Beim Gießen schrumpft das Metall, wenn es abkühlt, erstarrt und die Raumtemperatur erreicht. Wenn ein Modell genau auf die Zielgröße des Teils abgestimmt ist, fällt das endgültige Gussteil oft zu klein aus. Aus diesem Grund müssen die Modellabmessungen in der Regel im Voraus vergrößert werden, um diese erwartete Größenreduzierung auszugleichen.
In diesem Artikel wird erklärt, was Schwindungszulage beim Gießen bedeutet, die wichtigsten Arten der Gussschwindung, typische Schwindungsraten für gängige Materialien, wie Schwindungskompensation im Allgemeinen angewendet wird und wie schwindungsbedingte Probleme in der Praxis reduziert werden können.
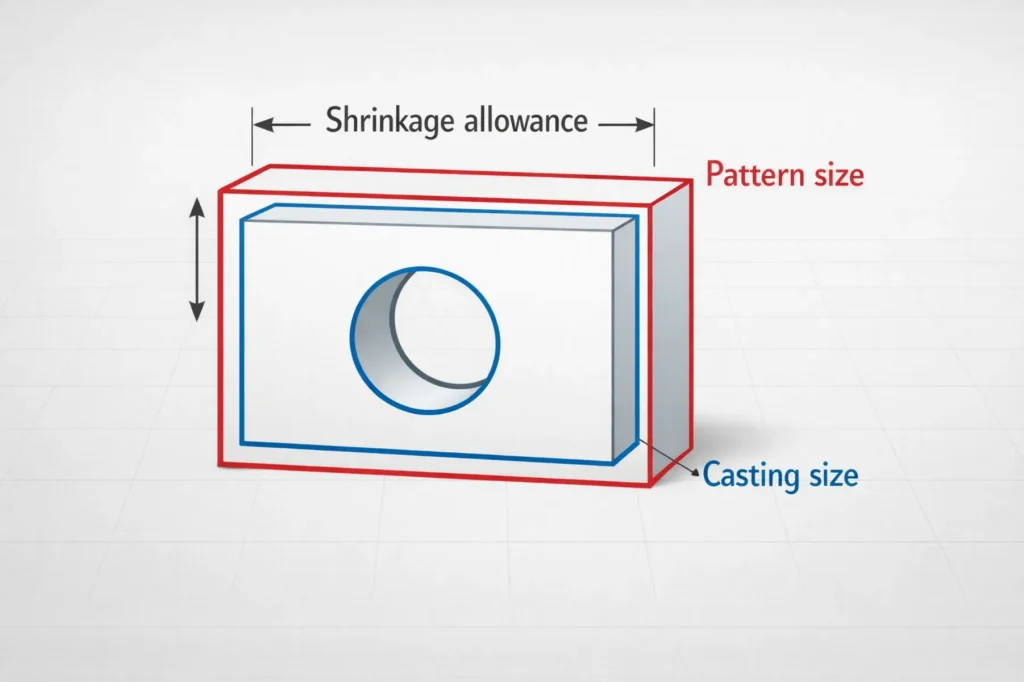
Was ist Schrumpfungstoleranz beim Gießen?
Schrumpfungszugabe beim Gießen ist die zusätzliche Abmessung, die zu einem Modell hinzugefügt wird, um die Größenverringerung auszugleichen, die beim Abkühlen und Erstarren des Metalls auftritt. Einfach ausgedrückt: Da ein Gussteil nach dem Abkühlen kleiner wird, muss das Modell etwas größer gemacht werden, damit das endgültige Teil näher an der gewünschten Größe ist.
Das Schwundmaß ist eine normale Prozesskompensation und sollte nicht mit Bearbeitungszugaben oder Schwundfehlern verwechselt werden. Schwundmaß wird verwendet, um Maßänderungen zu kompensieren. Bei der Bearbeitungszugabe handelt es sich um Material, das absichtlich für eine spätere Bearbeitung zurückgelassen wird. Schwindungsdefekte wie Hohlräume oder Porosität stehen in engerem Zusammenhang mit der Speisung und Erstarrungskontrolle.
In der tatsächlichen Produktion wird die Schwindungszulage in der Regel durch materialbasierte Erfahrungswerte, Schwindungsregeln oder historische Prozessdaten bestimmt. Für einfache Gussteile mit stabilen Prozessbedingungen kann ein Erfahrungswert ein praktischer Ausgangspunkt sein. Bei größeren, komplexeren oder mit engeren Toleranzen versehenen Teilen muss der endgültige Wert jedoch häufig anhand von Probeläufen und Maßvalidierungen angepasst werden.
Arten der Schrumpfung bei Gussstücken
Ein Gussstück schrumpft nicht nur in einer einzigen Phase. Während der Abkühlung und Erstarrung tritt die Schrumpfung normalerweise in drei Hauptformen auf: Flüssigkeitsschrumpfung, Erstarrungsschrumpfung und Festkörperschrumpfung. Das Verständnis dieser Phasen hilft zu erklären, warum eine Schwindungszulage erforderlich ist und warum bestimmte Gussstücke dennoch schrumpfungsbedingte Fehler entwickeln können.
Flüssige Schrumpfung
Flüssigkeitsschrumpfung tritt auf, wenn geschmolzenes Metall abkühlt, bevor es zu erstarren beginnt. In diesem Stadium bleibt das Metall in flüssiger Form, aber sein Volumen nimmt mit sinkender Temperatur ab. Obwohl die Flüssigkeitsschrumpfung selbst nicht direkt die endgültige Größe des Teils bestimmt, ist sie doch Teil des gesamten Schrumpfungsprozesses.
Erstarrung Schrumpfung
Die Erstarrungsschrumpfung tritt auf, wenn das Metall von flüssig zu fest wird. Diese Phase ist beim Gießen besonders wichtig, da eine unzureichende Speisung während der Erstarrung zu Lunkern, Porosität oder anderen inneren Fehlern führen kann. Aus diesem Grund steht die Erstarrungsschrumpfung nicht nur in engem Zusammenhang mit der Maßkompensation, sondern auch mit der Speiserkonstruktion, den Speisewegen und der Hot-Spot-Kontrolle.
Feste Schrumpfung
Nachdem das Metall vollständig erstarrt ist, schrumpft es weiter, wenn es auf Raumtemperatur abkühlt. Dies wird als feste Schrumpfung bezeichnet. Unter dem Gesichtspunkt des Modellgrößenausgleichs ist die feste Schrumpfung eine der unmittelbarsten Phasen, da sich hier die endgültige Maßreduzierung des Gussteils weitgehend widerspiegelt.
Typische Schrumpfungsraten für gängige Materialien
Verschiedene Werkstoffe zeigen beim Gießen ein unterschiedliches Schwindungsverhalten, so dass die Schwindungszulage nicht als ein fester Wert für jedes Projekt behandelt werden kann. In der Praxis beginnen die Gießereien in der Regel mit werkstoffbezogenen Erfahrungswerten und passen diese dann je nach Prozessbedingungen, Teilegeometrie und Versuchsergebnissen an.
| Material | Schrumpfungsbereich |
|---|---|
| Graues Gusseisen | 0,55%-1,00% |
| Sphäroguss | 1.00% |
| Stahlguss / Kohlenstoffstahl | 2.00% |
| Aluminium | 1.65% |
| Aluminium-Legierungen | 1.30%-1.60% |
| Messing | 1.30%-1.55% |
| Bronze | 1.05%-2.10% |
Diese Werte sind eher als Referenzausgangspunkte für die Modellgestaltung zu verstehen als als feste Antworten, die in jedem Fall gelten. Bei Gussteilen mit großen Wanddickenschwankungen, höheren Maßanforderungen oder komplexeren Geometrien muss die Schwindungszulage häufig anhand von Musterteilen, Erstmusterprüfungen oder früheren Produktionsdaten weiter korrigiert werden.
Wie die Schwindungskompensation beim Gießen angewendet wird
Die Schwindungskompensation basiert in der Regel auf der Erfahrungsschwindungsrate des gewählten Materials. Unter MusterdesignBei dieser Methode wird das Zielmaß des Gussteils im Voraus vergrößert, so dass das endgültige Gussteil nach dem Abkühlen und Schrumpfen noch annähernd die vorgesehene Größe erreichen kann.
Ein gängiger Weg, dies zu verstehen, ist:
Modellgröße = Soll-Gussstückgröße × (1 + Schrumpfungsrate)
Es kann auch so verstanden werden, dass zunächst der Schwindungsausgleichsbetrag aus der Zielgröße und der Materialschwindungsrate berechnet wird und dieser Wert dann zum Modellmaß addiert wird. Für relativ einfache Gussteile mit stabilen Werkstoffen und Prozessbedingungen kann dieser Ansatz als praktischer Ausgangspunkt dienen.
Der Schrumpfungsausgleich ist jedoch kein fester Prozentsatz, der mechanisch auf jedes Gussteil angewendet werden kann. Legierungstyp, Gießverfahren, Wandstärkenvariationen, Rippen, Vorsprünge, Kernverwendung und die gesamte Teilegeometrie können das tatsächliche Schrumpfungsverhalten beeinflussen. Im Allgemeinen gilt: Je komplexer die Geometrie, desto weniger vorhersehbar ist die Schrumpfung. Aus diesem Grund müssen Erfahrungswerte oft durch Probeläufe, Erstmusterprüfungen oder historische Prozessdaten angepasst werden.
Bei der Anwendung von Schrumpfungszugaben in der Musterentwicklung geht es also nicht nur darum, einen Prozentsatz festzulegen. Es geht darum, mit einem materialbasierten Referenzwert zu beginnen und diesen dann entsprechend der tatsächlichen Geometrie und den Prozessbedingungen zu verfeinern.
Wie man Probleme mit der Schrumpfung von Gussteilen verringert
Hier müssen zwei verschiedene Probleme unterschieden werden. Schrumpfungszugabe wird verwendet, um Maßänderungen im Modell auszugleichen, während Schrumpfungsprobleme beim Gießen eher mit einer unzureichenden Speisung während der Erstarrung, der Verteilung von Heißstellen und der Prozesssteuerung zusammenhängen. Mit anderen Worten: Ein angemessenes Schrumpfungsmaß kann dazu beitragen, die endgültigen Abmessungen zu kontrollieren, aber es kann nicht allein Schrumpfungsfehler wie Löcher oder Porosität beseitigen.
Optimieren der Teilegeometrie
Eine der wirksamsten Methoden zur Verringerung von Schwindungsproblemen ist die Vermeidung großer Wanddickenschwankungen und konzentrierter schwerer Abschnitte. Ungleichmäßige Abschnittsübergänge führen zu einer ungleichmäßigen Erstarrung, was das Risiko einer lokalen Schrumpfung erhöht. Eine bessere Wandverteilung, glattere Übergänge und eine geringere Hot-Spot-Konzentration können die Schwierigkeit der späteren Prozesssteuerung verringern.
Verbessern Sie das Design des Fütterungssystems
Ein richtig konzipiertes Anschnitt- und Speisungssystem ist für die Verringerung schrumpfungsbedingter Defekte von entscheidender Bedeutung. Eine geeignetere Platzierung des Speisers, der Speisewege und des Hot-Spot-Managements kann die Wahrscheinlichkeit von Lunkern und Schrumpfungsporosität verringern. In dickeren Abschnitten oder in Bereichen der Endverfestigung ist die Gestaltung der Speisung oft wichtiger als die einfache Vergrößerung des Musters.
Stabile Prozessbedingungen aufrechterhalten
Gießtemperatur, Bedingungen für Formsand… die Stabilität des Werkzeugsystems sowie die Kühlbedingungen beeinflussen das tatsächliche Schrumpfverhalten. Selbst bei Verwendung desselben Materials können instabile Prozessbedingungen zu spürbaren Unterschieden bei den Abmessungen und der Fehleranfälligkeit führen. Eine stabile Prozesssteuerung ist daher eine wichtige Grundlage für die Verringerung von Schrumpfproblemen.
Bearbeitungszugabe und Toleranzen zusammen betrachten
Wenn das Gussteil später bearbeitet werden soll, sollten Schrumpfungsaufmaß, Bearbeitungsaufmaß und Maßtoleranz gemeinsam bewertet werden. Nur wenn alle drei Faktoren im Rahmen derselben Prozesslogik berücksichtigt werden, kann eine Gießerei unterdimensionierte Gussteile vermeiden und gleichzeitig genügend Material für die spätere Bearbeitung übrig lassen.
Schlussfolgerung
Die Schwindungszulage beim Gießen ist im Wesentlichen die Kompensation der Modellgröße, die verwendet wird, um die Maßverringerung zu berücksichtigen, die beim Abkühlen des Metalls auftritt. Sie ist eine der Grundlagen für die Kontrolle der Gussmaße und wirkt sich direkt auf die Modellgestaltung, die Maßgenauigkeit und die Praktikabilität der späteren Bearbeitung aus.
Da verschiedene Materialien ein unterschiedliches Schwindungsverhalten aufweisen, sollte die Schwindungszulage nicht als ein einziger fester Wert betrachtet werden. Er sollte unter Berücksichtigung der Materialart, der Prozessroute, der Teilegeometrie und der Produktionserfahrung bestimmt werden. Bei Gießereiprojekten besteht das eigentliche Ziel nicht einfach darin, einen Prozentsatz zu kennen, sondern Schrumpfungskompensation, Maßkontrolle und die Vermeidung von Schrumpfungsproblemen zu einem stabileren Fertigungsansatz zu kombinieren.





