
Le moulage au sable est un procédé de fabrication polyvalent, idéal pour la production de corps de pompe, de corps de vanne, de socles de machine, de supports, de couvercles, de brides et de pièces complexes en petites et moyennes séries. Il permet de travailler avec une large gamme d'alliages ferreux et non ferreux, offrant ainsi des solutions économiques pour les composants de grande taille et de conception complexe.
Cependant, la qualité de la pièce moulée dépend fortement des propriétés du sable, de la stabilité des noyaux, de l'alignement des moules, de la conception des canaux de coulée, des techniques de coulée, de la propreté de la masse fondue, de l'alimentation, de la ventilation et des vitesses de refroidissement. Il est essentiel de prendre en compte ces variables pour réduire au minimum les défauts, améliorer le rendement de coulée et garantir l'intégrité fonctionnelle.
Inclusion de sable
On parle d'inclusion de sable lorsque des grains de sable ou des débris provenant de la paroi du moule se détachent et se retrouvent piégés dans la pièce moulée.

Causes
-
Faible résistance du moule ou compactage insuffisant du sable
-
Sable en vrac restant dans la cavité du moule
-
Érosion des parois du moule lors de la coulée de métal
-
Vitesse de coulée excessive
-
Dommages mécaniques à la cavité du moule
Prévention
-
Améliorer la résistance du sable et l'uniformité du compactage
-
Nettoyez soigneusement la cavité du moule avant de la fermer
-
Optimiser la conception des canaux d'injection afin de réduire la turbulence et la vitesse du métal
-
Réparer les sections de moule endommagées
-
Appliquer un revêtement adapté au moule
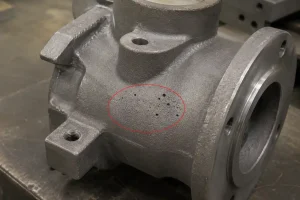
Pénétration dans le métal, brûlure et surface rugueuse
Ces défauts apparaissent lorsque le métal en fusion pénètre dans les pores du moule en sable ou réagit avec la surface, ce qui donne une surface de moulage collante, rugueuse et difficile à nettoyer.

Causes
-
Granulométrie du sable grossier
-
Faible résistance au feu du sable
-
Revêtement du moule insuffisant ou irrégulier
-
Température de coulée trop élevée
-
Pression métallostatique élevée
Prévention
-
Choisissez une granulométrie de sable adaptée
-
Appliquer un revêtement de moule adapté et hautement réfractaire
-
Assurez-vous que le revêtement soit complètement sec avant de couler
-
Maintenir la température de coulée dans les limites du processus
-
Concevoir un système de distribution pour réduire la pression locale du métal
Décalage et inadéquation des moules
On parle de décalage du moule lorsque les parties supérieure et inférieure du moule ne s'alignent pas correctement, ce qui entraîne une ligne de joint en gradins ou mal alignée.

Causes
-
Mauvais alignement du moule lors de l'assemblage
-
Goupilles de positionnement ou guides de moule usés
-
Mouvements lors de la manipulation des moules
-
Vibrations excessives pendant la préparation du coulage
Prévention
-
Inspectez et entretenez régulièrement les goupilles de positionnement et les verrous des moules
-
Améliorer les procédures d'assemblage des moules
-
Utilisez des emplacements stables et protégés des vibrations pour le stockage des moules
-
Manipulez les moules avec précaution pour éviter qu'ils ne se déplacent
Changement de cœur
On parle de décalage du noyau lorsque celui-ci se déplace de sa position prévue en raison de la poussée d'Archimède ou d'une instabilité mécanique, ce qui entraîne une géométrie interne incorrecte et une épaisseur de paroi inégale.
Causes
-
Conception insuffisante de l'impression de base
-
Un soutien central insuffisant ou un nombre insuffisant de chapelets
-
Mouvement du noyau sous l'effet de la pression du métal
-
Mauvaise manipulation lors de la fermeture du moule
Prévention
-
Concevoir des structures internes robustes pour une meilleure stabilité
-
Fixez correctement les noyaux à l'aide de supports adaptés
-
Renforcer les muscles du tronc grâce au contrôle du cahier
-
Vérifiez la position du noyau avant de fermer le moule
Porosité du gaz
Porosité du gaz se traduit par des vides internes ou superficiels causés par des gaz emprisonnés qui ne peuvent s'échapper à travers le matériau du moule.
Causes
-
Teneur en humidité excessive dans le moule en sable
-
Perméabilité insuffisante du sable
-
Dégagement de gaz provenant des liants ou des noyaux
-
Ventilation insuffisante de la cavité du moule
-
Un coulage turbulent provoquant l'incorporation d'air
Prévention
-
Contrôler et surveiller la teneur en humidité du sable
-
Améliorer la perméabilité du sable
-
Assurez-vous que les noyaux sont bien cuits ou durcis
-
Concevoir des systèmes de ventilation efficaces et adaptés
-
Maintenir un flux de coulée régulier et laminaire
Défauts de rétraction
Les défauts de retrait sont des vides qui se forment lorsque le métal se contracte pendant la solidification ; ils apparaissent généralement dans les sections épaisses ou aux endroits surchauffés qui ne reçoivent pas un apport de métal suffisant.

Causes
-
Conception ou emplacement inadéquat des colonnes montantes
-
Solidification non directionnelle
-
Zones de forte intensité isolées ou points chauds localisés
-
Pression insuffisante au niveau de la tête métallique
Prévention
-
Optimiser la taille, l'emplacement et le parcours d'alimentation des colonnes montantes
-
Favoriser la solidification directionnelle vers la cheminée
-
Utiliser des canaux de refroidissement pour réguler le refroidissement dans les sections épaisses
-
Réduire au minimum les sections lourdes isolées dès la phase de conception
Arrêt à froid et défaut de tirage
Les défauts de coulée et les défauts de remplissage surviennent lorsque le métal en fusion perd de sa fluidité et cesse de s'écouler avant que la cavité du moule ne soit entièrement remplie.

Causes
-
Faible température de coulée
-
Fluidité insuffisante du métal
-
Parois excessivement minces
-
Longs circuits de circulation du métal à section réduite
-
Portes bloquées ou ventilation insuffisante
Prévention
-
Ajustez la température de coulée pour garantir une fluidité suffisante
-
Optimiser la disposition des canaux d'injection afin de réduire la distance d'écoulement
-
Évitez les transitions avec des parois trop fines
-
Améliorer la ventilation du moule afin de réduire la contre-pression
-
Augmenter la quantité de métal en fusion si nécessaire
Larmes brûlantes et fissures
Les fissures à chaud sont des fractures irrégulières qui se produisent pendant la solidification, lorsque le moule rigide empêche le métal de se contracter.

Causes
-
Contrainte mécanique excessive exercée par le moule en sable
-
Angles vifs ou changements brusques de profil dans la conception
-
Faible compressibilité du moule
-
Vitesses de refroidissement inégales
Prévention
-
Prévoyez des rayons généreux aux angles afin de réduire les concentrations de contraintes
-
Améliorer la compressibilité des moules grâce à des additifs organiques
-
Réduire au minimum les variations brusques d'épaisseur de paroi
-
Adapter les méthodes de refroidissement afin d'assurer une baisse uniforme de la température
Inclusions de scories et d'oxydes
Ces inclusions sont des contaminants non métalliques piégés dans la pièce moulée, souvent dus à une mauvaise gestion de la coulée.

Causes
-
Nettoyage insuffisant du métal en fusion (écumage)
-
Coulée turbulente dans le moule
-
Conception inadéquate du piège à scories dans le système de coulée
-
Louches ou ustensiles de service sales
Prévention
-
Écumez soigneusement la préparation avant de la verser
-
Utiliser les filtres du système de commande
-
Veillez à ce que les louches et les ustensiles soient propres et préchauffés
-
Concevoir des canaux pour retenir les scories et réduire les turbulences
Erreur dimensionnelle
On parle d'imprécision dimensionnelle lorsque les pièces moulées ne respectent pas les tolérances spécifiées, ce qui inclut les pièces déformées ou les éléments décalés.

Causes
-
Marge de rétrécissement incorrecte
-
Expansion ou déformation du moule pendant la coulée
-
Compactage irrégulier du sable
-
Déformation due au traitement thermique
-
Une mauvaise planification des surépaisseurs d'usinage
Prévention
-
Vérifier les dimensions du patron et les coefficients de rétrécissement
-
Maintenir des niveaux de compactage du sable homogènes
-
Définir clairement les surépaisseurs d'usinage
-
Utilisez des repères d'inspection stables
-
Évaluer les risques de déformation liés au traitement thermique dès la phase de conception
Conclusion
Les défauts liés au moulage au sable résultent généralement de l'interaction complexe entre les propriétés du sable, l'intégrité du moule, la gestion thermique et la qualité de la masse fondue. En tenant compte de ces variables grâce à un contrôle rigoureux des processus et à l'optimisation de la conception, les fabricants peuvent réduire considérablement les retouches, les taux de rebut et les risques liés à l'usinage en aval, garantissant ainsi la livraison de composants de haute qualité.
Collaborer avec Minhe pour un moulage au sable fiable
Offrir systématiquement un niveau de qualité élevé pièces moulées au sable Cela nécessite bien plus que de simples processus standard : cela exige une expertise technique approfondie et une gestion rigoureuse de la qualité. Que vous soyez confronté à des défis de conception complexes ou que vous cherchiez à optimiser votre rendement de production, l'équipe Minhe est prête à vous accompagner tout au long de votre projet, de la revue initiale de la conception à la livraison finale.
Voyons comment les compétences techniques de Minhe peuvent vous aider à réduire les risques et à répondre à vos exigences en matière de précision.


