
Sand casting is a flexible manufacturing process ideal for producing pump housings, valve bodies, machine bases, brackets, covers, flanges, and complex parts in low-to-medium volumes. It supports a wide range of ferrous and non-ferrous alloys, providing cost-effective solutions for large, intricate components.
However, casting quality is heavily influenced by sand properties, core stability, mold alignment, gating design, pouring practices, melt cleanliness, feeding, venting, and cooling rates. Addressing these variables is essential to minimize defects, improve casting yield, and ensure functional integrity.
Sand Inclusion
Sand inclusion occurs when sand grains or debris from the mold wall are dislodged and trapped within the casting.

Causes
-
Weak mold strength or poor sand compaction
-
Loose sand remaining in the mold cavity
-
Mold wall erosion during metal pouring
-
Excessive pouring velocity
-
Mechanical damage to the mold cavity
Prevention
-
Improve sand strength and compaction consistency
-
Clean the mold cavity thoroughly before closing
-
Optimize gating design to reduce metal turbulence and velocity
-
Repair damaged mold sections
-
Apply suitable mold coating
Metal Penetration, Burn-on, and Rough Surface
These defects occur when molten metal penetrates the pores of the sand mold or reacts with the surface, resulting in a fused, rough, and difficult-to-clean casting surface.

Causes
-
Coarse sand grain size
-
Poor sand refractoriness
-
Insufficient or uneven mold coating
-
Excessive pouring temperature
-
High metallostatic pressure
Prevention
-
Select appropriate sand grain size
-
Apply a proper, high-refractoriness mold coating
-
Ensure the coating is fully dried before pouring
-
Control pouring temperature within process limits
-
Design gating to reduce local metal pressure
Mold Shift and Mismatch
Mold shift occurs when the cope and drag sections of the mold do not align accurately, resulting in a stepped or misaligned parting line.

Causes
-
Inaccurate mold alignment during assembly
-
Worn locating pins or flask guides
-
Movement during mold handling
-
Excessive vibration during pouring preparation
Prevention
-
Regularly inspect and maintain locating pins and flask locks
-
Improve mold assembly procedures
-
Use stable, vibration-dampened areas for mold storage
-
Handle molds with care to prevent shifting
Core Shift
Core shift occurs when the internal core moves from its intended position due to buoyancy or mechanical instability, leading to incorrect internal geometry and uneven wall thickness.
Causes
-
Inadequate core print design
-
Weak core support or insufficient chaplets
-
Core movement under metal pressure
-
Improper handling during mold closing
Prevention
-
Design robust core prints for better stability
-
Secure cores properly using appropriate supports
-
Improve core strength through binder control
-
Verify core position before closing the mold
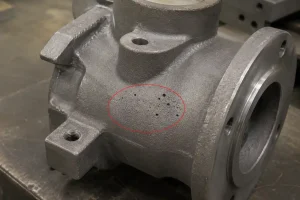
Gas Porosity
Gas porosity manifests as internal or surface voids caused by trapped gases that cannot escape through the mold material.
Causes
-
Excessive moisture in the sand mold
-
Inadequate sand permeability
-
Gas release from binders or cores
-
Insufficient venting of the mold cavity
-
Turbulent pouring causing air entrapment
Prevention
-
Control and monitor sand moisture content
-
Improve sand permeability
-
Ensure cores are properly baked or cured
-
Design effective, adequate venting systems
-
Maintain a steady, laminar pouring stream
Shrinkage Defects
Shrinkage defects are voids that form as metal contracts during solidification, typically occurring in thick sections or hot spots that lack adequate feeding.

Causes
-
Inadequate riser design or placement
-
Poor directional solidification
-
Isolated heavy sections or localized hot spots
-
Insufficient metal head pressure
Prevention
-
Optimize riser size, location, and feeding path
-
Promote directional solidification toward the riser
-
Use chills to manage cooling in thick sections
-
Minimize isolated heavy sections in the design phase
Cold Shut and Misrun
Cold shuts and misruns occur when the molten metal loses fluidity and stops flowing before the mold cavity is completely filled.

Causes
-
Low pouring temperature
-
Insufficient metal fluidity
-
Excessively thin wall sections
-
Long, restrictive metal flow paths
-
Blocked gates or inadequate venting
Prevention
-
Adjust pouring temperature to ensure adequate fluidity
-
Optimize gating layout to reduce flow distance
-
Avoid overly thin wall transitions
-
Improve mold venting to reduce backpressure
-
Increase the volume of molten metal where necessary
Hot Tears and Cracks
Hot tears are irregular fractures occurring during solidification when the metal is restricted from contracting by the rigid mold.

Causes
-
Excessive mechanical restraint from the sand mold
-
Sharp corners or abrupt section changes in the design
-
Poor mold collapsibility
-
Uneven cooling rates
Prevention
-
Add generous radii to corners to reduce stress concentrations
-
Improve mold collapsibility with organic additives
-
Minimize abrupt changes in wall thickness
-
Adjust cooling practices to ensure uniform temperature reduction
Slag and Oxide Inclusions
These inclusions are non-metallic contaminants trapped in the casting, often stemming from poor melt management.

Causes
-
Poor molten metal cleaning (skimming)
-
Turbulent pouring into the mold
-
Inadequate slag trap design in the gating system
-
Dirty ladles or pouring tools
Prevention
-
Skim the melt thoroughly before pouring
-
Utilize filters in the gating system
-
Ensure ladles and tools are clean and preheated
-
Design runners to trap slag and reduce turbulence
Dimensional Inaccuracy
Dimensional inaccuracy refers to castings that deviate from specified tolerances, including warped parts or shifted features.

Causes
-
Incorrect pattern shrinkage allowance
-
Mold expansion or deformation during pouring
-
Inconsistent sand compaction
-
Heat treatment distortion
-
Improper planning of machining allowances
Prevention
-
Verify pattern dimensions and shrinkage factors
-
Maintain consistent sand compaction levels
-
Clearly define machining allowances
-
Use stable inspection datums
-
Evaluate potential heat treatment distortion during design
Conclusion
Sand casting defects typically arise from the complex interaction between sand properties, mold integrity, thermal management, and melt quality. By addressing these variables through diligent process control and design optimization, manufacturers can significantly reduce rework, scrap rates, and downstream machining risks, ensuring the delivery of high-quality components.
Partnering with Minhe for Reliable Sand Casting
Consistently achieving high-quality sand castings requires more than just standard processes—it requires deep engineering expertise and rigorous quality management. If you are navigating complex design challenges or seeking to optimize your production yield, the Minhe team is ready to support your project from initial design review to final delivery.
Let’s discuss how Minhe’s technical capabilities can help you reduce risk and meet your precision requirements.


