
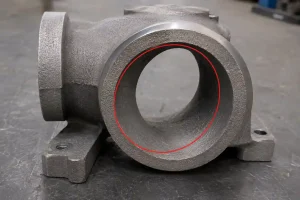
La fundición en arena es un proceso de fabricación flexible, ideal para producir carcasas de bombas, cuerpos de válvulas, bases de máquinas, soportes, tapas, bridas y piezas complejas en series de volumen bajo a medio. Admite una amplia gama de aleaciones ferrosas y no ferrosas, lo que ofrece soluciones rentables para componentes grandes y complejos.
Sin embargo, la calidad de la fundición depende en gran medida de las propiedades de la arena, la estabilidad del núcleo, la alineación del molde, el diseño de la entrada de colada, las prácticas de vertido, la limpieza de la masa fundida, la alimentación, la ventilación y las velocidades de enfriamiento. Es fundamental tener en cuenta estas variables para minimizar los defectos, mejorar el rendimiento de la fundición y garantizar la integridad funcional.
Inclusión de arena
La inclusión de arena se produce cuando los granos de arena o los residuos de la pared del molde se desprenden y quedan atrapados dentro de la pieza fundida.

Causas
-
Falta de resistencia del molde o compactación deficiente de la arena
-
Arena suelta que queda en la cavidad del molde
-
Erosión de las paredes del molde durante la colada de metal
-
Velocidad de vertido excesiva
-
Daños mecánicos en la cavidad del molde
Prevención
-
Mejorar la resistencia de la arena y la uniformidad de la compactación
-
Limpia bien la cavidad del molde antes de cerrarla
-
Optimizar el diseño de la compuerta para reducir la turbulencia y la velocidad del metal
-
Reparar las secciones dañadas del molde
-
Aplicar un recubrimiento adecuado al molde
Penetración en metal, quemado y superficies rugosas
Estos defectos se producen cuando el metal fundido penetra en los poros del molde de arena o reacciona con la superficie, lo que da lugar a una superficie de fundición fusionada, rugosa y difícil de limpiar.

Causas
-
Granulometría de arena gruesa
-
Baja resistencia al fuego de la arena
-
Recubrimiento del molde insuficiente o irregular
-
Temperatura de vertido excesiva
-
Alta presión metalostática
Prevención
-
Selecciona el tamaño de grano de arena adecuado
-
Aplica un recubrimiento adecuado y de alta refractariedad al molde
-
Asegúrate de que el revestimiento esté completamente seco antes de verter
-
Mantener la temperatura de vertido dentro de los límites del proceso
-
Diseñar el sistema de entrada de material para reducir la presión local del metal
Desplazamiento y desajuste del molde
El desplazamiento del molde se produce cuando las secciones superior e inferior del molde no se alinean correctamente, lo que da lugar a una línea de separación escalonada o desalineada.

Causas
-
Alineación incorrecta del molde durante el montaje
-
Pasadores de posicionamiento o guías de la caja de molde desgastados
-
Movimientos durante la manipulación de moldes
-
Vibración excesiva durante la preparación del vertido
Prevención
-
Revise y realice el mantenimiento periódico de los pasadores de fijación y los cierres de los moldes
-
Mejorar los procedimientos de montaje de moldes
-
Utilice zonas estables y con amortiguación de vibraciones para el almacenamiento de moldes
-
Manipula los moldes con cuidado para evitar que se desplacen
Cambio de núcleo
El desplazamiento del núcleo se produce cuando el núcleo interno se desplaza de su posición prevista debido a la flotabilidad o a la inestabilidad mecánica, lo que da lugar a una geometría interna incorrecta y a un espesor de pared irregular.
Causas
-
Diseño de impresión del núcleo inadecuado
-
Soporte central débil o chaplets insuficientes
-
Movimiento del núcleo bajo presión metálica
-
Manejo incorrecto durante el cierre del molde
Prevención
-
Diseña núcleos con un patrón de impresión resistente para lograr una mayor estabilidad
-
Fija bien los núcleos utilizando los soportes adecuados
-
Mejora la fuerza del tronco mediante el control de la carpeta
-
Comprueba la posición del núcleo antes de cerrar el molde
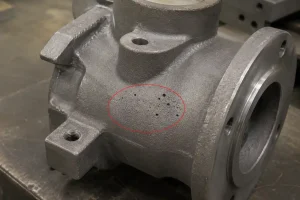
Porosidad del gas
Porosidad del gas se manifiesta en forma de huecos internos o superficiales causados por gases atrapados que no pueden escapar a través del material del molde.
Causas
-
Exceso de humedad en el molde de arena
-
Permeabilidad insuficiente de la arena
-
Emisión de gases procedentes de los aglutinantes o los núcleos
-
Ventilación insuficiente de la cavidad del molde
-
Vertido turbulento que provoca la formación de burbujas de aire
Prevención
-
Controlar y supervisar el contenido de humedad de la arena
-
Mejorar la permeabilidad de la arena
-
Asegúrate de que los núcleos estén bien horneados o curados
-
Diseñar sistemas de ventilación eficaces y adecuados
-
Mantenga un chorro de vertido constante y laminar
Defectos de contracción
Los defectos por contracción son huecos que se forman cuando el metal se contrae durante la solidificación; suelen aparecer en secciones gruesas o en puntos calientes que no reciben suficiente alimentación.

Causas
-
Diseño o ubicación inadecuados de los tubos ascendentes
-
Solidificación con mala orientación
-
Secciones con alta densidad aisladas o puntos calientes localizados
-
Presión insuficiente en la culata
Prevención
-
Optimizar el tamaño, la ubicación y el recorrido de alimentación del conducto ascendente
-
Favorecer la solidificación direccional hacia el canal de colada
-
Utiliza canales de refrigeración para controlar la refrigeración en secciones de gran espesor
-
Reducir al mínimo las secciones pesadas aisladas en la fase de diseño
Cierre en frío y mal funcionamiento
Los cierres en frío y los defectos de colada se producen cuando el metal fundido pierde fluidez y deja de fluir antes de que la cavidad del molde se haya llenado por completo.

Causas
-
Baja temperatura de vertido
-
Fluidez insuficiente del metal
-
Secciones de pared excesivamente delgadas
-
Recorridos de flujo metálicos largos y restrictivos
-
Puertas bloqueadas o ventilación insuficiente
Prevención
-
Ajuste la temperatura de vertido para garantizar una fluidez adecuada
-
Optimizar la disposición de las compuertas para reducir la distancia de flujo
-
Evita las transiciones con paredes demasiado delgadas
-
Mejorar la ventilación del molde para reducir la contrapresión
-
Aumentar la cantidad de metal fundido cuando sea necesario
Lágrimas ardientes y grietas
Las grietas en caliente son fracturas irregulares que se producen durante la solidificación, cuando el molde rígido impide que el metal se contraiga.

Causas
-
Excesiva restricción mecánica por parte del molde de arena
-
Ángulos pronunciados o cambios bruscos de sección en el diseño
-
Escasa capacidad de colapso del molde
-
Velocidades de enfriamiento desiguales
Prevención
-
Añade radios generosos a las esquinas para reducir las concentraciones de tensión
-
Mejorar la capacidad de colapso del molde con aditivos orgánicos
-
Reducir al mínimo los cambios bruscos en el espesor de la pared
-
Adapta las prácticas de refrigeración para garantizar una reducción uniforme de la temperatura
Inclusiones de escoria y óxido
Estas inclusiones son contaminantes no metálicos atrapados en la pieza fundida, que suelen deberse a una gestión deficiente de la masa fundida.

Causas
-
Limpieza deficiente del metal fundido (retirada de la espuma)
-
Vertido turbulento en el molde
-
Diseño inadecuado del colector de escoria en el sistema de colada
-
Cucharones o utensilios para verter sucios
Prevención
-
Retira bien la grasa de la mezcla antes de verterla
-
Utiliza los filtros del sistema de control de flujo
-
Asegúrate de que las cucharas y los utensilios estén limpios y precalentados
-
Diseñar canales para retener la escoria y reducir la turbulencia
Inexactitud dimensional
La imprecisión dimensional se refiere a las piezas fundidas que se desvían de las tolerancias especificadas, lo que incluye piezas deformadas o características desplazadas.

Causas
-
Margen de contracción del patrón incorrecto
-
Expansión o deformación del molde durante el vertido
-
Compactación irregular de la arena
-
Deformación por tratamiento térmico
-
Planificación inadecuada de los márgenes de mecanizado
Prevención
-
Comprueba las dimensiones del patrón y los factores de encogimiento
-
Mantener unos niveles de compactación de la arena uniformes
-
Definir claramente los márgenes de mecanizado
-
Utiliza puntos de referencia de inspección fijos
-
Evaluar la posible deformación por tratamiento térmico durante la fase de diseño
Conclusión
Los defectos en la fundición en arena suelen deberse a la compleja interacción entre las propiedades de la arena, la integridad del molde, la gestión térmica y la calidad del metal fundido. Al abordar estas variables mediante un control riguroso del proceso y la optimización del diseño, los fabricantes pueden reducir considerablemente las repeticiones, las tasas de desechos y los riesgos de mecanizado posteriores, garantizando así la entrega de componentes de alta calidad.
Colaboración con Minhe para un moldeo en arena de confianza
Lograr sistemáticamente una alta calidad piezas moldeadas en arena No basta con seguir los procesos habituales: se requiere una amplia experiencia en ingeniería y una gestión rigurosa de la calidad. Si se enfrenta a retos de diseño complejos o desea optimizar el rendimiento de su producción, el equipo de Minhe está preparado para acompañarle en su proyecto, desde la revisión inicial del diseño hasta la entrega final.
Analicemos cómo las capacidades técnicas de Minhe pueden ayudarte a reducir el riesgo y satisfacer tus requisitos de precisión.


