En el complejo mundo de la fundición de precisión, los defectos de gas son uno de los más comunes defectos de fundición y pueden ser difíciles de controlar. Estos pequeños defectos ocultos no sólo afectan al aspecto de una pieza fundida, sino que también pueden afectar gravemente a sus propiedades mecánicas y a su fiabilidad, lo que en última instancia provoca costosos desechos y repeticiones.
Comprender las causas de los defectos gaseosos y dominar métodos de prevención eficaces son habilidades esenciales para todo ingeniero de fundición y profesional del control de calidad. Esta guía es un recurso práctico que le ayudará a comprender mejor la definición y las causas de los defectos gaseosos, así como a utilizar métodos científicos para eliminarlos.
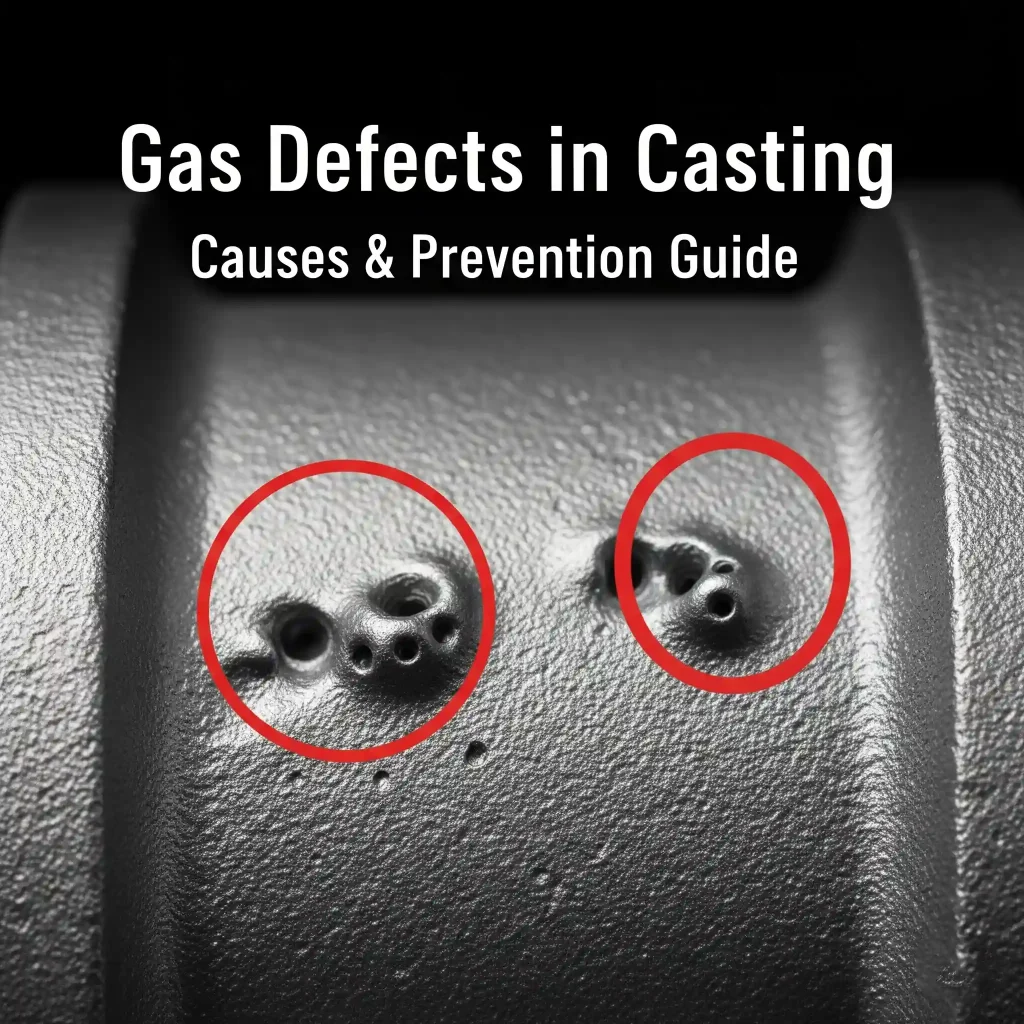
¿Qué son los defectos de gas y los defectos de porosidad en la fundición?
Los defectos de gas en la fundición se definen generalmente como huecos que se forman en el interior del metal en solidificación o en su superficie debido a que varios gases no pueden escapar. Estos defectos, incluidos los defectos de porosidad comunes en la fundición, pueden dividirse en varios tipos principales en función de su forma y ubicación:
Porosidad Este es el tipo más común de defecto de gas, a menudo denominado defecto de porosidad. La porosidad suele aparecer en forma de cavidades esféricas, elípticas o irregulares en el interior o en la superficie de la pieza fundida. Pueden estar aisladas o aparecer en forma de panal.
Agujeros Similares a la porosidad, pero mucho más pequeños, los agujeros de alfiler son pequeños vacíos, normalmente de menos de 2 mm de diámetro, que suelen aparecer en grupos en la superficie de colada o justo debajo de ella.
Escotillas Se trata de cavidades más grandes con paredes lisas, que suelen encontrarse en la parte superior o en los laterales de la pieza fundida. Suelen formarse cuando queda atrapado gas en la cavidad del molde.
Causas comunes de los defectos por gases
Para prevenir eficazmente los defectos de gas y los defectos de porosidad relacionados, es esencial comprender primero sus causas profundas. La formación de poros en una pieza fundida no se debe a un único factor, sino que es el resultado de múltiples elementos que interactúan. Estas causas pueden clasificarse a grandes rasgos en las siguientes categorías:
Problemas con el metal fundido
Exceso de gas disuelto: El metal fundido puede absorber gases, especialmente hidrógeno, a altas temperaturas. A medida que el metal se enfría y solidifica, la solubilidad del gas disminuye y el exceso de gas forma poros.
Humedad y aceite en los materiales: Si las materias primas o la chatarra refundida contienen humedad, aceite u óxido, estas sustancias se descompondrán durante el proceso de fusión y producirán gas.
Molde de arena y problemas de núcleo
Permeabilidad deficiente del molde de arena: La permeabilidad de los moldes de arena es fundamental para que escapen los gases. Si los granos de arena son demasiado finos, el contenido de arcilla es demasiado alto o la compactación es excesiva, puede dar lugar a una permeabilidad insuficiente, impidiendo que los gases escapen sin problemas.
Humedad y aglutinantes en los núcleos: La humedad o los aglutinantes orgánicos en el núcleo pueden generar una gran cantidad de gas a altas temperaturas. Sin una ventilación adecuada, estos gases pueden quedar atrapados en el interior de la pieza fundida. Adecuado fabricación del núcleo ayuda a controlar el uso de aglutinantes, el secado del núcleo y las vías de ventilación, reduciendo el riesgo de porosidad.
Cuestiones relacionadas con la compuerta y el proceso de vertido
Sistema de compuertas inadecuado: Un sistema de compuertas mal diseñado puede causar turbulencias en el metal fundido, provocando el atrapamiento de aire. Del mismo modo, la colocación incorrecta de respiraderos o tubos ascendentes puede impedir la salida de gases.
Temperatura de vertido excesivamente alta: Una temperatura de vertido elevada aumenta el contenido de gas en el metal fundido y prolonga el tiempo de solidificación, creando las condiciones para la formación de gas.
Métodos eficaces para prevenir los defectos de gas
Afortunadamente, los defectos de gas no son inevitables. Mediante un control exhaustivo de los materiales, los equipos y los procesos, es posible reducir considerablemente su incidencia.
Control y preparación del material
Tratamiento previo a la fusión: Seque a fondo toda la chatarra refundida y las materias primas para eliminar la humedad y el aceite.
Tratamiento de desgasificación: Desgasifique el metal fundido antes de verterlo, por ejemplo, purgándolo con un gas inerte (como el argón).
Control de la temperatura de vertido: Controle estrictamente la temperatura de vertido dentro del intervalo recomendado para evitar el sobrecalentamiento.
Molde de arena y diseño del núcleo
Mejorar la permeabilidad: Utilice arena con granos más gruesos y mejor permeabilidad, y controle la densidad de compactación.
Crear canales de ventilación: Diseñe canales de ventilación y de subida razonables en la cavidad y el núcleo del molde para proporcionar una vía de escape suave a los gases. Un mejor diseño de la fundición en arena también ayuda a reducir las secciones gruesas aisladas, mejorar el flujo de metal y disminuir el riesgo de atrapamiento de gas.
Sistema de compuertas y optimización de procesos
Optimizar el sistema de compuertas: Diseñe un sistema de compuertas y canales adecuado para garantizar que el metal fundido fluya suavemente hacia la cavidad del molde, reduciendo las turbulencias.
Control de la velocidad de vertido: Mantenga una velocidad de vertido estable para evitar un flujo incoherente, que puede provocar el atrapamiento de aire.
Resumen y recomendaciones
Un control de calidad exhaustivo permite reducir eficazmente los defectos de gas, especialmente los de porosidad. Cada paso es importante, desde la preparación de la materia prima y el tratamiento del metal fundido hasta la permeabilidad del molde, la ventilación del núcleo, el diseño de las compuertas y el control final de la colada.
La prevención de estos defectos no consiste sólo en mejorar el aspecto de la superficie. También ayuda a reducir la chatarra, el retrabajo, el riesgo de mecanizado y el posible fallo de la pieza, especialmente en el caso de las piezas de fundición que requieren un rendimiento mecánico estable.
En los proyectos de fundición con porosidad recurrente, orificios de soplado o defectos relacionados con el gas, una revisión práctica del proceso puede ayudar a identificar si el problema proviene de la fusión, la permeabilidad del molde, la ventilación del núcleo, el diseño de las compuertas o el control del vertido.





