
Le moulage au sable vert est l'une des techniques les plus répandues méthodes de moulage au sable dans la production industrielle. Il est couramment utilisé pour la fonte ductile, la fonte grise et de nombreux matériaux conventionnels pièces moulées industrielles lorsque le coût, la rapidité de production et la flexibilité en matière de dimensions sont tous des facteurs déterminants.
Pour les équipes d'ingénierie et d'approvisionnement, la compréhension du fonctionnement de la coulée en sable vert facilite la sélection du processus pratique. Ce n'est pas toujours la meilleure solution pour chaque pièce, mais pour de nombreux projets de moulage en fonte, elle reste un choix fiable et rentable.
Qu'est-ce que la coulée de sable vert ?
Le moulage en sable vert est un procédé de moulage qui utilise un mélange de sable humide, généralement lié à de l'argile, pour former la cavité du moule avant que le métal en fusion n'y soit coulé.
Le mot "vert" ne fait pas référence à la couleur du sable. Dans la terminologie de la fonderie, il signifie que le moule est encore humide et non durci lorsque le métal est coulé. En d'autres termes, le moule n'est pas cuit à sec et ne dépend pas d'un durcissement chimique pour acquérir sa résistance.
Ce procédé est largement utilisé car il offre un équilibre pratique entre le coût du moule, l'efficacité de la production et la flexibilité de la taille des pièces. Il est particulièrement répandu dans la production de fonte, où le processus est mûr et bien soutenu par des systèmes de fonderie bien établis.
Origine de la coulée de sable vert
La coulée en sable vert n'est pas une nouvelle méthode de fabrication. Les premières fonderies utilisaient déjà des mélanges de sable, d'argile et d'eau pour former des moules, et le principe de base est resté en usage pendant longtemps.
Ce qui a changé au fil du temps, ce n'est pas le concept de base, mais le niveau de contrôle du processus. Les fonderies modernes de sable vert s'appuient désormais sur des lignes de moulage automatisées, des essais de sable, des systèmes de récupération et une surveillance plus étroite des processus. En conséquence, le moulage en sable vert est passé d'une méthode traditionnelle d'atelier à un processus industriel évolutif adapté à la production de volumes moyens et élevés.
Sa longue histoire ne le rend pas obsolète. Au contraire, elle montre que le procédé continue d'offrir une valeur réelle dans les applications où le coût, la productivité et les performances structurelles sont plus importants que les détails ultrafins.
De quoi est fait le sable vert ?
Les performances du sable vert dépendent fortement de la composition du système de moulage et de la régularité de son contrôle. Un système de sable vert typique comprend généralement les éléments suivants :
- Sable de silice
Le sable siliceux constitue la principale base réfractaire du moule. Il fournit la structure en vrac et aide le moule à résister à la température du métal en fusion. - Argile bentonite
L'argile bentonite est le principal liant. Activée par l'eau, elle aide les grains de sable à se lier entre eux et à maintenir la forme de la cavité du moule. - L'eau
L'eau active l'argile et affecte la plasticité, la compacité, la résistance et la perméabilité des moules. Le contrôle de l'humidité est l'un des aspects les plus importants de la gestion du sable vert. - Additifs
Des additifs tels que le charbon de mer peuvent être utilisés pour améliorer la finition de la surface, réduire la pénétration du métal et aider à contrôler certains comportements du moule pendant la coulée.
En pratique, le sable vert n'est pas simplement du sable et de l'eau. Il s'agit d'un système de moulage contrôlé. Les variations de l'humidité, de la teneur en argile, de la compacité et de la proportion de sable récupéré peuvent toutes influencer la qualité finale du moulage.
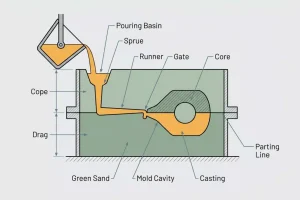
Comment fonctionne la coulée de sable vert
Le moulage en sable vert est un processus mature, mais la qualité du moulage dépend non seulement de l'existence de chaque étape, mais aussi de la manière dont chacune d'entre elles est contrôlée. Dans les environnements de production, la qualité du modèle, le compactage du moule, la mise en place du noyau et la cohérence de la coulée ont tous une incidence sur le résultat final. Le flux de travail de base comprend généralement les étapes suivantes.
Préparation du modèle
On commence par créer un modèle à partir de la géométrie de la pièce, marge de retrait, ainsi que les exigences du processus. En fonction du volume de production et des exigences de précision, le gabarit peut être fabriqué en bois, en plastique ou en métal.
Formation des moules
Le sable vert est tassé autour du modèle à l'intérieur du moufle pour former la chape et la traînée. La qualité du compactage du moule a une incidence directe sur la stabilité de la cavité, la cohérence des dimensions et l'état de la surface.
Placement de base
Si la pièce nécessite des cavités ou des passages internes, des noyaux préfabriqués sont insérés dans le moule. Le positionnement des noyaux est important car il affecte la géométrie interne et la précision de la structure.
Assemblage du moule
La chape et la traînée sont alignées et fermées pour compléter le système du moule. À ce stade, la cavité, le système d'obturation et les élévateurs fonctionnent ensemble comme un seul moule intégré.
Verser
Le métal en fusion est versé dans le système d'ouverture et remplit la cavité du moule. La température de coulée, la vitesse de coulée et le comportement de l'écoulement du métal influencent tous la qualité finale du moulage.
Refroidissement et secousses
Après la solidification, le moule est démantelé et la pièce coulée est retirée. Le temps de refroidissement dépend de la taille de la pièce, de l'épaisseur de la paroi et du système d'alliage.
Nettoyage et finition
Les portes, les contremarches et le sable adhérent sont enlevés. En fonction des exigences de la pièce, le moulage peut ensuite être soumis à un grenaillage, à un meulage ou à des opérations d'usinage ultérieures.
Quels sont les types de sable utilisés pour le moulage au sable ?
Le moulage en sable peut utiliser plusieurs systèmes de sable différents plutôt qu'un seul type de sable. Le choix exact dépend de la résistance du moule, du type de liant, des exigences dimensionnelles, du volume de production et de la complexité du moulage. Dans la pratique de la fonderie, les options les plus courantes sont le sable vert, le sable sec, le sable résineux et le sable sans cuisson. Parmi eux, le sable vert est le système le plus largement utilisé pour la production générale.
Sable vert
Le sable vert est le sable de moulage standard utilisé dans de nombreuses fonderies. Il est généralement constitué de sable siliceux mélangé à de l'argile bentonitique et à de l'eau. Ce système de sable humide est apprécié pour son faible coût, sa réutilisation et son cycle de moulage rapide, ce qui le rend adapté à la production de volumes moyens à élevés.
Sable sec
Le sable sec utilise une base de sable similaire, mais le moule est séché après la mise en forme pour améliorer la résistance et la stabilité thermique. Ce type de moule est moins courant dans la production à grande vitesse, mais il peut être utile lorsque le moule a besoin d'une meilleure résistance à la chaleur et à la déformation pendant la coulée.
Sable résineux
Le sable résineux utilise des liants chimiques au lieu d'un système d'argile et d'eau. Par rapport au sable vert, il offre généralement une plus grande résistance au moulage, une meilleure précision dimensionnelle et une surface de cavité plus propre. Il est souvent utilisé pour les pièces moulées plus complexes, les noyaux ou les applications qui nécessitent un contrôle de qualité plus strict.
Sable sans cuisson
Le sable sans cuisson est un système de sable lié chimiquement qui durcit à température ambiante sans séchage au four. Il est couramment utilisé pour les grandes pièces coulées, la production en petite série et les moules qui nécessitent une bonne rigidité sans dépendre de l'argile liée à l'humidité.
Pourquoi le sable vert n'est pas le même que tous les sables de fonderie ?
Pour cet article, l'essentiel est que la coulée verte de sable repose sur un système de moulage à base d'argile humide, tandis que la coulée de sable, en tant que catégorie plus large, comprend plusieurs autres approches de moulage. En d'autres termes, toutes les coulées de sable vertes appartiennent à la coulée de sable, mais toutes les coulées de sable ne sont pas des coulées de sable vertes.
Avantages de la coulée en sable vert
Le moulage en sable vert reste largement utilisé, non pas parce qu'il est le meilleur dans tous les domaines, mais parce qu'il offre un équilibre pratique entre le coût, la vitesse, la flexibilité de la taille et la capacité de production. Pour de nombreux projets de moulage en fonte, cet équilibre a une valeur manufacturière évidente.
- Coût relativement faible de l'outillage et des matériaux
Les systèmes de sable vert utilisent des matières premières largement disponibles et le dispositif de moulage est relativement mature. Pour les projets à volume moyen ou élevé, cela permet souvent de contrôler l'investissement initial et le coût par pièce. - Efficacité élevée de la production
Comme les moules ne nécessitent pas de longs cycles de cuisson ou de durcissement chimique, le moulage en sable vert permet généralement des opérations de moulage plus rapides. Cet avantage se renforce lorsque des lignes de moulage automatisées sont utilisées. - Grande flexibilité en matière de taille des pièces
Le sable vert peut être utilisé pour une large gamme de pièces moulées, des plus petits supports et boîtiers aux plus grandes bases de machines et aux pièces structurelles en forme de caisson. - Un bon choix pour les pièces moulées ferreuses
Le sable vert est particulièrement utilisé dans la production de fonte grise et de fonte ductile. Pour de nombreuses pièces ferreuses nécessitant un équilibre entre la résistance, le coût et la capacité de production, il s'agit d'une option pratique. - Système de production mature
Par rapport à certaines voies plus précises mais plus complexes, le sable vert bénéficie d'un équipement, de systèmes de matériaux et d'un savoir-faire de fonderie bien établis. Cette maturité est l'une des raisons pour lesquelles il reste compétitif.
Limites de la coulée en sable vert
Le moulage en sable vert n'est pas une solution universelle pour toutes les pièces. Bien qu'elle offre des avantages significatifs en termes de coûts et de productivité, elle présente également des limites claires en termes de capacité dimensionnelle, d'état de surface et d'adaptabilité géométrique. Ces limites doivent être prises en compte dès le début de la sélection du procédé.
- La précision dimensionnelle est généralement inférieure à celle des méthodes de moulage de haute précision
Comme le moule lui-même présente une certaine flexibilité, la cohérence dimensionnelle est généralement inférieure à celle du moulage à la cire perdue, du moulage sous pression ou des processus de moulage permanent rigide. Les caractéristiques critiques nécessitent souvent une surépaisseur d'usinage. - L'état de surface a des limites pratiques
L'état de surface de la pièce moulée est influencé par la taille des grains de sable et la qualité du moule. Bien qu'un sable plus fin et des additifs puissent améliorer le résultat, les surfaces coulées nécessitent généralement une finition secondaire ou un usinage en fonction des exigences de la pièce. - Les caractéristiques à parois minces et très complexes peuvent être difficiles à mettre en œuvre
Les parois très fines, les fentes étroites et les détails complexes peuvent être plus difficiles à remplir et à stabiliser dans les moules en sable vert. L'adéquation doit être évaluée en fonction de la géométrie réelle et du comportement de l'alliage. - Le processus dépend d'un bon contrôle du sable
Le moulage en sable vert peut sembler simple, mais une production stable exige de la discipline. Les variations d'humidité, les changements de ratio de sable récupéré et une perméabilité insuffisante peuvent tous augmenter le risque de défaut.
Relation entre la coulée de sable vert et la coulée de sable
Dans la pratique, les termes "coulée de sable" et "coulée de sable vert" sont souvent utilisés à tort et à travers dans la conversation, mais ils ne sont pas parallèles.
- Moulage au sable est la catégorie la plus large et se réfère aux méthodes de moulage qui utilisent le sable comme support de moule.
- Coulée de sable vert est une voie spécifique de la fonte au sable, définie par son système de moules humides liés à l'argile.
- D'autres procédés à base de sable comprennent le sable résineux, le sable sans cuisson, le moulage en coquille et d'autres procédés similaires avec différents systèmes de liants et de durcissement.
Ainsi, en termes d'ingénierie, la véritable décision n'est généralement pas de choisir entre le moulage en sable et le moulage en sable vert. La question la plus utile est de savoir si le sable vert est le bon moyen de moulage par rapport à la résine, à la coquille ou à d'autres systèmes de sable.
Applications typiques
| Catégorie de demande | Pièces typiques | Pourquoi cela convient-il ? |
|---|---|---|
| Composants de la pompe et de la vanne | Corps de pompe, corps de vanne, brides, roues | La résistance structurelle est importante, et des passages internes peuvent être créés avec des noyaux. |
| Boîtiers de transmission | Boîtiers de boîtes de vitesses, carters d'engrenages, paliers de roulements | Convient aux boîtiers ferreux de taille moyenne à grande dont les besoins en termes de coûts et de production sont équilibrés. |
| Structures d'équipements industriels | Socles de machines, boîtes, supports, contrepoids | Large gamme de tailles et adéquation avec les pièces moulées structurelles porteuses |
| Pièces pour machines agricoles et de construction | Moyeux, crochets, boîtiers, éléments structurels | Les projets nécessitent souvent une bonne résistance, un contrôle des coûts et une livraison stable. |
| Moulages d'infrastructures municipales | Couvercles de trous d'homme, raccords de tuyauterie, bouches d'incendie | La demande est souvent stable et la durabilité est importante |
Ces applications ont en commun la nécessité d'équilibrer les performances structurelles, la cohérence de la fabrication et le coût par pièce.
Coût et récupération du sable
L'un des avantages pratiques des systèmes de sable vert est leur capacité à favoriser la réutilisation du sable. Les fonderies modernes refroidissent, criblent, reconditionnent et réutilisent souvent le sable usagé afin de réduire la consommation de matières premières et la manipulation des déchets.
Cela ne signifie pas que le système fonctionne sans réapprovisionnement. Dans la production réelle, du sable frais, de l'argile et de l'eau doivent encore être ajoutés en quantités contrôlées pour maintenir la stabilité du processus. Toutefois, pour les projets de moyenne et grande envergure, cette capacité de réutilisation permet souvent d'améliorer la rentabilité globale de la fabrication.
Conclusion
La coulée en sable vert offre un équilibre pratique entre le coût, la productivité et la gamme d'applications. Pour de nombreux projets de fonte ductile, de fonte grise et de moulage industriel conventionnel, elle reste une méthode de fabrication courante et compétitive.
Pour déterminer si une pièce peut être moulée en sable vert, la meilleure approche consiste à prendre en compte le matériau, l'épaisseur de la paroi, les attentes en matière de surface, le volume de production et les besoins d'usinage. Pour des projets spécifiques, notre équipe d'ingénieurs peut également vous aider à examiner vos exigences en matière de conception et de production et vous fournir des conseils plus ciblés en matière de processus.





