
砂型鋳造は、ポンプハウジング、バルブボディ、機械ベース、ブラケット、カバー、フランジ、および複雑な形状の部品を、小~中ロットで生産するのに最適な、柔軟性の高い製造プロセスです。幅広い鉄系および非鉄系合金に対応しており、大型で複雑な部品に対してコスト効率に優れたソリューションを提供します。
しかし、鋳造品質は、砂の性質、中子の安定性、鋳型の位置合わせ、ゲート設計、注湯方法、溶湯の清浄度、給湯、排気、および冷却速度に大きく左右されます。欠陥を最小限に抑え、鋳造歩留まりを向上させ、機能的な完全性を確保するためには、これらの要因に対処することが不可欠です。
サンド・インクルージョン
砂の混入は、砂粒や鋳型壁からの破片が剥がれ落ち、鋳物内部に閉じ込められることで発生します。

原因
-
型強度の不足、または砂の締固め不良
-
金型キャビティ内に残った砂
-
金属の鋳込み時の鋳型壁の浸食
-
注ぎ込み速度が速すぎる
-
金型キャビティへの機械的損傷
予防
-
砂の強度と締固めの一貫性を向上させる
-
型を閉じる前に、型腔を徹底的に清掃してください
-
ゲート設計を最適化し、金属流の乱流と流速を低減する
-
損傷した金型の部分を修理する
-
適切な金型コーティングを施す
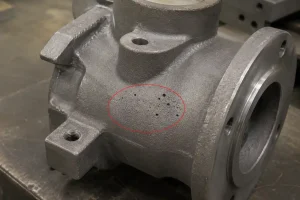
金属への浸透、焼き付き、および粗面
これらの欠陥は、溶融金属が砂型の細孔に浸透したり、表面と反応したりすることで生じ、その結果、溶着したような粗い鋳造表面となり、清掃が困難になる。

原因
-
粗砂の粒径
-
砂の耐火性が低い
-
金型のコーティングが不十分、またはムラがある
-
注湯温度が高すぎる
-
高い金属静圧
予防
-
適切な砂の粒度を選択してください
-
適切な高耐火性の型用コーティングを施す
-
注ぐ前に、コーティングが完全に乾いていることを確認してください
-
注湯温度を工程の許容範囲内に維持する
-
局所的な金属配線密度を低減するためのゲート設計
金型のずれと位置ずれ
金型のコープとドラッグの各部が正確に位置合わせされていない場合、金型のずれが生じ、その結果、段差が生じたり、分割線がずれたりします。

原因
-
組み立て時の金型の位置合わせの不正確さ
-
摩耗した位置決めピンまたはフラスコガイド
-
金型取り扱い時の動き
-
鋳込み準備中の過度な振動
予防
-
位置決めピンと型枠ロックを定期的に点検・整備してください
-
金型の組立手順を改善する
-
金型の保管には、安定しており、振動の少ない場所を選んでください
-
型がずれないよう、慎重に取り扱ってください
コアシフト
コアシフトとは、浮力や機械的不安定性により内部コアが所定の位置からずれる現象であり、その結果、内部形状が不正確になり、肉厚にばらつきが生じる。
原因
-
不適切なコアプリントのデザイン
-
コア支持が弱い、またはチャプレットが不十分
-
金属の圧力下でのコアの動き
-
金型閉合時の不適切な取り扱い
予防
-
安定性を高めるため、堅牢なコアプリントを設計する
-
適切な支えを用いて、コアをしっかりと固定してください
-
バインダーの操作を通じて体幹の筋力を高める
-
金型を閉じる前に、コアの位置を確認してください
ガス気孔率
ガス気孔率 金型材料を通って逃げられないガスが閉じ込められることで、内部または表面の空洞として現れる。
原因
-
砂型内の過剰な水分
-
砂の透水性が不十分
-
バインダーまたはコアからのガス放出
-
金型キャビティの通気不足
-
乱流による注ぎ込みで空気が混入する
予防
-
砂の含水率を管理・監視する
-
砂の透水性を高める
-
コアが適切に焼成または硬化されていることを確認してください
-
効果的かつ適切な換気システムを設計する
-
安定した層流の注ぎ口の流れを維持する
収縮不良
収縮欠陥とは、金属が凝固する際に収縮することで生じる空隙のことで、通常、肉厚の厚い部分や、十分な溶入が得られていない部分で発生します。

原因
-
ライザーの設計または配置の不備
-
方向性凝固不良
-
孤立した厚肉部または局所的な高温箇所
-
金属ヘッドの圧力が不足しています
予防
-
ライザーのサイズ、位置、および供給経路を最適化する
-
ライザー方向への方向性凝固を促進する
-
肉厚部分の冷却管理にはチリングを用いる
-
設計段階で、孤立した重量部を最小限に抑える
コールド・シャットとミスラン
コールドシャットやミスランは、溶融金属の流動性が失われ、金型キャビティが完全に充填される前に流れが止まった場合に発生します。

原因
-
低い注湯温度
-
金属の流動性が不十分
-
壁厚が極端に薄い箇所
-
長く、流れが制限される金属の流路
-
ゲートが塞がれている、または通気性が不十分
予防
-
流動性が十分になるよう、注ぎ込み温度を調整してください
-
ゲート配置を最適化し、流路距離を短縮する
-
壁の厚さが極端に薄くなるような変化は避ける
-
金型の排気機能を改善し、背圧を低減する
-
必要に応じて溶融金属の量を増やす
熱い涙とひび割れ
熱割れとは、金属が硬い鋳型によって収縮が妨げられた際に、凝固過程で生じる不規則な亀裂のことである。

原因
-
砂型による過度な機械的拘束
-
デザイン上の鋭角な部分や急激な断面の変化
-
金型の収縮性が低い
-
冷却速度のばらつき
予防
-
角に十分な半径を設けて、応力集中を低減する
-
有機添加剤を用いて金型の折り畳み性を向上させる
-
肉厚の急激な変化を最小限に抑える
-
温度低下が均一になるよう、冷却方法を調整する
スラグおよび酸化物介在物
これらの介在物は、鋳物内に閉じ込められた非金属不純物であり、多くの場合、溶湯管理の不備に起因するものである。

原因
-
溶融金属の除去(スキミング)が不十分
-
金型への乱流を伴う注湯
-
ゲートシステムのスラグトラップの設計が不十分である
-
汚れたお玉や注ぎ道具
予防
-
注ぐ前に、溶かし汁の表面の泡をしっかりとすくい取ってください
-
ゲーティングシステムのフィルターを活用する
-
お玉や調理器具が清潔で、あらかじめ温めておくこと
-
スラグを捕捉し、乱流を低減するランナーを設計する
寸法誤差
寸法不正確とは、指定された公差から外れた鋳造品を指し、これには歪んだ部品や位置がずれた形状が含まれます。

原因
-
パターン収縮率の誤り
-
打設中の型枠の膨張または変形
-
砂の締固めが不均一
-
熱処理による歪み
-
加工代数の不適切な設定
予防
-
パターンの寸法と収縮率を確認する
-
砂の締固め度合いを一定に保つ
-
加工代を明確に定義する
-
安定した検査基準点を使用する
-
設計段階で熱処理による歪みの発生可能性を評価する
結論
砂型鋳造における欠陥は、通常、砂の特性、鋳型の完全性、熱管理、および溶湯の品質が複雑に絡み合うことで生じます。綿密な工程管理と設計の最適化を通じてこれらの要因に対処することで、製造業者は手直し作業や不良率を大幅に低減し、後工程の機械加工におけるリスクを軽減できるため、高品質な部品の供給を確実にすることができます。
ミンヘ社との提携による信頼性の高い砂型鋳造
一貫して高品質を維持する 砂型鋳造 これには、単なる標準的なプロセス以上のもの――深い技術的専門知識と厳格な品質管理が求められます。複雑な設計上の課題に取り組んでいる場合や、生産歩留まりの最適化を目指している場合、Minheチームは初期の設計レビューから最終納品に至るまで、お客様のプロジェクトを全面的にサポートいたします。
ミンヘの技術力が、どのようにリスクの低減やお客様の精度要件の達成に貢献できるか、ご説明させていただきます。


