
Литье в песчаные формы — это гибкий производственный процесс, идеально подходящий для изготовления корпусов насосов, корпусов клапанов, станин станков, кронштейнов, крышек, фланцев и сложных деталей небольшими и средними партиями. Этот метод позволяет работать с широким спектром черных и цветных сплавов, обеспечивая экономически эффективные решения для изготовления крупных и сложных деталей.
Однако на качество литья в значительной степени влияют такие факторы, как свойства песка, устойчивость стержней, выравнивание форм, конструкция литниковой системы, методы заливки, чистота расплава, подача расплава, вентиляция и скорость охлаждения. Учет этих факторов имеет решающее значение для минимизации дефектов, повышения выхода готовой продукции и обеспечения эксплуатационной целостности изделий.
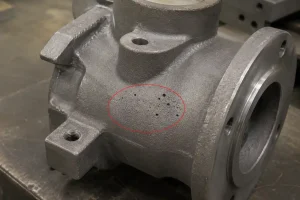
Включение песка
Песчаные включения возникают, когда песчинки или частицы от стенок формы отрываются и попадают в отливку.

Причины
-
Недостаточная прочность формы или плохое уплотнение песка
-
Сыпучий песок, оставшийся в полости формы
-
Эрозия стенок формы при литье металла
-
Слишком высокая скорость заливки
-
Механическое повреждение полости пресс-формы
Профилактика
-
Повысить прочность песка и стабильность уплотнения
-
Перед закрытием тщательно очистите полость формы
-
Оптимизировать конструкцию литниковых каналов для снижения турбулентности и скорости потока металла
-
Ремонт поврежденных участков формы
-
Нанесите подходящее покрытие на форму
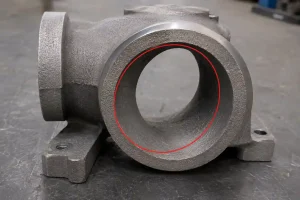
Проникновение металла, пригарание и шероховатая поверхность
Эти дефекты возникают, когда расплавленный металл проникает в поры песчаной формы или вступает в реакцию с ее поверхностью, в результате чего поверхность отливки становится прилипшей, шероховатой и трудно очищаемой.

Причины
-
Размер зерен крупного песка
-
Низкая огнеупорность песка
-
Недостаточное или неравномерное покрытие формы
-
Слишком высокая температура заливки
-
Высокое металлостатическое давление
Профилактика
-
Выберите песок с подходящим размером зерен
-
Нанесите подходящее покрытие для форм с высокой огнеупорностью
-
Перед заливкой убедитесь, что покрытие полностью высохло
-
Удерживать температуру разлива в пределах технологических норм
-
Разработать систему литниковых каналов для снижения локального давления металла
Сдвиг и несовпадение форм
Смещение формы возникает, когда верхняя и нижняя части формы не совпадают точно, что приводит к появлению ступенчатой или смещенной линии разъема.

Причины
-
Неправильное выравнивание пресс-формы при сборке
-
Изношенные установочные штифты или направляющие коробки
-
Перемещение при работе с формами
-
Чрезмерная вибрация во время подготовки к заливке
Профилактика
-
Регулярно проверяйте и обслуживайте установочные штифты и фиксаторы коробки
-
Усовершенствовать процедуры сборки пресс-форм
-
Для хранения форм следует использовать устойчивые, защищенные от вибрации места
-
Обращайтесь с формами осторожно, чтобы они не сместились
Сдвиг ядра
Смещение сердечника происходит, когда внутренний сердечник смещается со своего заданного положения под действием плавучести или вследствие механической нестабильности, что приводит к нарушению внутренней геометрии и неравномерной толщине стенок.
Причины
-
Несовершенный дизайн основного оттиска
-
Недостаточная опора центральной части или недостаточное количество звеньев
-
Перемещение сердечника под давлением металла
-
Неправильное обращение при закрытии пресс-формы
Профилактика
-
Разработайте прочные основные оттиски для обеспечения большей устойчивости
-
Надежно закрепите ядра с помощью соответствующих опор
-
Укрепите мышцы кора с помощью упражнений на удержание
-
Перед закрытием пресс-формы проверьте положение заготовки
Газовая пористость
Газовая пористость проявляется в виде внутренних или поверхностных пустот, возникающих из-за скопления газов, которые не могут выйти через материал формы.
Причины
-
Чрезмерная влажность песчаной формы
-
Недостаточная проницаемость песка
-
Выделение газа из вяжущих или сердечников
-
Недостаточная вентиляция полости формы
-
Турбулентная заливка, приводящая к попаданию воздуха
Профилактика
-
Контролировать и отслеживать влажность песка
-
Повысить проницаемость песка
-
Убедитесь, что сердечники должным образом пропечены или отверждены
-
Разрабатывать эффективные и надлежащие системы вентиляции
-
Обеспечьте ровную ламинарную струю при заливке
Дефекты усадки
Дефекты усадки — это пустоты, образующиеся в результате усадки металла при затвердевании; как правило, они возникают в толстых участках или в местах перегрева, где не обеспечивается достаточная подача металла.

Причины
-
Неправильная конструкция или расположение стояков
-
Неравномерное направлено-кристаллизация
-
Отдельные участки с повышенной нагрузкой или локальные зоны повышенной температуры
-
Недостаточное давление в головке блока цилиндров
Профилактика
-
Оптимизировать размеры, расположение и траекторию подачи подъемника
-
Стимулировать направленное затвердевание в сторону литникового канала
-
Используйте охлаждающие элементы для регулирования охлаждения в толстых участках
-
На этапе проектирования следует свести к минимуму количество отдельных массивных участков
Холодный замыкание и сбой
Холодные заусенцы и дефекты литья возникают, когда расплавленный металл теряет текучесть и перестает течь до полного заполнения полости формы.

Причины
-
Низкая температура разливки
-
Недостаточная текучесть металла
-
Слишком тонкие участки стенок
-
Длинные, ограничивающие металлические каналы
-
Заблокированные заслонки или недостаточная вентиляция
Профилактика
-
Отрегулируйте температуру заливки, чтобы обеспечить необходимую текучесть
-
Оптимизировать схему впускных каналов для сокращения расстояния потока
-
Следует избегать переходов со слишком тонкими стенками
-
Улучшить вентиляцию пресс-формы для снижения противодавления
-
При необходимости увеличьте объем расплавленного металла
Горячие слёзы и трещины
«Горячие трещины» — это неравномерные трещины, возникающие в процессе затвердевания, когда металл не может сжиматься из-за ограничения, создаваемого жесткой формой.

Причины
-
Чрезмерное механическое сжатие со стороны песчаной формы
-
Острые углы или резкие переходы в конструкции
-
Плохая сжимаемость формы
-
Неравномерные скорости охлаждения
Профилактика
-
Сделайте углы с большим радиусом, чтобы уменьшить концентрацию напряжений
-
Повышение сжимаемости пресс-формы с помощью органических добавок
-
Свести к минимуму резкие изменения толщины стенок
-
Скорректируйте методы охлаждения, чтобы обеспечить равномерное понижение температуры
Включения шлака и оксидов
Эти включения представляют собой неметаллические примеси, попавшие в отливку, что зачастую является следствием ненадлежащего контроля за процессом плавки.

Причины
-
Недостаточная очистка расплавленного металла (снимание пены)
-
Заливка в форму с турбулентным потоком
-
Несовершенная конструкция шлакоуловителя в системе литниковой разводки
-
Грязные ковши или разливочные приспособления
Профилактика
-
Перед розливом тщательно снимите пену с расплава
-
Используйте фильтры в системе управления
-
Убедитесь, что ковши и инструменты чистые и предварительно нагреты
-
Разработать направляющие для улавливания шлака и снижения турбулентности
Неточность размеров
Под неточностью размеров понимаются отливки, которые выходят за пределы установленных допусков, в том числе детали с деформацией или смещением элементов.

Причины
-
Неправильный припуск на усадку
-
Расширение или деформация формы во время заливки
-
Неравномерное уплотнение песка
-
Деформация в результате термообработки
-
Неправильное планирование припусков на обработку
Профилактика
-
Проверить размеры выкройки и коэффициенты усадки
-
Обеспечивать постоянный уровень уплотнения песка
-
Чётко определить припуски на обработку
-
Используйте стабильные базовая координаты
-
Оценить вероятность деформации в результате термообработки на этапе проектирования
Заключение
Дефекты при литье в песчаные формы, как правило, возникают в результате сложного взаимодействия таких факторов, как свойства песка, целостность формы, управление тепловым режимом и качество расплава. Учитывая эти факторы посредством тщательного контроля технологического процесса и оптимизации конструкции, производители могут значительно сократить объем доработок, процент брака и риски, связанные с последующей механической обработкой, обеспечив поставку высококачественных деталей.
Сотрудничество с компанией Minhe для обеспечения надежного литья в песчаные формы
Постоянное обеспечение высокого качества изделия, отлитые в песчаные формы требует не только стандартных технологических процессов, но и глубоких инженерных знаний, а также тщательного контроля качества. Если вы сталкиваетесь со сложными задачами проектирования или стремитесь оптимизировать производительность, команда Minhe готова оказать поддержку вашему проекту на всех этапах — от первоначального анализа проекта до окончательной поставки.
Давайте обсудим, как технические возможности компании Minhe могут помочь вам снизить риски и обеспечить требуемую точность.


