Lors de la coulée, le métal se rétracte lorsqu'il refroidit, se solidifie et atteint la température ambiante. Si un modèle est réalisé exactement à la taille de la pièce cible, la pièce moulée finale sera souvent sous-dimensionnée. C'est pourquoi les dimensions du modèle doivent généralement être augmentées à l'avance pour compenser cette réduction de taille attendue.
Cet article explique ce que signifie la marge de retrait en fonderie, les principaux types de retrait en fonderie, les taux de retrait typiques pour les matériaux courants, la manière dont la compensation du retrait est généralement appliquée et la manière dont les problèmes liés au retrait peuvent être réduits dans la pratique.
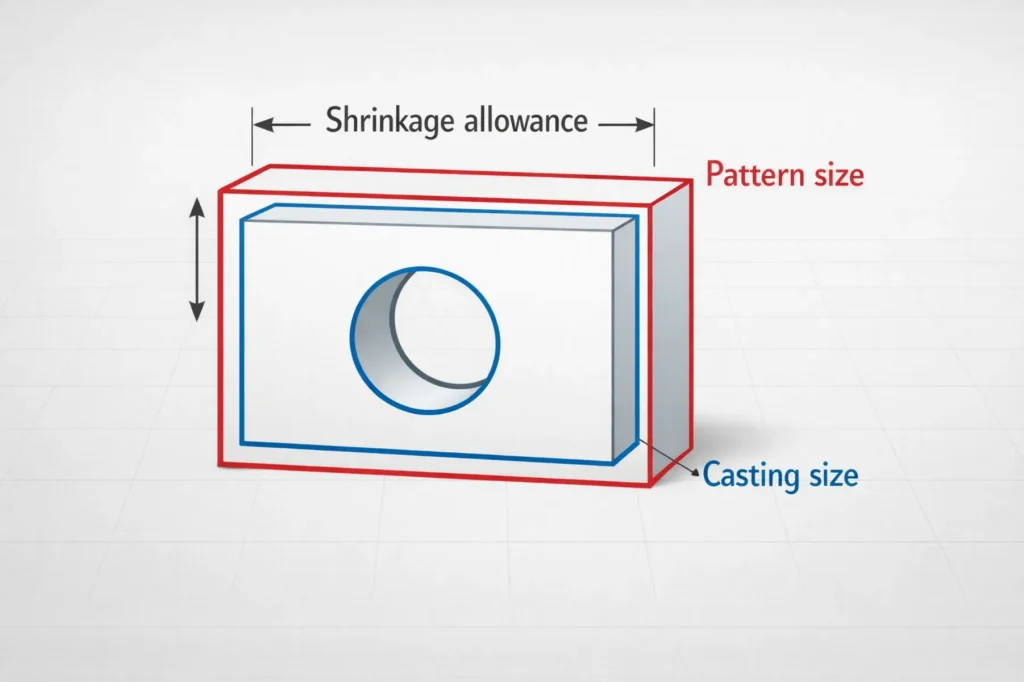
Qu'est-ce que la tolérance de rétrécissement dans la coulée ?
La surépaisseur de retrait en fonderie est la dimension supplémentaire ajoutée à un modèle afin de compenser la réduction de taille qui se produit lorsque le métal se refroidit et se solidifie. En termes simples, étant donné qu'une pièce moulée devient plus petite après refroidissement, le modèle doit être légèrement agrandi afin que la pièce finale puisse être plus proche de la taille requise.
La marge de rétrécissement est une compensation normale du processus et ne doit pas être confondue avec la marge d'usinage ou les défauts de rétrécissement. La surépaisseur de retrait est utilisée pour compenser un changement dimensionnel. La surépaisseur d'usinage est une matière laissée intentionnellement pour un usinage ultérieur. Les défauts de retrait tels que les cavités ou la porosité sont plus étroitement liés au contrôle de l'alimentation et de la solidification.
Dans la production réelle, la marge de retrait est généralement déterminée par des valeurs d'expérience basées sur le matériau, des règles de retrait ou des données historiques du processus. Pour les pièces moulées simples dont les conditions de traitement sont stables, une valeur basée sur l'expérience peut constituer un point de départ pratique. En revanche, pour les pièces plus grandes, plus complexes ou présentant des tolérances plus strictes, la tolérance finale doit souvent être ajustée sur la base d'essais et d'une validation dimensionnelle.
Types de retrait dans les pièces moulées
Une pièce moulée ne se rétracte pas en une seule étape. Au cours du refroidissement et de la solidification, le retrait apparaît généralement sous trois formes principales : retrait du liquide, retrait de solidification et retrait du solide. La compréhension de ces étapes permet d'expliquer pourquoi une marge de retrait est nécessaire et pourquoi certaines pièces moulées peuvent encore présenter des défauts liés au retrait.
Rétrécissement des liquides
Le retrait liquide se produit lorsque le métal en fusion se refroidit avant de commencer à se solidifier. À ce stade, le métal reste sous forme liquide, mais son volume diminue à mesure que la température baisse. Bien que le retrait liquide ne définisse pas directement la taille finale de la pièce, il fait partie du processus global de retrait.
Solidification Rétraction
Le retrait de solidification se produit lorsque le métal passe de l'état liquide à l'état solide. Cette étape est particulièrement importante en fonderie, car une alimentation insuffisante pendant la solidification peut entraîner des cavités de retrait, des porosités ou d'autres défauts internes. C'est pourquoi le retrait de solidification est étroitement lié non seulement à la compensation dimensionnelle, mais aussi à la conception de la colonne montante, aux voies d'alimentation et au contrôle des points chauds.
Rétrécissement solide
Une fois que le métal s'est complètement solidifié, il continue à se contracter lorsqu'il refroidit jusqu'à la température ambiante. C'est ce qu'on appelle le retrait solide. Du point de vue de la compensation de la taille du modèle, le retrait solide est l'une des étapes les plus directement pertinentes, car la réduction dimensionnelle finale de la pièce moulée est largement reflétée ici.
Taux de rétrécissement typiques pour les matériaux courants
Les différents matériaux ont un comportement différent en matière de retrait lors de la coulée, de sorte que la marge de retrait ne peut pas être traitée comme une valeur fixe pour chaque projet. Dans la pratique, les fonderies commencent généralement par des valeurs d'expérience basées sur les matériaux, puis les ajustent en fonction des conditions du processus, de la géométrie de la pièce et des résultats des essais.
| Matériau | Gamme de rétrécissement |
|---|---|
| Fonte grise | 0,55%-1,00% |
| Fonte ductile | 1.00% |
| Acier moulé / acier au carbone | 2.00% |
| Aluminium | 1.65% |
| Alliages d'aluminium | 1.30%-1.60% |
| Laiton | 1.30%-1.55% |
| Bronze | 1,05%-2,10% |
Il est préférable de considérer ces valeurs comme des points de départ de référence pour la conception des modèles plutôt que comme des réponses fixes qui s'appliquent dans tous les cas. Pour les pièces moulées présentant une variation importante de l'épaisseur de la paroi, des exigences dimensionnelles plus élevées ou une géométrie plus complexe, la marge de retrait doit souvent être corrigée sur la base d'échantillons, d'une inspection de la première pièce ou de données de production antérieures.
Comment la compensation de la rétraction est appliquée dans la coulée
La compensation du retrait est généralement basée sur le taux de retrait expérimental du matériau sélectionné. En conception de modèlesLa dimension de la pièce coulée cible est agrandie à l'avance de sorte qu'après refroidissement et rétraction, la pièce coulée finale puisse encore s'approcher de la taille prévue.
Une façon courante de le comprendre est la suivante :
Taille du modèle = Taille cible de coulée × (1 + taux de rétrécissement)
On peut également considérer qu'il faut d'abord calculer le montant de la compensation du retrait à partir de la taille cible et du taux de retrait du matériau, puis ajouter cette valeur à la dimension du modèle. Pour les pièces moulées relativement simples dont les matériaux et les conditions de traitement sont stables, cette approche peut servir de point de départ pratique.
Cependant, la compensation du retrait n'est pas un pourcentage fixe qui peut être appliqué mécaniquement à chaque pièce moulée. Le type d'alliage, le procédé de coulée, la variation de l'épaisseur de la paroi, les nervures, les bossages, l'utilisation de noyaux et la géométrie globale de la pièce peuvent tous affecter le comportement réel du retrait. En général, plus la géométrie est complexe, moins le retrait est prévisible. C'est pourquoi les valeurs d'expérience doivent souvent être ajustées par des essais, des vérifications de la première pièce ou des données historiques du processus.
Ainsi, lorsque la marge de rétrécissement est appliquée dans la conception du modèle, il ne s'agit pas simplement d'attribuer un pourcentage. Il s'agit de commencer par une valeur de référence basée sur le matériau, puis de l'affiner en fonction de la géométrie réelle et des conditions du processus.
Comment réduire les problèmes de retrait de la coulée
Il convient ici de distinguer deux questions différentes. La marge de retrait est utilisée pour compenser les variations dimensionnelles du modèle, alors que les problèmes de retrait de la coulée sont plus étroitement liés à une alimentation inadéquate pendant la solidification, à la répartition des points chauds et au contrôle du processus. En d'autres termes, une marge de retrait appropriée peut aider à contrôler les dimensions finales, mais elle ne peut à elle seule éliminer les défauts de retrait tels que les cavités ou la porosité.
Optimiser la géométrie des pièces
L'un des moyens les plus efficaces de réduire les problèmes de retrait consiste à éviter les variations importantes de l'épaisseur des parois et les sections lourdes concentrées. Les transitions de section inégales tendent à créer une solidification non uniforme, ce qui augmente le risque de retrait local. Une meilleure répartition des parois, des transitions plus douces et une concentration réduite des points chauds peuvent réduire la difficulté du contrôle ultérieur du processus.
Améliorer la conception du système d'alimentation
Un système d'alimentation correctement conçu est essentiel pour réduire les défauts liés à la rétraction. Un placement plus approprié des colonnes montantes, des voies d'alimentation et une gestion des points chauds peuvent réduire la probabilité d'apparition de cavités et de porosités de retrait. Dans les sections plus épaisses ou les zones de solidification finale, la conception de l'alimentation est souvent plus importante que la simple augmentation de la taille du modèle.
Maintenir des conditions de processus stables
Température de coulée, conditions du sable de moulage, la stabilité du système d'outillage et les conditions de refroidissement ont toutes une incidence sur le comportement réel au retrait. Même lorsque le matériau est identique, des conditions de processus instables peuvent entraîner des différences notables au niveau des dimensions et de la tendance à la formation de défauts. Un contrôle stable du processus constitue donc un élément essentiel pour réduire les problèmes liés au retrait.
Tenir compte à la fois de la surépaisseur d'usinage et des tolérances
Si la pièce moulée doit être usinée ultérieurement, la marge de retrait, la marge d'usinage et la tolérance dimensionnelle doivent être évaluées ensemble. Ce n'est qu'en tenant compte de ces trois éléments dans la même logique de processus qu'une fonderie peut éviter les pièces moulées sous-dimensionnées tout en laissant un stock suffisant pour un usinage ultérieur.
Conclusion
La marge de rétraction en fonderie est essentiellement la compensation de la taille du modèle utilisée pour tenir compte de la réduction dimensionnelle qui se produit lorsque le métal refroidit. Il s'agit de l'un des fondements du contrôle des dimensions de la pièce moulée, qui affecte directement la conception du modèle, la précision des dimensions et la praticité de l'usinage ultérieur.
Étant donné que les matériaux ont des comportements différents en matière de retrait, la marge de retrait ne doit pas être considérée comme une valeur fixe unique. Elle doit être déterminée en fonction du type de matériau, du procédé de fabrication, de la géométrie de la pièce et de l'expérience de production. Pour les projets de fonderie, l'objectif réel n'est pas simplement de connaître un pourcentage, mais de combiner la compensation du retrait, le contrôle des dimensions et la prévention des problèmes de retrait dans une approche de fabrication plus stable.





