鋳造では、金属は冷えて固まり、室温に達すると収縮する。目標部品サイズに正確にパターンを作成した場合、最終的な鋳物はサイズが小さくなることがよくあります。そのため、通常、この予想されるサイズ縮小を補うために、事前にパターン寸法を大きくする必要があります。
この記事では、鋳造における引け代とは何か、鋳造収縮の主な種類、一般的な材料の典型的な収縮率、一般的にどのように収縮補正が適用されるのか、そして実際にどのように収縮に関連する問題を減らすことができるのかについて説明します。
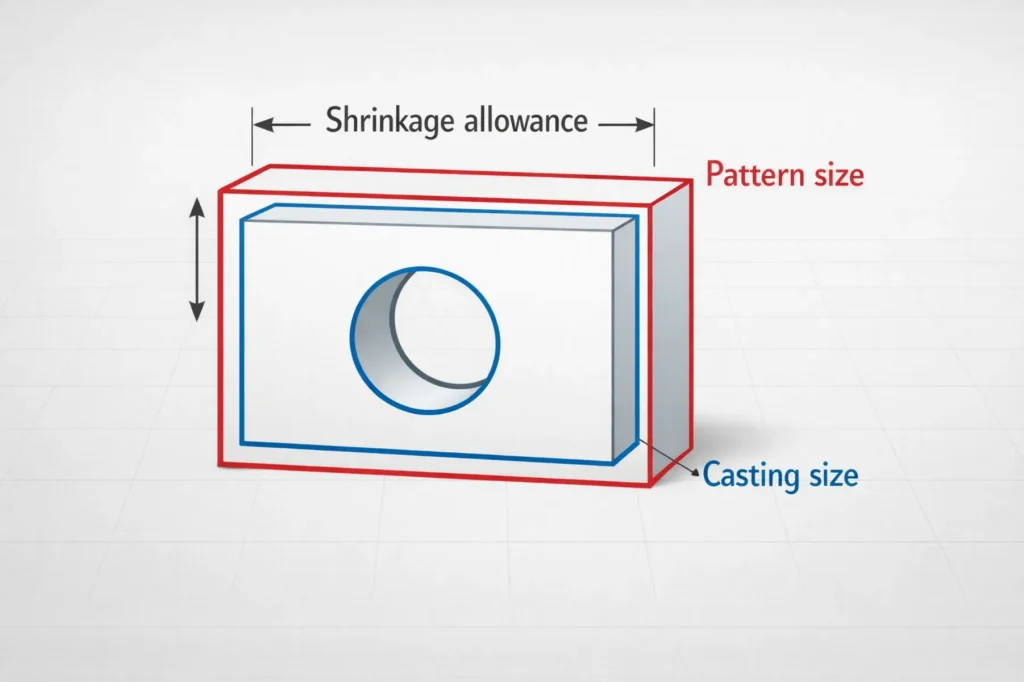
鋳造における収縮許容量とは?
鋳造における収縮代とは、金属が冷えて凝固する際に生じるサイズの減少を補うために、パターンに追加される余分な寸法のことです。簡単に言うと、鋳物は冷却後に小さくなるため、最終的な部品を必要なサイズに近づけるために、パターンをわずかに大きくする必要があります。
収縮代は通常の工程補正であり、加工代や収縮不良と混同してはならない。縮み代は寸法変化を補正するために使われる。加工代とは、後で加工するために意図的に残した材料のことである。キャビティやポロシティのような収縮欠陥は、供給や凝固制御とより密接な関係がある。
実際の生産では、収縮許容値は通常、材料ベースの経験値、収縮ルール、または過去のプロセスデータによって決定される。工程条件の安定した単純な鋳造品では、経験に基 づいた値が実用的な出発点になるかもしれない。しかし、より大型で複雑な部品や公差の厳しい部品の場合、最終的な許容値は、試運転や寸法検証に基づいてさらに調整する必要があることがよくあります。
鋳物の収縮の種類
鋳物の収縮は一段階だけでは起こらない。冷却と凝固の間、収縮は通常3つの主な形態で現れます:液体収縮、凝固収縮、固体収縮です。これらの段階を理解することで、引け巣が必要とされる理由や、特定の鋳物に引け巣に関連した欠陥が発生する理由を説明することができます。
液体収縮
液体収縮は、溶融金属が凝固し始める前に冷却されるときに起こる。この段階では、金属は液体状 のままですが、温度が下がると体積が減少します。液体収縮は、それ自体で最終的な部品サイズを直接決定するものではありませんが、それでも全体的な収縮プロセスの一部です。
固化収縮
凝固収縮は、金属が液体から固体に変化するときに起こる。この段階は、鋳造において特に重要である。なぜなら、凝固中の供給が不十分であると、引け巣、ポロシティ、その他の内部欠陥が発生する可能性があるからである。このため、凝固収縮は寸法補正だけでなく、押湯の設計、供給経路、ホットスポットの制御とも密接な関係があります。
固体収縮
金属が完全に凝固した後、室温まで冷えると収縮し続ける。これを固体収縮と呼ぶ。鋳物の最終的な寸法縮小はここに大きく反映されるため、パターンサイズ補正の観点から、ソリッド収縮は最も直接的に関連する段階のひとつです。
一般的な材料の標準収縮率
材料によって鋳造時の収縮挙動が異なるため、収縮許容値をすべてのプロジェクトで1つの固定値として扱うことはできません。実際には、鋳物工場は材料に基づく経験値から始め、工程条件、部品形状、試 験結果に応じて調整するのが一般的です。
| 素材 | 収縮範囲 |
|---|---|
| 灰色の鋳鉄 | 0.55%-1.00% |
| ダクタイル鋳鉄 | 1.00% |
| 鋳鋼/炭素鋼 | 2.00% |
| アルミニウム | 1.65% |
| アルミニウム合金 | 1.30%-1.60% |
| 真鍮 | 1.30%-1.55% |
| ブロンズ | 1.05%-2.10% |
これらの値は、どのような場合にも当ては まる固定的な答えではなく、パターン設計の参考と なる出発点として理解するのがよい。肉厚のばらつきが大きい鋳物、寸法要求が高い鋳物、または形状が複雑な鋳物では、収縮代はサンプル部品、初品検査、または過去の生産データに基づいてさらに補正する必要があることがよくあります。
鋳造における収縮補正の適用方法
収縮補償は通常、選択した材料の経験収縮率に基づいて行われる。その際 パターン・デザイン冷却収縮後も最終的な鋳物が意図したサイズに近づくことができるように、目標とする鋳物の寸法をあらかじめ大きくしておく。
一般的な理解の仕方はこうだ:
パターンサイズ=目標鋳造サイズ×(1+収縮率)
また、まず目標寸法と材料の収縮率から収縮補正量を計算し、その値をパターン寸法に加算すると理解することもできる。材料と工程条件が安定した比較的単純な鋳物では、この方法が実用的な出発点となります。
しかし、収縮補正は、すべての鋳物に機械的に 適用できる固定されたパーセンテージではありま せん。合金の種類、鋳造工程、肉厚のばらつき、リブ、ボ ス、中子の使用状況、および部品全体の形状はすべて、 実際の引け巣の挙動に影響を与えます。一般的に、形状が複雑になればなるほど、引け の予測は困難になります。そのため、試運転、初品検査、 過去の工程データにより、経験値を調整する必要が あることが多い。
従って、パターン設計で収縮率を適用する場合、重要なのは単にパーセンテージを割り当てることではありません。材料に基づいた基準値から始め、実際の形状や加工条件に応じて絞り込むことです。
鋳造収縮の問題を軽減する方法
ここでは2つの異なる問題を分けて考える必要がある。収縮代はパターンの寸法変化を補正するために使用されますが、鋳造収縮の問題は、凝固時の不十分な供給、ホットスポットの分布、工程管理により密接に関係しています。言い換えれば、適切な収縮代は最終寸法のコントロールに役立ちますが、それだけでは空洞やポロシティのような収縮欠陥をなくすことはできません。
部品形状の最適化
収縮の問題を軽減する最も効果的な方法のひとつ は、大きな肉厚のばらつきや集中的な重セクションを 避けることである。不均一な断面遷移は、不均一な凝固を生み出 しやすく、局所的な収縮のリスクを高めます。より良い肉厚分布、より滑らかな断面遷移、ホットスポット集中の低減は、後の工程管理の難易度を下げることができる。
給餌システム設計の改善
収縮に関連する欠陥を減らすには、適切に設 計されたゲーティングと供給システムが不可欠であ る。より適切な押湯の配置、供給経路、ホットスポットの 管理により、空洞や引け巣の可能性を減らすことができ る。厚い部分や最終凝固部では、パターンサイズを単純 に大きくするよりも、供給設計の方が重要な場合が多 い。
安定したプロセス条件の維持
注ぎ出し温度、 鋳物用砂の条件、金型システムの安定性、および冷却条件はすべて、実際の収縮挙動に影響を及ぼします。材料が同じであっても、プロセス条件が不安定だと、寸法や欠陥の発生傾向に顕著な違いが生じる可能性があります。したがって、安定したプロセス管理は、収縮による問題を低減するための重要な基盤となります。
加工許容差と公差を一緒に考える
鋳物を後で機械加工する場合は、引け代、機械加工代、寸法公差を一緒に評価する必要があります。同じ工程ロジックの中で3つすべてを考慮することによってのみ、鋳物工場は、後の機械加工に十分な在庫を残しながら、過小サイズの鋳物を避けることができます。
結論
鋳造における収縮代とは、基本的に、金属が冷却する際に発生する寸法減少を考慮するために使用されるパターンサイズの補正のことです。鋳物の寸法管理の基本的な基礎のひとつであり、パターン設計、寸法精度、後の機械加工の実用性に直接影響します。
材料によって収縮挙動が異なるため、収縮代は単一の固定値として扱うべきではない。材料の種類、工程ルート、部品形状、生産経験などを参考にして決定すべきである。鋳造プロジェクトでは、真の目標は単にパーセンテージを知ることではなく、収縮補正、寸法管理、収縮問題防止を組み合わせて、より安定した製造アプローチにすることである。





