
La fundición en arena verde es una de las técnicas más utilizadas métodos de fundición en arena en la producción industrial. Se utiliza habitualmente para el hierro dúctil, el hierro gris y muchos otros materiales convencionales piezas de fundición industrial donde el coste, la velocidad de producción y la flexibilidad en cuanto al tamaño son factores importantes.
Para los equipos de ingeniería y aprovisionamiento, entender cómo funciona la fundición en arena en verde ayuda en la selección práctica del proceso. No siempre es el mejor camino para todas las piezas, pero para muchos proyectos de fundición de hierro sigue siendo una opción fiable y rentable.
¿Qué es la fundición en arena verde?
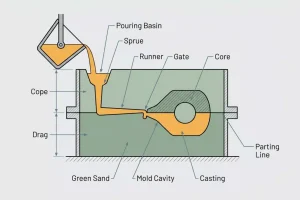
La fundición en arena verde es un proceso de fundición que utiliza una mezcla de arena húmeda, normalmente aglomerada con arcilla, para formar la cavidad del molde antes de verter en ella el metal fundido.
La palabra verde no se refiere al color de la arena. En la terminología de la fundición, significa que el molde aún está húmedo, sin curar, cuando se vierte el metal. En otras palabras, el molde no se cuece en seco y no depende del curado químico para ganar resistencia.
Este proceso está muy extendido porque ofrece un equilibrio práctico entre el coste del molde, la eficacia de la producción y la flexibilidad del tamaño de las piezas. Es especialmente común en la producción de fundición de hierro, donde el proceso está maduro y bien respaldado por sistemas de fundición establecidos.
Origen de la fundición en arena verde
La fundición en arena verde no es un método de fabricación nuevo. Las primeras fundiciones ya utilizaban mezclas de arena, arcilla y agua para formar moldes, y el principio básico se ha mantenido en uso durante mucho tiempo.
Lo que ha cambiado con el tiempo no es el concepto central, sino el nivel de control del proceso. Las fundiciones modernas de arena verde cuentan ahora con líneas de moldeo automatizadas, pruebas de arena, sistemas de recuperación y un control más estricto del proceso. Como resultado, la fundición en arena verde ha pasado de ser un método tradicional de taller a un proceso industrial escalable apto para la producción de volúmenes medios y altos.
Su larga historia no lo hace obsoleto. Por el contrario, demuestra que el proceso sigue ofreciendo un valor real en aplicaciones en las que el coste, la productividad y el rendimiento estructural son más importantes que los detalles ultrafinos.
¿De qué está hecha la arena verde?
El rendimiento de la arena verde depende en gran medida de la composición del sistema de moldeo y de la constancia con que se controle. Un sistema típico de arena verde suele incluir los siguientes elementos:
- Arena de sílice
La arena de sílice sirve de base refractaria principal del molde. Proporciona la estructura a granel y ayuda al molde a soportar la temperatura del metal fundido. - Arcilla bentonítica
La arcilla bentonita actúa como aglutinante primario. Cuando se activa con el agua, ayuda a que los granos de arena se unan y mantengan la forma de la cavidad del molde. - Agua
El agua activa la arcilla y afecta a la plasticidad del molde, la compactabilidad, la resistencia y la permeabilidad. El control de la humedad es uno de los aspectos más importantes de la gestión de la arena verde. - Aditivos
Pueden utilizarse aditivos como el carbón marino para mejorar el acabado superficial, reducir la penetración del metal y ayudar a controlar determinados comportamientos del molde durante el vertido.
En la práctica, la arena verde no es sólo arena más agua. Es un sistema de moldeo controlado. Las variaciones en la humedad, el contenido de arcilla, la compactabilidad y la proporción de arena recuperada pueden influir en la calidad final de la colada.
Cómo funciona la fundición en arena verde
La fundición en arena verde es un proceso maduro, pero la calidad de la fundición depende no sólo de que exista cada paso, sino de lo bien que se controle cada uno de ellos. En entornos de producción, la calidad del patrón, la compactación del molde, la colocación del núcleo y la consistencia del vaciado afectan al resultado final. El flujo de trabajo básico suele incluir las siguientes etapas.
Preparación del patrón
En primer lugar, se genera un patrón a partir de la geometría de la pieza, margen de contracción, y las necesidades del proceso. Dependiendo del volumen de producción y de los requisitos de precisión, el patrón puede fabricarse en madera, plástico o metal.
Formación de moho
La arena verde se compacta alrededor del patrón dentro de la mufla para formar la capa y el arrastre. La calidad de la compactación del molde afecta directamente a la estabilidad de la cavidad, la consistencia dimensional y el estado de la superficie.
Colocación del núcleo
Si la pieza requiere cavidades o pasajes internos, se insertan en el molde núcleos prefabricados. La colocación del núcleo es importante porque afecta a la geometría interna y a la precisión estructural.
Montaje de moldes
El cope y el arrastre se alinean y se cierran para completar el sistema del molde. En esta fase, la cavidad, el sistema de compuertas y las bandas funcionan juntos como un molde integrado.
Verter
El metal fundido se vierte en el sistema de inyección y llena la cavidad del molde. La temperatura de vertido, la velocidad de vertido y el comportamiento de flujo del metal influyen en la calidad final de la fundición.
Enfriamiento y sacudida
Tras la solidificación, se rompe el molde y se retira la pieza fundida. El tiempo de enfriamiento depende del tamaño de la pieza, el grosor de la pared y el sistema de aleación.
Limpieza y acabado
Se eliminan las compuertas, las bandas y la arena adherida. En función de los requisitos de la pieza, la fundición puede someterse a operaciones de granallado, rectificado o mecanizado posterior.
¿Qué tipos de arena se utilizan en la fundición en arena?
La fundición en arena puede utilizar varios sistemas de arena diferentes en lugar de un solo tipo de arena. La elección exacta depende de la resistencia del molde, el tipo de aglutinante, los requisitos dimensionales, el volumen de producción y la complejidad de la fundición. En la práctica de la fundición, las opciones más comunes son la arena verde, la arena seca, la arena de resina y la arena sin cocer. Entre ellas, la arena verde es el sistema más utilizado para la producción general.
Arena verde
La arena verde es la arena de moldeo estándar utilizada en muchas fundiciones. Suele estar hecha de arena de sílice mezclada con arcilla bentonita y agua. Este sistema de arena húmeda se valora por su bajo coste, su reutilización y su rápido ciclo de moldeo, lo que la hace adecuada para la producción de volúmenes medios y altos.
Arena seca
La arena seca utiliza una base de arena similar, pero el molde se seca después de darle forma para mejorar la resistencia y la estabilidad térmica. Este tipo es menos habitual en la producción de alta velocidad, pero puede ser útil cuando el molde necesita mayor resistencia al calor y a la deformación durante el vertido.
Arena de resina
La arena de resina utiliza aglutinantes químicos en lugar de un sistema de arcilla y agua. En comparación con la arena verde, suele proporcionar una mayor resistencia del molde, mejor precisión dimensional y una superficie de cavidad más limpia. Suele utilizarse para piezas de fundición más complejas, machos o aplicaciones que requieren un control de calidad más estricto.
Arena sin hornear
La arena no horneable es un sistema de arena químicamente aglomerada que se endurece a temperatura ambiente sin necesidad de secado en horno. Se suele utilizar para grandes piezas de fundición, producciones cortas y moldes que necesitan una buena rigidez sin depender de la arcilla ligada a la humedad.
Por qué la arena verde no es lo mismo que toda la arena de moldeo
Para este artículo, el punto clave es que la fundición en arena en verde se basa en un sistema de moldeo con arcilla húmeda, mientras que la fundición en arena, como categoría más amplia, incluye otros métodos de moldeo. En otras palabras, toda la fundición en arena verde pertenece a la fundición en arena, pero no toda la fundición en arena es fundición en arena verde.
Ventajas de la fundición en arena verde
La fundición en arena verde sigue siendo ampliamente utilizada no porque sea líder en todas las métricas, sino porque ofrece un equilibrio práctico entre coste, velocidad, flexibilidad de tamaño y capacidad de producción. Para muchos proyectos de fundición de hierro, ese equilibrio tiene un claro valor de fabricación.
- Coste relativamente bajo de herramientas y materiales
Los sistemas de arena verde utilizan materias primas ampliamente disponibles y la configuración de moldeo es relativamente madura. Para proyectos de volumen medio y alto, esto suele ayudar a controlar la inversión inicial y el coste por pieza. - Alta eficiencia de producción
Dado que los moldes no requieren largos ciclos de horneado ni curado químico, el moldeo en arena en verde suele permitir operaciones de moldeo más rápidas. Esta ventaja se acentúa cuando se utilizan líneas de moldeo automatizadas. - Gran flexibilidad en el tamaño de las piezas
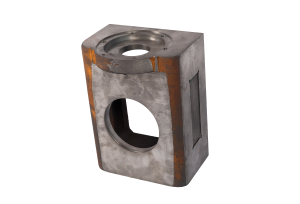
La arena verde puede utilizarse para una amplia gama de tamaños de piezas de fundición, desde pequeños soportes y carcasas hasta grandes bases de máquinas y piezas estructurales en forma de caja. - Un buen ajuste para las fundiciones ferrosas
La arena verde es especialmente común en la producción de hierro gris y hierro dúctil. Para muchas piezas ferrosas que requieren un equilibrio entre resistencia, coste y rendimiento de fabricación, es una opción de proceso práctica. - Sistema de producción maduro
En comparación con algunas rutas de mayor precisión pero más complejas, la arena verde se beneficia de equipos, sistemas de materiales y conocimientos técnicos de fundición bien establecidos. Esa madurez es una de las razones por las que sigue siendo competitiva.
Limitaciones de la fundición en verde
La fundición en arena en verde no es una solución universal para todas las piezas. Aunque ofrece ventajas significativas en cuanto a costes y productividad, también tiene límites claros en cuanto a capacidad dimensional, estado de la superficie y adaptabilidad geométrica. Estos límites deben tenerse en cuenta al seleccionar el proceso.
- La precisión dimensional suele ser inferior a la de los métodos de fundición de alta precisión
Dado que el propio molde tiene cierta flexibilidad, la consistencia dimensional suele ser inferior a la de los procesos de fundición por inversión, fundición a presión o molde permanente rígido. Las características críticas suelen requerir un margen de mecanizado. - El acabado superficial tiene límites prácticos
El estado de la superficie de la pieza fundida depende del tamaño del grano de arena y de la calidad del molde. Aunque la arena más fina y los aditivos pueden mejorar el resultado, las superficies fundidas suelen necesitar un acabado secundario o mecanizado en función de los requisitos de la pieza. - Las paredes delgadas y los elementos muy complejos pueden ser un reto
Las paredes muy finas, las ranuras estrechas y los detalles intrincados pueden ser más difíciles de rellenar y estabilizar en moldes de arena verde. La idoneidad debe juzgarse en función de la geometría real y el comportamiento de la aleación. - El proceso depende de un buen control de la arena
La fundición en arena verde puede parecer sencilla, pero una producción estable requiere disciplina. Las variaciones de humedad, los cambios en la proporción de arena recuperada y una permeabilidad insuficiente pueden aumentar el riesgo de defectos.
Relación entre la fundición en arena verde y la fundición en arena
En la práctica, fundición en arena y fundición en arena verde se utilizan a menudo en la conversación, pero no son términos paralelos.
- Fundición en arena es la categoría más amplia y se refiere a los métodos de fundición que utilizan arena como medio de moldeo.
- Fundición en arena verde es una vía específica dentro de la fundición en arena, definida por su sistema de molde húmedo de arcilla aglomerada.
- Otras rutas basadas en la arena incluyen la arena de resina, la arena sin cocción, el moldeo en cáscara y procesos similares con diferentes sistemas de aglutinante y curado.
Por lo tanto, en términos de ingeniería, la verdadera decisión no suele ser la fundición en arena frente a la fundición en arena verde. La pregunta más útil es si la arena verde es la ruta de moldeo adecuada en comparación con los sistemas de arena aglomerada con resina, de concha o de otro tipo.
Aplicaciones típicas
| Categoría de aplicación | Piezas típicas | Por qué encaja |
|---|---|---|
| Componentes de bombas y válvulas | Cuerpos de bombas, cuerpos de válvulas, bridas, impulsores | La resistencia estructural es importante, y se pueden crear pasos internos con núcleos |
| Carcasas de transmisión | Carcasas de cajas de cambios, cajas de engranajes, carcasas de rodamientos | Adecuado para carcasas ferrosas medianas y grandes con necesidades equilibradas de coste y producción |
| Estructuras de equipos industriales | Bases de máquinas, cajas, soportes, contrapesos | Amplia gama de tamaños y adecuada para piezas de fundición estructurales portantes |
| Piezas de maquinaria agrícola y de construcción | Cubos, ganchos, carcasas, elementos estructurales | Los proyectos suelen requerir una buena solidez, control de costes y una entrega estable |
| Fundiciones para infraestructuras municipales | Tapas de alcantarilla, accesorios de tuberías, bocas de incendios | La demanda suele ser estable, y la durabilidad importa |
Una característica común a todas estas aplicaciones es la necesidad de equilibrar el rendimiento estructural, la consistencia de la fabricación y el coste por pieza.
Coste y recuperación de arena
Una ventaja práctica de los sistemas de arena verde es su capacidad para apoyar la reutilización de la arena. Las fundiciones modernas suelen enfriar, cribar, reacondicionar y reutilizar la arena usada para reducir el consumo de materias primas y la manipulación de residuos.
Esto no significa que el sistema funcione sin reposición. En la producción real, sigue siendo necesario añadir arena, arcilla y agua frescas en cantidades controladas para mantener la estabilidad del proceso. Sin embargo, en proyectos de medio y gran volumen, esta capacidad de reutilización suele ayudar a mejorar la eficiencia general de los costes de fabricación.
Conclusión
La fundición en arena verde ofrece un equilibrio práctico entre coste, productividad y gama de aplicaciones. Para muchos proyectos de fundición dúctil, fundición gris y fundición industrial convencional, sigue siendo una vía de fabricación habitual y competitiva.
Si está evaluando si una pieza es adecuada para la fundición en arena en verde, lo mejor es considerar conjuntamente el material, el espesor de pared, las expectativas de superficie, el volumen de producción y las necesidades de mecanizado. Para proyectos específicos, nuestro equipo de ingenieros también puede ayudarle a revisar sus requisitos de diseño y producción y proporcionarle orientación más específica sobre el proceso.





