
A fundição em areia verde é uma das técnicas mais utilizadas métodos de fundição em areia na produção industrial. É frequentemente utilizado para ferro dúctil, ferro cinzento e muitos tipos convencionais peças fundidas industriais onde o custo, a velocidade de produção e a flexibilidade em termos de dimensões são fatores determinantes.
Para as equipas de engenharia e de aprovisionamento, compreender como funciona a fundição em areia verde ajuda na seleção prática do processo. Nem sempre é o melhor caminho para todas as peças, mas para muitos projectos de fundição de ferro, continua a ser uma escolha fiável e rentável.
O que é a fundição em areia verde?
A fundição em areia verde é um processo de fundição que utiliza uma mistura de areia húmida, tipicamente ligada com argila, para formar a cavidade do molde antes de o metal fundido ser vertido na mesma.
A palavra verde não se refere à cor da areia. Na terminologia da fundição, significa que o molde ainda está num estado húmido e não curado quando o metal é vertido. Por outras palavras, o molde não é cozido a seco e não depende da cura química para ganhar a sua força.
Este processo é amplamente utilizado porque oferece um equilíbrio prático entre o custo do molde, a eficiência da produção e a flexibilidade do tamanho da peça. É especialmente comum na produção de fundição de ferro, onde o processo é maduro e bem suportado por sistemas de fundição estabelecidos.
Origem da fundição em areia verde
A fundição em areia verde não é um método de fabrico novo. As primeiras fundições já utilizavam misturas de areia, argila e água para formar moldes, e o princípio básico manteve-se em uso durante muito tempo.
O que mudou ao longo do tempo não foi o conceito central, mas o nível de controlo do processo. As fundições modernas de areia verde contam agora com linhas de moldagem automatizadas, testes de areia, sistemas de recuperação e uma monitorização mais rigorosa do processo. Como resultado, a fundição em areia verde evoluiu de um método tradicional de oficina para um processo industrial escalável adequado para produção de médio e alto volume.
A sua longa história não o torna desatualizado. Pelo contrário, mostra que o processo continua a oferecer um valor real em aplicações em que o custo, a produtividade e o desempenho estrutural são mais importantes do que os pormenores ultrafinos.
De que é feita a areia verde?
O desempenho da areia verde depende em grande medida da composição do sistema de moldagem e da forma como este é controlado de forma consistente. Um sistema típico de areia verde inclui normalmente os seguintes elementos:
- Areia de sílica
A areia de sílica serve como a principal base refractária do molde. Fornece a estrutura a granel e ajuda o molde a suportar a temperatura do metal fundido. - Argila bentonítica
A argila de bentonite actua como aglutinante primário. Quando activada pela água, ajuda os grãos de areia a unirem-se e a manterem a forma da cavidade do molde. - Água
A água ativa a argila e afecta a plasticidade, a compactabilidade, a resistência e a permeabilidade do molde. O controlo da humidade é um dos aspectos mais importantes da gestão da areia verde. - Aditivos
Os aditivos, como o carvão marinho, podem ser utilizados para melhorar o acabamento da superfície, reduzir a penetração do metal e ajudar a controlar determinados comportamentos do molde durante o vazamento.
Na prática, a areia verde não é apenas areia mais água. É um sistema de moldagem controlado. As variações na humidade, no teor de argila, na compactabilidade e na proporção de areia recuperada podem influenciar a qualidade final da fundição.
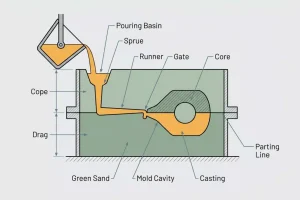
Como funciona a fundição em areia verde
A fundição em areia verde é um processo maduro, mas a qualidade da fundição depende não só da existência ou não de cada passo, mas também da forma como cada passo é controlado. Em ambientes de produção, a qualidade do padrão, a compactação do molde, a colocação do núcleo e a consistência do vazamento afectam o resultado final. O fluxo de trabalho básico inclui normalmente as seguintes fases.
Preparação do padrão
Primeiro, é criado um modelo com base na geometria da peça, margem de encolhimento, e as necessidades do processo. Dependendo do volume de produção e dos requisitos de precisão, o molde pode ser fabricado em madeira, plástico ou metal.
Formação do molde
A areia verde é compactada à volta do padrão no interior do frasco para formar o revestimento e o arrastamento. A qualidade da compactação do molde afecta diretamente a estabilidade da cavidade, a consistência dimensional e o estado da superfície.
Colocação de base
Se a peça necessitar de cavidades ou passagens internas, são inseridos núcleos pré-fabricados no molde. O posicionamento do núcleo é importante porque afecta a geometria interna e a precisão estrutural.
Montagem do molde
O cope e o arrasto são alinhados e fechados para completar o sistema de molde. Nesta fase, a cavidade, o sistema de comportas e os tirantes trabalham em conjunto como um molde integrado.
Derramamento
O metal fundido é vertido no sistema de canais e preenche a cavidade do molde. A temperatura de vazamento, a velocidade de vazamento e o comportamento do fluxo do metal influenciam a qualidade final da fundição.
Arrefecimento e agitação
Após a solidificação, o molde é quebrado e a peça fundida é removida. O tempo de arrefecimento depende do tamanho da peça, da espessura da parede e do sistema de liga.
Limpeza e acabamento
São removidas as portas, os risers e a areia aderente. Dependendo dos requisitos da peça, a fundição pode então ser submetida a jato de areia, moagem ou operações posteriores de maquinagem.
Que tipos de areia são utilizados na fundição em areia?
A fundição em areia pode utilizar vários sistemas de areia diferentes em vez de apenas um tipo de areia. A escolha exacta depende da resistência do molde, do tipo de ligante, dos requisitos dimensionais, do volume de produção e da complexidade da fundição. Na prática da fundição, as opções mais comuns incluem areia verde, areia seca, areia de resina e areia não cozida. Entre elas, a areia verde é o sistema mais utilizado para a produção de uso geral.
Areia verde
A areia verde é a areia de moldagem padrão utilizada em muitas fundições. É normalmente feita de areia de sílica misturada com argila de bentonite e água. Este sistema de areia húmida é valorizado pelo seu baixo custo, reutilização e ciclo de moldagem rápido, o que o torna adequado para a produção de volumes médios a elevados.
Areia seca
A areia seca utiliza uma base de areia semelhante, mas o molde é seco após a moldagem para melhorar a resistência e a estabilidade térmica. Este tipo é menos comum na produção a alta velocidade, mas pode ser útil quando o molde necessita de uma melhor resistência ao calor e à deformação durante o vazamento.
Areia de resina
A areia de resina utiliza aglutinantes químicos em vez de um sistema de argila e água. Em comparação com a areia verde, proporciona geralmente uma maior resistência do molde, uma melhor precisão dimensional e uma superfície da cavidade mais limpa. É frequentemente utilizada para peças fundidas mais complexas, núcleos ou aplicações que exigem um controlo de qualidade mais rigoroso.
Areia não cozida
A areia não cozida é um sistema de areia quimicamente ligada que endurece à temperatura ambiente sem secagem em forno. É normalmente utilizada para grandes peças fundidas, produção de pequenas tiragens e moldes que necessitam de uma boa rigidez sem depender de argila ligada à humidade.
Porque é que a areia verde não é a mesma coisa que toda a fundição em areia
Para este artigo, o ponto-chave é que a fundição em areia verde se baseia num sistema de moldagem ligado a argila húmida, enquanto a fundição em areia, como categoria mais ampla, inclui várias outras abordagens de moldagem. Por outras palavras, toda a moldagem em areia verde pertence à moldagem em areia, mas nem toda a moldagem em areia é moldagem em areia verde.
Vantagens da fundição em areia verde
A fundição em areia verde continua a ser amplamente utilizada, não porque seja líder em todas as métricas, mas porque proporciona um equilíbrio prático entre custo, velocidade, flexibilidade de tamanho e capacidade de produção. Para muitos projectos de fundição de ferro, esse equilíbrio tem um claro valor de fabrico.
- Custo relativamente baixo de ferramentas e materiais
Os sistemas de areia verde utilizam matérias-primas amplamente disponíveis e a configuração da moldagem está relativamente madura. Para projectos de médio e grande volume, isto ajuda frequentemente a controlar o investimento inicial e o custo por peça. - Elevada eficiência de produção
Uma vez que os moldes não requerem longos ciclos de cozedura ou cura química, a fundição em areia verde suporta normalmente operações de moldagem mais rápidas. Esta vantagem torna-se mais forte quando são utilizadas linhas de moldagem automatizadas. - Grande flexibilidade de tamanho de peça
A areia verde pode ser utilizada para uma vasta gama de tamanhos de peças fundidas, desde suportes e caixas mais pequenos a bases de máquinas maiores e peças estruturais em forma de caixa. - Um bom ajuste para peças fundidas ferrosas
A areia verde é especialmente comum na produção de ferro cinzento e ferro fundido dúctil. Para muitas peças ferrosas que requerem um equilíbrio entre resistência, custo e rendimento de fabrico, é uma opção prática de processo. - Sistema de produção maduro
Em comparação com algumas vias de maior precisão mas mais complexas, a areia verde beneficia de equipamentos, sistemas de materiais e know-how de fundição bem estabelecidos. Essa maturidade é uma das razões pelas quais continua a ser competitiva.
Limitações da fundição em areia verde
A fundição em areia verde não é uma solução universal para todas as peças. Embora ofereça vantagens significativas em termos de custos e produtividade, também tem limites claros em termos de capacidade dimensional, estado da superfície e adaptabilidade geométrica. Estes limites devem ser considerados no início da seleção do processo.
- A precisão dimensional é normalmente inferior à dos métodos de fundição de alta precisão
Uma vez que o próprio molde tem alguma flexibilidade, a consistência dimensional é normalmente inferior à da fundição por cera perdida, fundição sob pressão ou processos de moldes permanentes rígidos. As caraterísticas críticas requerem frequentemente uma margem de maquinagem. - O acabamento da superfície tem limites práticos
O estado da superfície da peça fundida é influenciado pela granulometria da areia e pela qualidade do molde. Embora uma areia mais fina e aditivos possam melhorar o resultado, as superfícies fundidas normalmente ainda precisam de acabamento secundário ou maquinagem, dependendo dos requisitos da peça. - Caraterísticas de paredes finas e altamente complexas podem ser um desafio
Paredes muito finas, ranhuras estreitas e detalhes intrincados podem ser mais difíceis de preencher e estabilizar em moldes de areia verde. A adequação deve ser avaliada com base na geometria real e no comportamento da liga. - O processo depende de um bom controlo da areia
A fundição em areia verde pode parecer simples, mas uma produção estável exige disciplina. A variação da humidade, as alterações do rácio de areia recuperada e a permeabilidade insuficiente podem aumentar o risco de defeitos.
Relação entre a fundição em areia verde e a fundição em areia
Na prática, a fundição em areia e a fundição em areia verde são muitas vezes utilizadas de forma vaga nas conversas, mas não são termos paralelos.
- Fundição em areia é a categoria mais ampla e refere-se a métodos de fundição que utilizam areia como meio de molde.
- Fundição em areia verde é uma via específica da fundição em areia, definida pelo seu sistema de moldes ligados por argila húmida.
- Outras vias à base de areia incluem areia de resina, areia não cozida, moldagem em concha e processos semelhantes com diferentes sistemas de ligantes e de cura.
Assim, em termos de engenharia, a verdadeira decisão não é normalmente a fundição em areia versus a fundição em areia verde. A questão mais útil é saber se a areia verde é a via de moldagem correta em comparação com os sistemas de areia ligados a resina, concha ou outros.
Aplicações típicas
| Categoria de aplicação | Peças típicas | Porque é que se adequa |
|---|---|---|
| Componentes da bomba e da válvula | Corpos de bombas, corpos de válvulas, flanges, impulsores | A resistência estrutural é importante, e podem ser criadas passagens internas com núcleos |
| Caixas de transmissão de potência | Caixas de velocidades, caixas de velocidades, caixas de rolamentos | Adequado para caixas ferrosas médias a grandes com necessidades equilibradas de custo e produção |
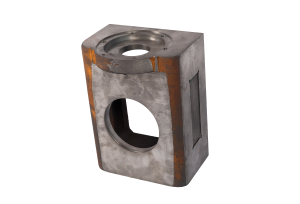
| Estruturas de equipamento industrial | Bases de máquinas, caixas, suportes, contrapesos | Ampla gama de tamanhos e adequado para peças fundidas estruturais de suporte de carga |
| Peças para máquinas agrícolas e de construção | Cubos, ganchos, caixas, elementos estruturais | Os projectos exigem frequentemente uma boa solidez, controlo dos custos e uma entrega estável |
| Peças fundidas para infra-estruturas municipais | Tampas de esgoto, acessórios para tubos, bocas de incêndio | A procura é frequentemente estável e a durabilidade é importante |
Uma caraterística comum a todas estas aplicações é a necessidade de equilibrar o desempenho estrutural, a consistência de fabrico e o custo por peça.
Custo e recuperação de areia
Uma vantagem prática dos sistemas de areia verde é a sua capacidade de apoiar a reutilização da areia. As fundições modernas arrefecem, crivam, recondicionam e reutilizam frequentemente a areia usada para reduzir o consumo de matérias-primas e o manuseamento de resíduos.
Isso não significa que o sistema funcione sem reabastecimento. Na produção real, a areia fresca, a argila e a água ainda precisam de ser adicionadas em quantidades controladas para manter a estabilidade do processo. No entanto, para projectos de médio e grande volume, esta capacidade de reutilização ajuda frequentemente a melhorar a eficiência global dos custos de fabrico.
Conclusão
A fundição em areia verde oferece um equilíbrio prático entre custo, produtividade e gama de aplicações. Para muitos projectos de ferro fundido dúctil, ferro cinzento e fundição industrial convencional, continua a ser uma via de fabrico comum e competitiva.
Se estiver a avaliar se uma peça é adequada para fundição em areia verde, a melhor abordagem é considerar o material, a espessura da parede, as expectativas de superfície, o volume de produção e as necessidades de maquinagem em conjunto. Para projectos específicos, a nossa equipa de engenharia pode também ajudar a rever os seus requisitos de conceção e produção e fornecer uma orientação de processo mais direcionada.





