При литье металл сжимается по мере того, как он остывает, затвердевает и достигает комнатной температуры. Если деталь изготовлена точно по заданному размеру, конечная отливка часто получается заниженной. Поэтому размеры детали обычно необходимо увеличивать заранее, чтобы компенсировать ожидаемое уменьшение размера.
В этой статье объясняется, что такое усадочный припуск в литье, основные виды усадки в литье, типичные показатели усадки для распространенных материалов, как обычно применяется компенсация усадки и как можно уменьшить проблемы, связанные с усадкой, на практике.
Что такое припуск на усадку при литье
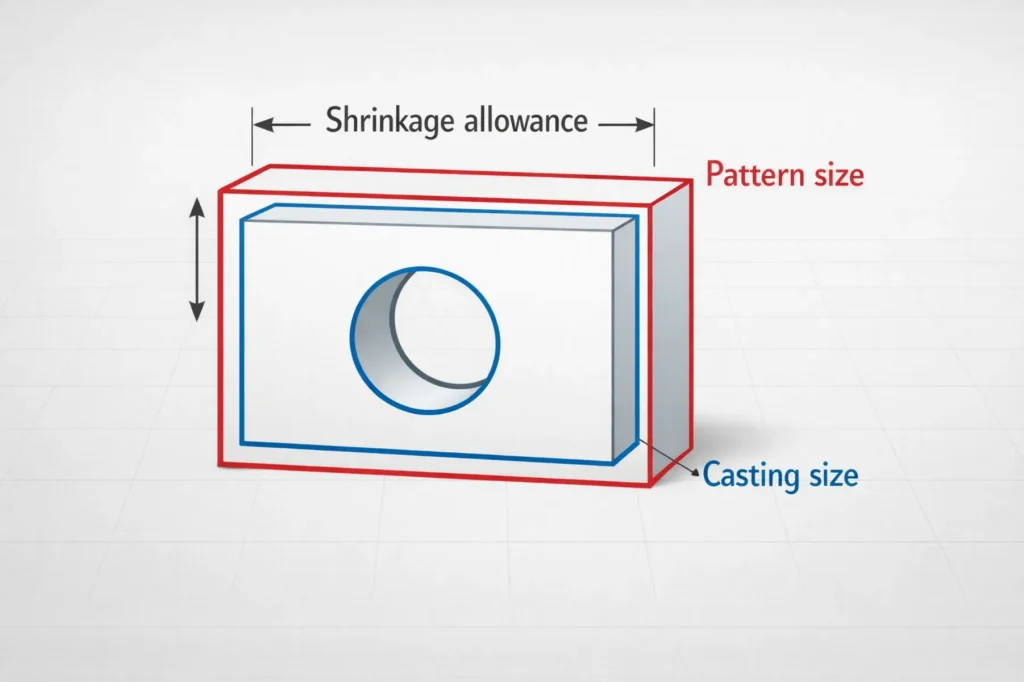
Припуск на усадку в литье - это дополнительный размер, добавляемый к детали, чтобы компенсировать уменьшение размера, которое происходит при охлаждении и застывании металла. Проще говоря, поскольку после охлаждения отливка становится меньше, деталь нужно сделать немного больше, чтобы конечная деталь была ближе к требуемому размеру.
Припуск на усадку - это обычная технологическая компенсация, которую не следует путать с припуском на обработку или дефектами усадки. Припуск на усадку используется для компенсации изменения размеров. Припуск на обработку - это материал, намеренно оставленный для последующей обработки. Дефекты усадки, такие как полости или пористость, более тесно связаны с контролем подачи и затвердевания.
В реальном производстве припуск на усадку обычно определяется опытными значениями, основанными на материале, правилами усадки или историческими данными процесса. Для простых отливок со стабильными условиями процесса значение, основанное на опыте, может быть практичной отправной точкой. Однако для крупных, более сложных или с жесткими допусками деталей окончательный припуск часто требует дополнительной корректировки на основе пробных партий и проверки размеров.
Виды усадки в отливках
Усадка отливки не происходит только за один этап. Во время охлаждения и затвердевания усадка обычно проявляется в трех основных формах: жидкая усадка, усадка при затвердевании и твердая усадка. Понимание этих стадий помогает объяснить, почему необходим припуск на усадку и почему в некоторых отливках могут появиться дефекты, связанные с усадкой.
Жидкая усадка
Жидкостная усадка происходит при охлаждении расплавленного металла до начала его застывания. На этой стадии металл остается в жидком состоянии, но его объем уменьшается по мере снижения температуры. Хотя жидкая усадка сама по себе не определяет конечный размер детали, она все же является частью общего процесса усадки.
Затвердевание Усадка
Усадка при затвердевании происходит, когда металл переходит из жидкого состояния в твердое. Этот этап особенно важен при литье, поскольку недостаточная подача материала во время затвердевания может привести к образованию усадочных полостей, пористости или других внутренних дефектов. По этой причине усадка при затвердевании тесно связана не только с выравниванием размеров, но и с конструкцией стояков, путей подачи и контролем горячих точек.
Твердая усадка
После того как металл полностью затвердел, он продолжает сжиматься по мере остывания до комнатной температуры. Это называется твердой усадкой. С точки зрения компенсации размеров детали, усадка является одним из наиболее важных этапов, поскольку здесь в значительной степени отражается окончательное уменьшение размеров отливки.
Типичные показатели усадки для распространенных материалов
Различные материалы по-разному ведут себя при усадке при литье, поэтому припуск на усадку нельзя рассматривать как одно фиксированное значение для каждого проекта. На практике литейщики обычно начинают с опытных значений, основанных на материале, а затем корректируют их в соответствии с условиями процесса, геометрией детали и результатами испытаний.
| Материал | Диапазон усадки |
|---|---|
| Серый чугун | 0,55%-1,00% |
| Ковкий чугун | 1.00% |
| Литая сталь / углеродистая сталь | 2.00% |
| Алюминий | 1.65% |
| Алюминиевые сплавы | 1.30%-1.60% |
| Латунь | 1.30%-1.55% |
| Бронза | 1.05%-2.10% |
Эти значения лучше понимать как отправные точки для проектирования деталей, а не как фиксированные ответы, применимые в каждом конкретном случае. Для отливок с большим разбросом толщины стенок, повышенными требованиями к размерам или более сложной геометрией припуск на усадку часто требует дополнительной корректировки на основе образцов деталей, контроля первых элементов или данных о прошлом производстве.
Как применяется компенсация усадки при литье
Компенсация усадки обычно основывается на опытной скорости усадки выбранного материала. На сайте дизайн узоровРазмер отливки увеличивается заранее, чтобы после охлаждения и усадки конечная отливка могла приблизиться к намеченному размеру.
Обычно это понимают так:
Размер детали = Целевой размер отливки × (1 + коэффициент усадки)
Его также можно понимать так: сначала рассчитывается величина компенсации усадки на основе заданного размера и скорости усадки материала, а затем это значение прибавляется к размеру детали. Для относительно простых отливок со стабильными материалами и условиями процесса такой подход может служить практической отправной точкой.
Однако компенсация усадки - это не фиксированный процент, который может быть механически применен к каждой отливке. Тип сплава, процесс литья, изменение толщины стенок, ребра, бобышки, использование сердцевины и общая геометрия детали - все это может повлиять на фактическое поведение усадки. В целом, чем сложнее геометрия, тем менее предсказуемой становится усадка. Поэтому опытные значения часто приходится корректировать с помощью пробных испытаний, проверки первых деталей или исторических данных процесса.
Поэтому, когда при проектировании деталей применяется припуск на усадку, важно не просто назначить процентное соотношение. Необходимо начать с эталонного значения, основанного на материале, а затем уточнить его в соответствии с фактической геометрией и условиями процесса.
Как уменьшить проблемы с усадкой отливки
Здесь необходимо разделить два разных вопроса. Припуск на усадку используется для компенсации изменения размеров детали, в то время как проблемы усадки при литье более тесно связаны с недостаточной подачей материала во время затвердевания, распределением горячих точек и контролем процесса. Другими словами, правильный припуск на усадку может помочь контролировать конечные размеры, но сам по себе он не может устранить такие дефекты усадки, как пустоты или пористость.
Оптимизация геометрии деталей
Один из наиболее эффективных способов уменьшить проблемы усадки - избегать больших различий в толщине стенок и концентрированных тяжелых секций. Неравномерные переходы между секциями приводят к неравномерному затвердеванию, что повышает риск локальной усадки. Лучшее распределение стенок, более плавные переходы и уменьшение концентрации горячих точек могут снизить сложность последующего контроля процесса.
Улучшение конструкции системы кормления
Правильно спроектированная система литников и подачи необходима для уменьшения дефектов, связанных с усадкой. Более подходящее размещение стояков, траектории подачи и управление горячими точками могут снизить вероятность образования полостей и усадочной пористости. В толстых секциях или зонах окончательного затвердевания конструкция системы подачи зачастую важнее, чем простое увеличение размера детали.
Поддерживайте стабильные условия процесса
Температура заливки, состояние формовочного песка... стабильность системы инструментов и условия охлаждения — все эти факторы влияют на фактическую усадку. Даже при использовании одного и того же материала нестабильные условия технологического процесса могут привести к заметным различиям в размерах и склонности к образованию дефектов. Поэтому стабильный контроль технологического процесса является важной основой для снижения проблем, связанных с усадкой.
Рассматривайте припуски на обработку и допуски вместе
Если отливка будет впоследствии подвергаться механической обработке, то припуск на усадку, припуск на механическую обработку и допуск на размеры должны оцениваться вместе. Только рассматривая все три параметра в рамках одной логики процесса, литейное производство может избежать занижения размеров отливок, оставляя при этом достаточный запас для последующей механической обработки.
Заключение
Припуск на усадку при литье - это, по сути, компенсация размера детали, используемая для учета уменьшения размеров, которое происходит при охлаждении металла. Это одна из основ контроля размеров отливки, которая напрямую влияет на конструкцию детали, точность размеров и практичность последующей обработки.
Поскольку различные материалы ведут себя по-разному, припуск на усадку не должен рассматриваться как единое фиксированное значение. Его следует определять с учетом типа материала, технологического маршрута, геометрии детали и производственного опыта. Для литейных проектов реальная цель - не просто знать процентное соотношение, а объединить компенсацию усадки, контроль размеров и предотвращение проблем с усадкой в более стабильный производственный подход.





