Na fundição, o metal encolhe à medida que arrefece, solidifica e atinge a temperatura ambiente. Se um molde for feito exatamente com o tamanho da peça alvo, a fundição final sairá frequentemente subdimensionada. Por essa razão, as dimensões do molde têm normalmente de ser aumentadas antecipadamente para compensar esta redução de tamanho esperada.
Este artigo explica o que significa compensação de retração na fundição, os principais tipos de retração na fundição, taxas de retração típicas para materiais comuns, como a compensação de retração é geralmente aplicada e como os problemas relacionados com a retração podem ser reduzidos na prática.
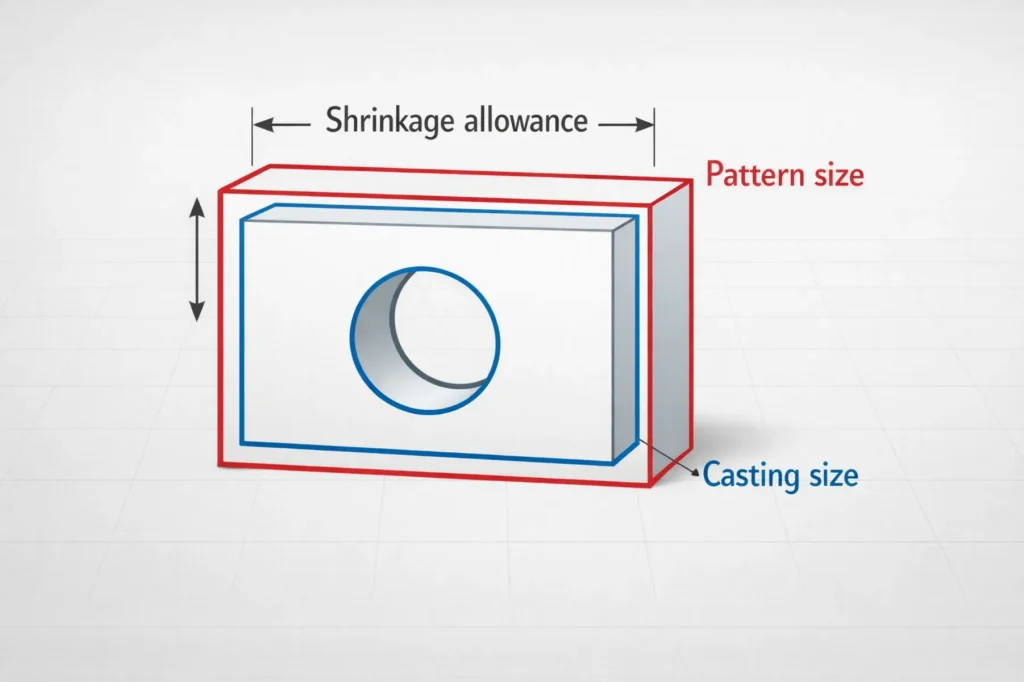
O que é a margem de retração na fundição
A margem de retração na fundição é a dimensão extra adicionada a um molde para compensar a redução de tamanho que ocorre à medida que o metal arrefece e solidifica. Em termos simples, uma vez que uma peça fundida se torna mais pequena após o arrefecimento, o padrão deve ser ligeiramente maior para que a peça final possa estar mais próxima do tamanho necessário.
A tolerância à contração é uma compensação normal do processo e não deve ser confundida com a tolerância à maquinagem ou com defeitos de contração. A margem de retração é utilizada para compensar a alteração dimensional. A margem de maquinação é o material intencionalmente deixado para maquinação posterior. Os defeitos de retração, tais como cavidades ou porosidade, estão mais estreitamente relacionados com o controlo da alimentação e da solidificação.
Na produção atual, a tolerância à contração é normalmente determinada por valores de experiência baseados no material, regras de contração ou dados históricos do processo. Para peças fundidas simples com condições de processo estáveis, um valor baseado na experiência pode ser um ponto de partida prático. No entanto, para peças maiores, mais complexas ou com tolerâncias mais apertadas, a tolerância final necessita frequentemente de ajustes adicionais com base em ensaios e validação dimensional.
Tipos de retração em peças fundidas
Uma peça fundida não encolhe apenas numa única fase. Durante o arrefecimento e a solidificação, a contração aparece normalmente em três formas principais: contração líquida, contração de solidificação e contração sólida. A compreensão destas fases ajuda a explicar por que razão é necessária uma tolerância à contração e por que razão algumas peças fundidas podem ainda desenvolver defeitos relacionados com a contração.
Retração de líquidos
A contração líquida ocorre quando o metal fundido arrefece antes de começar a solidificar. Nesta fase, o metal permanece na forma líquida, mas o seu volume diminui à medida que a temperatura desce. Embora a contração líquida não defina diretamente o tamanho final da peça por si só, continua a fazer parte do processo global de contração.
Solidificação Encolhimento
A contração de solidificação ocorre quando o metal passa de líquido a sólido. Esta fase é especialmente importante na fundição porque uma alimentação insuficiente durante a solidificação pode levar a cavidades de contração, porosidade ou outros defeitos internos. Por esta razão, a retração de solidificação está intimamente relacionada não só com a compensação dimensional, mas também com o design do riser, caminhos de alimentação e controlo de pontos quentes.
Contração de sólidos
Depois de o metal ter solidificado completamente, continua a contrair-se à medida que arrefece até à temperatura ambiente. A isto chama-se contração sólida. Do ponto de vista da compensação do tamanho do molde, a contração sólida é uma das fases mais diretamente relevantes, porque a redução dimensional final da peça fundida reflecte-se em grande parte aqui.
Taxas de retração típicas para materiais comuns
Diferentes materiais apresentam diferentes comportamentos de retração na fundição, pelo que a tolerância à retração não pode ser tratada como um valor fixo para cada projeto. Na prática, as fundições normalmente começam com valores de experiência baseados no material e depois ajustam-nos de acordo com as condições do processo, a geometria da peça e os resultados dos ensaios.
| Material | Intervalo de retração |
|---|---|
| Ferro fundido cinzento | 0,55%-1,00% |
| Ferro fundido dúctil | 1.00% |
| Aço fundido / aço-carbono | 2.00% |
| Alumínio | 1.65% |
| Ligas de alumínio | 1.30%-1.60% |
| Latão | 1.30%-1.55% |
| Bronze | 1.05%-2.10% |
Estes valores são melhor entendidos como pontos de partida de referência para o projeto de modelos, em vez de respostas fixas que se aplicam a todos os casos. Para peças fundidas com grande variação de espessura de parede, requisitos dimensionais mais elevados ou geometria mais complexa, a tolerância de retração necessita frequentemente de correção adicional com base em peças de amostra, inspeção do primeiro artigo ou dados de produção anteriores.
Como é aplicada a compensação de retração na fundição
A compensação da retração baseia-se normalmente na taxa de retração do material selecionado. Em desenho de padrõesSe a dimensão pretendida da peça fundida for aumentada antecipadamente, de modo a que, após o arrefecimento e a contração, a peça fundida final possa aproximar-se da dimensão pretendida.
Uma forma comum de o entender é:
Tamanho do molde = Tamanho pretendido da peça fundida × (1 + taxa de encolhimento)
Também pode ser entendido como o primeiro cálculo do montante de compensação de retração a partir da dimensão alvo e da taxa de retração do material e, em seguida, adicionando esse valor à dimensão do padrão. Para peças fundidas relativamente simples com materiais e condições de processo estáveis, esta abordagem pode servir como um ponto de partida prático.
No entanto, a compensação da retração não é uma percentagem fixa que possa ser aplicada mecanicamente a todas as peças fundidas. O tipo de liga, o processo de fundição, a variação da espessura da parede, as nervuras, as saliências, a utilização do núcleo e a geometria geral da peça podem afetar o comportamento real da retração. Em geral, quanto mais complexa for a geometria, menos previsível será a retração. É por isso que os valores de experiência têm frequentemente de ser ajustados através de ensaios, verificações do primeiro artigo ou dados históricos do processo.
Assim, quando se aplica a margem de retração no desenho de modelos, a chave não é apenas atribuir uma percentagem. É começar com um valor de referência baseado no material e depois refiná-lo de acordo com a geometria real e as condições do processo.
Como reduzir os problemas de contração da fundição
Duas questões diferentes precisam ser separadas aqui. A margem de retração é utilizada para compensar a alteração dimensional no molde, enquanto que os problemas de retração da fundição estão mais relacionados com a alimentação inadequada durante a solidificação, distribuição de pontos quentes e controlo do processo. Por outras palavras, uma tolerância de retração adequada pode ajudar a controlar as dimensões finais, mas não pode por si só eliminar defeitos de retração como cavidades ou porosidade.
Otimizar a geometria da peça
Uma das formas mais eficazes de reduzir os problemas de retração é evitar grandes variações na espessura da parede e secções pesadas concentradas. As transições de secção irregulares tendem a criar uma solidificação não uniforme, o que aumenta o risco de retração local. Uma melhor distribuição das paredes, transições mais suaves e uma menor concentração de pontos quentes podem diminuir a dificuldade do controlo posterior do processo.
Melhorar a conceção do sistema de alimentação
Um sistema de passagem e alimentação corretamente concebido é essencial para reduzir os defeitos relacionados com a contração. A colocação mais adequada de risers, os caminhos de alimentação e a gestão de pontos quentes podem reduzir a probabilidade de cavidades e porosidade de contração. Em secções mais espessas ou áreas de solidificação final, a conceção da alimentação é muitas vezes mais importante do que simplesmente aumentar o tamanho do molde.
Manter condições de processo estáveis
Temperatura de vazamento, condições da areia de moldagem, a estabilidade do sistema de ferramentas e as condições de refrigeração influenciam o comportamento real da contração. Mesmo quando o material é o mesmo, condições de processo instáveis podem levar a diferenças notáveis nas dimensões e na propensão a defeitos. Um controlo estável do processo é, por isso, uma base importante para reduzir os problemas de contração.
Considerar a tolerância de maquinagem e as tolerâncias em conjunto
Se a peça fundida será maquinada mais tarde, a tolerância de retração, a tolerância de maquinação e a tolerância dimensional devem ser avaliadas em conjunto. Somente considerando todos os três dentro da mesma lógica de processo é que uma fundição pode evitar peças fundidas subdimensionadas enquanto ainda deixa estoque suficiente para usinagem posterior.
Conclusão
A tolerância à contração na fundição é essencialmente a compensação do tamanho do molde utilizada para ter em conta a redução dimensional que ocorre à medida que o metal arrefece. É um dos fundamentos básicos do controlo das dimensões da fundição e afecta diretamente o desenho do modelo, a precisão dimensional e a praticabilidade da maquinação posterior.
Devido ao facto de diferentes materiais apresentarem diferentes comportamentos de retração, a tolerância à retração não deve ser tratada como um valor fixo único. Ele deve ser determinado com referência ao tipo de material, rota do processo, geometria da peça e experiência de produção. Para projectos de fundição, o verdadeiro objetivo não é simplesmente saber uma percentagem, mas sim combinar a compensação da retração, o controlo das dimensões e a prevenção de problemas de retração numa abordagem de fabrico mais estável.





