
A fundição em areia é um processo de fabrico flexível, ideal para a produção de carcaças de bombas, corpos de válvulas, bases de máquinas, suportes, tampas, flanges e peças complexas em volumes baixos a médios. É compatível com uma vasta gama de ligas ferrosas e não ferrosas, proporcionando soluções económicas para componentes grandes e complexos.
No entanto, a qualidade da fundição é fortemente influenciada pelas propriedades da areia, pela estabilidade do núcleo, pelo alinhamento do molde, pelo desenho do sistema de alimentação, pelas práticas de vazamento, pela limpeza da massa fundida, pela alimentação, pela ventilação e pelas taxas de arrefecimento. É essencial ter em conta estas variáveis para minimizar os defeitos, melhorar o rendimento da fundição e garantir a integridade funcional.
Inclusão de areia
A inclusão de areia ocorre quando grãos de areia ou detritos da parede do molde se soltam e ficam retidos na peça fundida.

Causas
-
Fraca resistência do molde ou compactação insuficiente da areia
-
Areia solta que fica na cavidade do molde
-
Erosão da parede do molde durante o vazamento do metal
-
Velocidade de vazamento excessiva
-
Danos mecânicos na cavidade do molde
Prevenção
-
Melhorar a resistência da areia e a uniformidade da compactação
-
Limpe bem a cavidade do molde antes de fechar
-
Otimizar o desenho do canal de alimentação para reduzir a turbulência e a velocidade do metal
-
Reparar as secções danificadas do molde
-
Aplicar um revestimento adequado ao molde
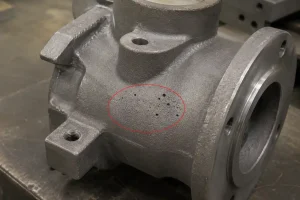
Penetração no metal, queimadura e superfície rugosa
Estes defeitos ocorrem quando o metal fundido penetra nos poros do molde de areia ou reage com a superfície, resultando numa superfície de fundição fundida, rugosa e difícil de limpar.

Causas
-
Granulometria da areia grossa
-
Baixa refratariedade da areia
-
Revestimento insuficiente ou irregular do molde
-
Temperatura de vazamento excessiva
-
Alta pressão metalostática
Prevenção
-
Selecione a granulometria adequada da areia
-
Aplique um revestimento adequado e de alta refratariedade no molde
-
Certifique-se de que o revestimento está completamente seco antes de verter
-
Controlar a temperatura de vazamento dentro dos limites do processo
-
Conceber o sistema de alimentação para reduzir a pressão local do metal
Deslocamento e desajuste do molde
O deslocamento do molde ocorre quando as secções superior e inferior do molde não se alinham com precisão, resultando numa linha de separação escalonada ou desalinhada.

Causas
-
Alinhamento incorreto do molde durante a montagem
-
Pinos de posicionamento ou guias de molde gastos
-
Movimentação durante o manuseamento do molde
-
Vibração excessiva durante a preparação do betão
Prevenção
-
Inspecione e faça a manutenção regular dos pinos de posicionamento e dos fechos das formas
-
Melhorar os procedimentos de montagem de moldes
-
Utilize áreas estáveis e com amortecimento de vibrações para o armazenamento de moldes
-
Manuseie os moldes com cuidado para evitar que se desloquem
Mudança de núcleo
O deslocamento do núcleo ocorre quando o núcleo interno se desloca da sua posição prevista devido à flutuabilidade ou à instabilidade mecânica, levando a uma geometria interna incorreta e a uma espessura irregular das paredes.
Causas
-
Concepção inadequada do desenho da impressão do núcleo
-
Suporte central fraco ou coroas insuficientes
-
Movimento do núcleo sob pressão do metal
-
Manuseamento incorreto durante o fecho do molde
Prevenção
-
Conceba impressões de núcleo robustas para uma melhor estabilidade
-
Fixar bem os núcleos utilizando suportes adequados
-
Melhorar a força do tronco através do controlo do abdómen
-
Verifique a posição do núcleo antes de fechar o molde
Porosidade do gás
Porosidade do gás manifesta-se sob a forma de vazios internos ou superficiais causados por gases retidos que não conseguem escapar através do material do molde.
Causas
-
Excesso de humidade no molde de areia
-
Permeabilidade inadequada da areia
-
Liberação de gás proveniente de ligantes ou núcleos
-
Ventilação insuficiente da cavidade do molde
-
Vazamento turbulento que provoca o aprisionamento de ar
Prevenção
-
Controlar e monitorizar o teor de humidade da areia
-
Melhorar a permeabilidade da areia
-
Certifique-se de que os núcleos estão devidamente cozidos ou curados
-
Conceber sistemas de ventilação eficazes e adequados
-
Mantenha um fluxo de vazamento constante e laminar
Defeitos de retração
Os defeitos de contração são vazios que se formam quando o metal se contrai durante a solidificação, ocorrendo normalmente em secções espessas ou em pontos quentes que não recebem alimentação adequada.

Causas
-
Conceção ou colocação inadequada do tubo ascendente
-
Solidificação direcional deficiente
-
Secções pesadas isoladas ou pontos críticos localizados
-
Pressão insuficiente na cabeça metálica
Prevenção
-
Otimizar o tamanho, a localização e o percurso de alimentação do tubo ascendente
-
Promover a solidificação direcional em direção ao canal de alimentação
-
Utilize canais de refrigeração para controlar o arrefecimento em secções espessas
-
Minimizar as secções pesadas isoladas na fase de projeto
Paragem a frio e mau funcionamento
O bloqueio por resfriamento e os defeitos de vazamento ocorrem quando o metal fundido perde a fluidez e deixa de fluir antes de a cavidade do molde estar completamente preenchida.

Causas
-
Baixa temperatura de vazamento
-
Fluidez insuficiente do metal
-
Secções de parede excessivamente finas
-
Percursos de fluxo metálicos longos e restritivos
-
Portões bloqueados ou ventilação inadequada
Prevenção
-
Ajuste a temperatura de vazamento para garantir uma fluidez adequada
-
Otimizar a disposição das válvulas para reduzir a distância de fluxo
-
Evite transições com paredes excessivamente finas
-
Melhorar a ventilação do molde para reduzir a contrapressão
-
Aumente a quantidade de metal fundido, sempre que necessário
Lágrimas Quentes e Fendas
As fissuras a quente são fraturas irregulares que ocorrem durante a solidificação, quando o metal é impedido de se contrair devido à rigidez do molde.

Causas
-
Restrição mecânica excessiva por parte do molde de areia
-
Cantos acentuados ou mudanças bruscas de secção no projeto
-
Baixa capacidade de desmontagem do molde
-
Taxas de arrefecimento desiguais
Prevenção
-
Adicione raios generosos aos cantos para reduzir as concentrações de tensão
-
Melhorar a capacidade de desmoldagem com aditivos orgânicos
-
Minimizar as variações bruscas na espessura da parede
-
Ajustar as práticas de refrigeração para garantir uma redução uniforme da temperatura
Inclusões de escória e óxido
Estas inclusões são contaminantes não metálicos retidos na peça fundida, resultantes, muitas vezes, de uma má gestão da fusão.

Causas
-
Limpeza inadequada do metal fundido (retirada da espuma)
-
Vazamento turbulento no molde
-
Conceção inadequada do separador de escória no sistema de canais de alimentação
-
Conchas ou utensílios de servir sujos
Prevenção
-
Retire cuidadosamente a gordura da mistura antes de a verter
-
Utilize filtros no sistema de controlo de fluxo
-
Certifique-se de que as conchas e as ferramentas estão limpas e pré-aquecidas
-
Projetar canais para reter escórias e reduzir a turbulência
Imprecisão dimensional
A imprecisão dimensional refere-se a peças fundidas que se desviam das tolerâncias especificadas, incluindo peças deformadas ou características deslocadas.

Causas
-
Margem de encolhimento incorreta do molde
-
Expansão ou deformação do molde durante o vazamento
-
Compactação irregular da areia
-
Deformação por tratamento térmico
-
Planeamento inadequado das sobremedidas de maquinagem
Prevenção
-
Verificar as dimensões do molde e os fatores de encolhimento
-
Manter níveis consistentes de compactação da areia
-
Definir claramente as tolerâncias de maquinagem
-
Utilize pontos de referência de inspeção estáveis
-
Avaliar a possível deformação resultante do tratamento térmico durante a fase de conceção
Conclusão
Os defeitos na fundição em areia resultam normalmente da interação complexa entre as propriedades da areia, a integridade do molde, a gestão térmica e a qualidade da massa fundida. Ao abordar estas variáveis através de um controlo rigoroso do processo e da otimização do projeto, os fabricantes podem reduzir significativamente o retrabalho, as taxas de rejeição e os riscos associados à maquinação posterior, garantindo o fornecimento de componentes de alta qualidade.
Parceria com a Minhe para uma fundição em areia de confiança
Alcançar consistentemente um elevado nível de qualidade fundições em areia requer mais do que apenas processos padrão — exige conhecimentos aprofundados de engenharia e uma gestão de qualidade rigorosa. Se está a enfrentar desafios de conceção complexos ou pretende otimizar o rendimento da sua produção, a equipa da Minhe está pronta para apoiar o seu projeto, desde a revisão inicial da conceção até à entrega final.
Vamos discutir como as capacidades técnicas da Minhe podem ajudá-lo a reduzir os riscos e a satisfazer os seus requisitos de precisão.


