
Der Sandguss ist ein flexibles Fertigungsverfahren, das sich ideal für die Herstellung von Pumpengehäusen, Ventilkörpern, Maschinenfundamenten, Halterungen, Abdeckungen, Flanschen und komplexen Bauteilen in kleinen bis mittleren Stückzahlen eignet. Es eignet sich für eine breite Palette von Eisen- und Nichteisenlegierungen und bietet kostengünstige Lösungen für große, komplexe Bauteile.
Die Gussqualität wird jedoch in hohem Maße von den Sandeigenschaften, der Kernstabilität, der Ausrichtung der Gussform, der Gestaltung des Angusssystems, den Gießverfahren, der Reinheit der Schmelze, der Zuführung, der Entlüftung und den Abkühlgeschwindigkeiten beeinflusst. Die Berücksichtigung dieser Variablen ist unerlässlich, um Fehler zu minimieren, die Gussausbeute zu verbessern und die Funktionsfähigkeit sicherzustellen.
Sand Einschluss
Sand Einschlüsse entstehen, wenn Sandkörner oder Ablagerungen von der Formwand abgelöst und im Gussteil eingeschlossen werden.

Ursachen
-
Geringe Formfestigkeit oder unzureichende Sandverdichtung
-
In der Formkavität verbliebener loser Sand
-
Erosion der Formwand beim Gießen von Metall
-
Zu hohe Gießgeschwindigkeit
-
Mechanische Beschädigung des Formhohlraums
Prävention
-
Verbesserung der Sandfestigkeit und der Verdichtungseigenschaften
-
Reinigen Sie den Formhohlraum gründlich, bevor Sie die Form schließen.
-
Optimierung der Gating-Auslegung zur Verringerung von Metallturbulenzen und -geschwindigkeiten
-
Beschädigte Formteile reparieren
-
Eine geeignete Formbeschichtung auftragen
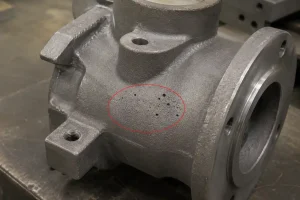
Metallpenetration, Einbrennen und raue Oberfläche
Diese Fehler treten auf, wenn geschmolzenes Metall in die Poren der Sandform eindringt oder mit der Oberfläche reagiert, was zu einer verschmolzenen, rauen und schwer zu reinigenden Gussoberfläche führt.

Ursachen
-
Körnung von grobem Sand
-
Geringe Feuerfestigkeit des Sandes
-
Unzureichende oder ungleichmäßige Beschichtung der Form
-
Zu hohe Gießtemperatur
-
Hoher metallostatischer Druck
Prävention
-
Wählen Sie eine geeignete Sandkorngröße aus
-
Tragen Sie eine geeignete, hochfeuerfeste Formbeschichtung auf
-
Stellen Sie sicher, dass die Beschichtung vollständig getrocknet ist, bevor Sie die Masse einfüllen.
-
Die Gießtemperatur innerhalb der Prozessgrenzen halten
-
Auslegung der Angusskanäle zur Verringerung des lokalen Metalldrucks
Formverschiebung und Formfehlanpassung
Ein Formversatz tritt auf, wenn die Ober- und Unterform nicht genau aufeinander ausgerichtet sind, was zu einer abgestuften oder versetzten Trennlinie führt.

Ursachen
-
Falsche Ausrichtung der Form während der Montage
-
Abgenutzte Passstifte oder Formführungen
-
Bewegungen beim Umgang mit Formen
-
Übermäßige Vibrationen während der Vorbereitung des Gießvorgangs
Prävention
-
Positionierstifte und Formverschlüsse regelmäßig überprüfen und warten
-
Verbesserung der Montageverfahren für Formen
-
Verwenden Sie zur Lagerung der Formen stabile, vibrationsgedämpfte Bereiche.
-
Gehen Sie vorsichtig mit den Formen um, um ein Verrutschen zu vermeiden
Kernverschiebung
Eine Kernverschiebung tritt auf, wenn sich der innere Kern aufgrund von Auftrieb oder mechanischer Instabilität aus seiner vorgesehenen Position verschiebt, was zu einer fehlerhaften inneren Geometrie und einer ungleichmäßigen Wandstärke führt.
Ursachen
-
Unzureichendes Design des Kerndrucks
-
Schwache Kernstütze oder unzureichende Chaplets
-
Bewegung des Kerns unter Metalldruck
-
Unsachgemäße Handhabung beim Schließen der Form
Prävention
-
Entwerfen Sie robuste Kernabdrücke für mehr Stabilität
-
Befestigen Sie die Kerne ordnungsgemäß mit geeigneten Halterungen.
-
Die Rumpfkraft durch Binder-Kontrolle verbessern
-
Überprüfen Sie die Position des Kerns, bevor Sie die Form schließen.
Gas Porosität
Gasporosität äußert sich in Form von inneren oder oberflächlichen Hohlräumen, die durch eingeschlossene Gase verursacht werden, die nicht durch das Formmaterial entweichen können.
Ursachen
-
Übermäßige Feuchtigkeit in der Sandform
-
Unzureichende Durchlässigkeit des Sandes
-
Gasfreisetzung aus Bindemitteln oder Kernen
-
Unzureichende Entlüftung des Formhohlraums
-
Turbulentes Gießen, das zur Lufteinschlussbildung führt
Prävention
-
Den Feuchtigkeitsgehalt des Sandes kontrollieren und überwachen
-
Verbesserung der Durchlässigkeit von Sand
-
Stellen Sie sicher, dass die Kerne ordnungsgemäß gebrannt oder ausgehärtet sind
-
Entwerfen Sie effektive und angemessene Entlüftungssysteme
-
Sorgen Sie für einen gleichmäßigen, laminaren Gießstrom
Schrumpfungsdefekte
Schrumpfungsfehler sind Hohlräume, die entstehen, wenn sich das Metall während der Erstarrung zusammenzieht; sie treten typischerweise in dicken Bereichen oder an Stellen auf, an denen die Zufuhr nicht ausreichend ist.

Ursachen
-
Unzureichende Auslegung oder Anordnung der Steigleitungen
-
Schlechte gerichtete Erstarrung
-
Vereinzelte Bereiche mit hoher Belastung oder lokale Hotspots
-
Unzureichender Druck im Metallkopf
Prävention
-
Größe, Position und Zuführweg des Steigrohrs optimieren
-
Die gerichtete Erstarrung in Richtung des Angusses fördern
-
Nutzen Sie Kühlrippen zur Wärmeableitung in dicken Abschnitten
-
Isolierte schwere Abschnitte bereits in der Entwurfsphase minimieren
Kaltverschluss und Fehlgang
Kaltverschlüsse und Fehlgüsse treten auf, wenn die Schmelze an Fließfähigkeit verliert und nicht mehr weiterfließt, bevor der Formhohlraum vollständig gefüllt ist.

Ursachen
-
Niedrige Gießtemperatur
-
Unzureichende Metallfließfähigkeit
-
Übermäßig dünne Wandstärken
-
Lange, einengende Metallflusswege
-
Verstopfte Lüftungsöffnungen oder unzureichende Belüftung
Prävention
-
Passen Sie die Gießtemperatur an, um eine ausreichende Fließfähigkeit zu gewährleisten
-
Das Gating-Layout optimieren, um die Strömungsstrecke zu verkürzen
-
Vermeiden Sie Übergänge mit zu dünnen Wänden
-
Die Entlüftung der Form verbessern, um den Gegendruck zu verringern
-
Erhöhen Sie die Menge an geschmolzenem Metall, wo dies erforderlich ist
Heiße Tränen und Risse
Heiße Risse sind unregelmäßige Brüche, die während der Erstarrung entstehen, wenn das Metall durch die starre Form daran gehindert wird, sich zusammenzuziehen.

Ursachen
-
Übermäßige mechanische Beanspruchung durch die Sandform
-
Scharfe Ecken oder abrupte Querschnittsänderungen im Entwurf
-
Geringe Verformbarkeit der Form
-
Ungleichmäßige Abkühlungsgeschwindigkeiten
Prävention
-
Runden Sie die Ecken großzügig ab, um Spannungskonzentrationen zu verringern.
-
Verbesserung der Zusammenklappbarkeit von Formen durch organische Additive
-
Abrupte Änderungen der Wandstärke minimieren
-
Die Kühlmaßnahmen anpassen, um eine gleichmäßige Temperatursenkung zu gewährleisten
Schlacke- und Oxideinschlüsse
Bei diesen Einschlüssen handelt es sich um nichtmetallische Verunreinigungen, die im Gussteil eingeschlossen sind und häufig auf eine mangelhafte Schmelzführung zurückzuführen sind.

Ursachen
-
Unzureichende Reinigung der Metallschmelze (Abschöpfen)
-
Turbulentes Einfüllen in die Form
-
Unzureichende Auslegung des Schlackeabscheiders im Angusssystem
-
Verschmutzte Schöpflöffel oder Gießwerkzeuge
Prävention
-
Die geschmolzene Masse vor dem Eingießen gründlich abschöpfen
-
Filter im Gating-System nutzen
-
Stellen Sie sicher, dass die Schöpflöffel und Werkzeuge sauber und vorgewärmt sind
-
Konstruktionselemente zur Schlackeaufnahme und zur Verringerung von Turbulenzen
Maßabweichung
Unter Maßabweichungen versteht man Gussteile, die von den vorgegebenen Toleranzen abweichen, darunter verzogene Teile oder verschobene Merkmale.

Ursachen
-
Falsche Einlage für den Schrumpf des Schnittmusters
-
Ausdehnung oder Verformung der Form während des Gießvorgangs
-
Uneinheitliche Sandverdichtung
-
Verformung durch Wärmebehandlung
-
Falsche Planung der Bearbeitungszugaben
Prävention
-
Maße des Schnittmusters und Schrumpfungsfaktoren überprüfen
-
Einheitliche Sandverdichtungsgrade sicherstellen
-
Bearbeitungszugaben klar definieren
-
Verwenden Sie stabile Bezugspunkte für die Prüfung
-
Mögliche Verformungen durch Wärmebehandlung bereits in der Konstruktionsphase berücksichtigen
Schlussfolgerung
Fehler beim Sandguss entstehen in der Regel durch das komplexe Zusammenspiel von Sandeigenschaften, Formintegrität, Wärmemanagement und Schmelzqualität. Indem Hersteller diese Variablen durch sorgfältige Prozesskontrolle und Konstruktionsoptimierung berücksichtigen, können sie Nacharbeiten, Ausschussquoten und Risiken bei der nachgelagerten Bearbeitung erheblich reduzieren und so die Lieferung hochwertiger Bauteile sicherstellen.
Partnerschaft mit Minhe für zuverlässigen Sandguss
Durchgehend hohe Qualität erzielen Sandgussteile erfordert mehr als nur Standardprozesse – es erfordert fundiertes technisches Fachwissen und ein strenges Qualitätsmanagement. Ganz gleich, ob Sie komplexe konstruktive Herausforderungen bewältigen müssen oder Ihre Produktionsausbeute optimieren möchten: Das Minhe-Team steht bereit, Ihr Projekt von der ersten Konstruktionsprüfung bis zur endgültigen Auslieferung zu begleiten.
Lassen Sie uns gemeinsam erörtern, wie die technischen Kompetenzen von Minhe Ihnen dabei helfen können, Risiken zu minimieren und Ihre Präzisionsanforderungen zu erfüllen.


