En la fundición, el metal se contrae al enfriarse, solidificarse y alcanzar la temperatura ambiente. Si se hace un modelo exactamente del tamaño de la pieza deseada, la fundición final a menudo será de tamaño inferior. Por este motivo, las dimensiones del modelo suelen tener que ampliarse de antemano para compensar esta reducción de tamaño prevista.
Este artículo explica qué significa la compensación por contracción en fundición, los principales tipos de contracción en fundición, los índices de contracción típicos de los materiales más comunes, cómo se aplica generalmente la compensación por contracción y cómo pueden reducirse en la práctica los problemas relacionados con la contracción.
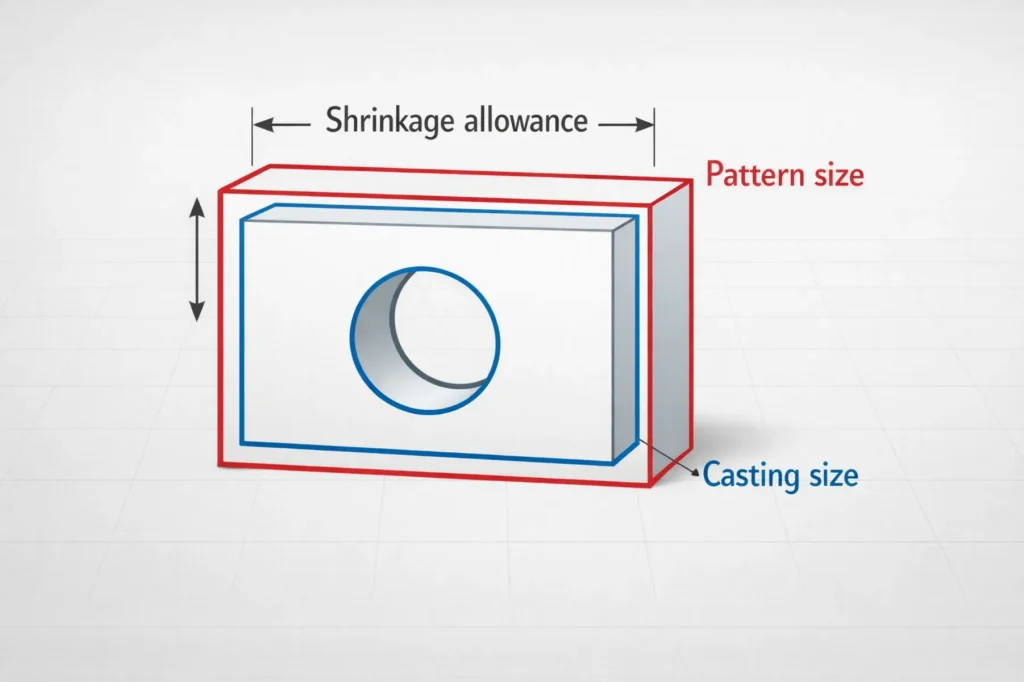
¿Qué es el margen de contracción en el moldeo?
El margen de contracción en fundición es la dimensión adicional que se añade a un modelo para compensar la reducción de tamaño que se produce al enfriarse y solidificarse el metal. En términos sencillos, dado que una pieza de fundición se hace más pequeña después de enfriarse, el patrón debe hacerse ligeramente más grande para que la pieza final pueda acercarse más al tamaño requerido.
La sobremedida de contracción es una compensación normal del proceso y no debe confundirse con la sobremedida de mecanizado o los defectos de contracción. La sobremedida de contracción se utiliza para compensar cambios dimensionales. La sobremedida de mecanizado es el material que se deja intencionadamente para un mecanizado posterior. Los defectos de contracción, como las cavidades o la porosidad, están más relacionados con el control de la alimentación y la solidificación.
En la producción real, la tolerancia de contracción suele determinarse mediante valores experimentales basados en el material, reglas de contracción o datos históricos del proceso. Para piezas de fundición sencillas con condiciones de proceso estables, un valor basado en la experiencia puede ser un punto de partida práctico. Sin embargo, en el caso de piezas más grandes, complejas o con tolerancias más estrictas, la tolerancia final suele requerir más ajustes basados en pruebas y en la validación dimensional.
Tipos de contracción en piezas moldeadas
Una pieza fundida no se contrae en una sola etapa. Durante el enfriamiento y la solidificación, la contracción suele manifestarse de tres formas principales: contracción líquida, contracción por solidificación y contracción sólida. Comprender estas etapas ayuda a explicar por qué es necesario tener en cuenta la contracción y por qué algunas piezas de fundición pueden desarrollar defectos relacionados con la contracción.
Retracción de líquidos
La contracción líquida se produce cuando el metal fundido se enfría antes de empezar a solidificarse. En esta fase, el metal permanece en estado líquido, pero su volumen disminuye a medida que baja la temperatura. Aunque la contracción líquida no define directamente el tamaño final de la pieza por sí misma, sigue formando parte del proceso global de contracción.
Solidificación Contracción
La contracción por solidificación se produce cuando el metal pasa de líquido a sólido. Esta etapa es especialmente importante en la fundición porque una alimentación insuficiente durante la solidificación puede provocar cavidades de contracción, porosidad u otros defectos internos. Por esta razón, la contracción por solidificación está estrechamente relacionada no sólo con la compensación dimensional, sino también con el diseño del tubo vertical, las vías de alimentación y el control de los puntos calientes.
Contracción de sólidos
Una vez que el metal se ha solidificado por completo, sigue contrayéndose a medida que se enfría hasta alcanzar la temperatura ambiente. Esto se denomina contracción sólida. Desde el punto de vista de la compensación del tamaño del modelo, la contracción sólida es una de las etapas más directamente relevantes, ya que en ella se refleja en gran medida la reducción dimensional final de la pieza fundida.
Índices de contracción típicos para materiales comunes
Los distintos materiales presentan diferentes comportamientos de contracción en la fundición, por lo que la tolerancia de contracción no puede tratarse como un valor fijo para todos los proyectos. En la práctica, las fundiciones suelen empezar con valores de experiencia basados en el material y luego los ajustan en función de las condiciones del proceso, la geometría de la pieza y los resultados de las pruebas.
| Material | Rango de contracción |
|---|---|
| Fundición gris | 0,55%-1,00% |
| Hierro dúctil | 1.00% |
| Acero fundido / acero al carbono | 2.00% |
| Aluminio | 1.65% |
| Aleaciones de aluminio | 1,30%-1,60% |
| Latón | 1,30%-1,55% |
| Bronce | 1,05%-2,10% |
Estos valores se entienden mejor como puntos de partida de referencia para el diseño de modelos que como respuestas fijas aplicables en todos los casos. En el caso de piezas de fundición con grandes variaciones de espesor de pared, requisitos dimensionales más exigentes o geometrías más complejas, a menudo es necesario corregir el margen de contracción basándose en piezas de muestra, en la inspección de la primera pieza o en datos de producción anteriores.
Cómo se aplica la compensación de la contracción en la fundición
La compensación de la contracción suele basarse en la tasa de contracción experimentada por el material seleccionado. En diseño de patronesEn este caso, la dimensión deseada de la pieza se amplía de antemano para que, tras el enfriamiento y la contracción, la pieza final pueda aproximarse al tamaño previsto.
Una forma habitual de entenderlo es
Tamaño del patrón = Tamaño de colada objetivo × (1 + tasa de contracción)
También puede entenderse como calcular primero la cantidad de compensación de la contracción a partir del tamaño objetivo y el índice de contracción del material y, a continuación, añadir ese valor a la dimensión del patrón. Para piezas de fundición relativamente sencillas con materiales y condiciones de proceso estables, este enfoque puede servir como punto de partida práctico.
Sin embargo, la compensación de la contracción no es un porcentaje fijo que pueda aplicarse mecánicamente a todas las piezas de fundición. El tipo de aleación, el proceso de fundición, la variación del espesor de pared, las nervaduras, los resaltes, el uso de machos y la geometría general de la pieza pueden afectar al comportamiento real de la contracción. En general, cuanto más compleja es la geometría, menos predecible es la contracción. Por este motivo, a menudo es necesario ajustar los valores experimentales mediante ensayos, comprobaciones de la primera pieza o datos históricos del proceso.
Por tanto, cuando se aplica el margen de encogimiento en el diseño del patrón, la clave no es simplemente asignar un porcentaje. Se trata de empezar con un valor de referencia basado en el material y luego afinarlo en función de la geometría real y las condiciones del proceso.
Cómo reducir los problemas de contracción de la fundición
Aquí hay que separar dos cuestiones diferentes. La tolerancia de contracción se utiliza para compensar el cambio dimensional en el modelo, mientras que los problemas de contracción en la fundición están más relacionados con una alimentación inadecuada durante la solidificación, la distribución de puntos calientes y el control del proceso. En otras palabras, una sobremedida de contracción adecuada puede ayudar a controlar las dimensiones finales, pero no puede eliminar por sí misma defectos de contracción como cavidades o porosidad.
Optimizar la geometría de la pieza
Una de las formas más eficaces de reducir los problemas de contracción es evitar las grandes variaciones de espesor de pared y las secciones pesadas concentradas. Las transiciones de sección desiguales tienden a crear una solidificación no uniforme, lo que aumenta el riesgo de contracción local. Una mejor distribución de las paredes, unas transiciones más suaves y una menor concentración de puntos calientes pueden reducir la dificultad del control posterior del proceso.
Mejorar el diseño del sistema de alimentación
Para reducir los defectos relacionados con la retracción, es esencial contar con un sistema de alimentación y entrada correctamente diseñado. Una colocación más adecuada de los elevadores, las vías de alimentación y la gestión de los puntos calientes pueden reducir la probabilidad de que se produzcan cavidades y porosidad por contracción. En las secciones más gruesas o en las zonas de solidificación final, el diseño de la alimentación suele ser más importante que el simple aumento del tamaño del patrón.
Mantener condiciones de proceso estables
Temperatura de vertido, condiciones de la arena de moldeo, la estabilidad del sistema de utillaje y las condiciones de refrigeración influyen en el comportamiento real de la contracción. Incluso cuando el material es el mismo, unas condiciones de proceso inestables pueden dar lugar a diferencias apreciables en las dimensiones y en la propensión a los defectos. Por lo tanto, un control estable del proceso es una base fundamental para reducir los problemas de contracción.
Consideración conjunta del margen de mecanizado y las tolerancias
Si la fundición se va a mecanizar posteriormente, la tolerancia de contracción, la tolerancia de mecanizado y la tolerancia dimensional deben evaluarse conjuntamente. Sólo si se tienen en cuenta las tres dentro de la misma lógica de proceso, la fundición podrá evitar las piezas de fundición de tamaño insuficiente y, al mismo tiempo, dejar existencias suficientes para el mecanizado posterior.
Conclusión
La tolerancia de contracción en fundición es esencialmente la compensación del tamaño del modelo utilizada para tener en cuenta la reducción dimensional que se produce al enfriarse el metal. Es uno de los fundamentos básicos del control dimensional de la fundición y afecta directamente al diseño del modelo, la precisión dimensional y la viabilidad del mecanizado posterior.
Dado que los distintos materiales presentan un comportamiento de contracción diferente, la tolerancia de contracción no debe tratarse como un valor fijo único. Debe determinarse en función del tipo de material, la ruta de proceso, la geometría de la pieza y la experiencia de producción. En los proyectos de fundición, el objetivo real no es simplemente conocer un porcentaje, sino combinar la compensación de la contracción, el control dimensional y la prevención de problemas de contracción en un enfoque de fabricación más estable.





