de l'échec de l'alimentation. Dans le moulage en sable et par gravité, il se manifeste par des colonnes montantes sous-dimensionnées ou par un gel prématuré du col de la colonne montante. Dans les moulage sous pression (LPDC), il se produit lorsque le temps de maintien est insuffisant ou que le tube ascendant gèle trop tôt. Dans le cas du moulage sous haute pression (HPDC), les portes d'entrée relativement fines gèlent souvent avant la fin de la phase d'intensification, ce qui coupe l'alimentation secondaire des sections épaisses éloignées.
Déséquilibre entre la température des moules et le refroidissement
Une conception inadéquate de la ligne de refroidissement ou une accumulation de chaleur localisée pendant des cycles de production continus peuvent créer des points chauds artificiels. Cela perturbe le principe de la solidification directionnelle, qui exige que la coulée gèle progressivement des zones les plus éloignées vers la source d'alimentation.
Composition de l'alliage et caractéristiques de solidification
Le comportement de solidification varie considérablement d'une nuance d'aluminium à l'autre. Les alliages présentant de larges zones de congélation (l'écart de température entre les lignes de liquidus et de solidus, comme certaines séries d'Al-Cu ou d'Al-Mg) ont tendance à subir un mode de solidification pâteux. Cela augmente considérablement la résistance à l'écoulement de l'aluminium fondu entre les dendrites, ce qui rend l'alimentation extrêmement difficile et entraîne une micro-porosité dispersée. À l'inverse, les alliages Al-Si standard (comme l'A356) sont plus fluides et ont moins tendance à se rétracter lorsqu'ils sont traités correctement.
Méthodes courantes d'inspection industrielle
En fonction de la phase de production et des normes de contrôle de la qualité, les fonderies utilisent généralement une combinaison des méthodes de contrôle non destructif (CND) et de contrôle destructif suivantes :
| Méthode d'inspection | Phase de production | Questions identifiables | Limites |
| Inspection visuelle après usinage | Post-usinage | Détecte le macro-rétrécissement exposé sur les faces d'étanchéité critiques ou les trous filetés. | Approche réactive ; ne permet pas de détecter les défauts de subsurface dans les zones non usinées. |
| Inspection par rayons X (RT) | Échantillonnage de pièces coulées/finies | Évalue les grandes cavités internes de retrait et la porosité groupée (imagerie 2D). | Moins sensible à la micro-porosité fine ou aux micro-vides dans les parois extrêmement minces. |
| Scanner industriel | Prototypage / Analyse des défaillances | Fournit une analyse quantitative en 3D du taux de porosité, du volume et de la connectivité spatiale. | Coûts d'équipement élevés et temps de cycle longs ; peu pratique pour l'inspection de la production de masse 100%. |
| Test de pression de l'étanchéité à l'air | 100% Pièces finies | Détecte les fuites à travers les murs causées par la porosité interconnectée (test de bulle ou de décomposition de la pression). | Permet uniquement de déterminer s'il existe une fuite ; ne permet pas de localiser les cavités de retrait latent non pénétrantes. |
| Sectionnement et analyse métallographique | Approbation du processus / échantillonnage | Distingue au microscope la porosité gazeuse, le retrait et les joints de grains. | Essais destructifs ; strictement limités aux phases de R&D ou à la recherche des causes profondes des défauts. |
Comment prévenir les défauts de rétraction des pièces moulées en aluminium ?
La philosophie de base de l'élimination du rétrécissement est simple : Contrôler la séquence de solidification et veiller à ce que les canaux d'alimentation ne soient pas obstrués.
Conception structurelle des produits
Intervenir dès le début de la phase de conception du produit pour garantir une épaisseur de paroi uniforme dans la mesure du possible. Pour les bossages de montage épais, mettre en œuvre des conceptions de noyautage pour réduire la masse, en ajoutant des nervures plus tard pour maintenir la rigidité structurelle. Utiliser des congés généreux et des transitions graduelles entre les changements d'épaisseur de la paroi afin d'éviter une concentration de chaleur localisée.
Systèmes d'alimentation et d'aiguillage
Créer artificiellement un gradient de température approprié pour assurer une solidification directionnelle. Pour les coulées en sable, par gravité et à basse pression, il convient d'ajuster les positions des portes, d'utiliser des conduites d'eau de refroidissement localisées ou d'intégrer des refroidisseurs métalliques à haute conductivité thermique sur les parois extérieures des points chauds afin de forcer une solidification rapide, en poussant efficacement la zone de retrait dans les colonnes montantes.
Pour les pièces moulées sous haute pression dont les parois sont inévitablement épaisses, déployer des broches de compression (intensification mécanique locale) ou des configurations de refroidissement ponctuel ciblées pour comprimer et alimenter la matrice métallique en semi-solidification.
Contrôle de l'équilibre thermique des moules
Utiliser des contrôleurs de température du moule (TCU) et des circuits de refroidissement précis (tels que le refroidissement ponctuel à haute pression) pour réguler indépendamment la température des broches et des blocs du noyau à proximité des points chauds. Le maintien du moule dans une fenêtre de température cible stable empêche la surchauffe localisée et la formation de points chauds artificiels.
Contrôle du processus de fusion et de coulée
Contrôler strictement la température de coulée. Tout en assurant un remplissage complet de la cavité, maintenez la température de coulée aussi basse que possible afin de minimiser la contraction totale du liquide. En outre, il est obligatoire d'utiliser un logiciel de simulation IAO de coulée (par exemple, MAGMA, ProCAST) pour optimiser numériquement la disposition des portes et l'emplacement des lignes de refroidissement avant la découpe de l'acier à outils.