適切な金属鋳造設計を選択することは、高品質の鋳造部品を製造するための重要な基盤です。設計が鋳造に適しているかどうかは、溶湯の充填、凝固と供給、離型、洗浄、後加工、最終検査に影響します。カスタム鋳造プロジェクトの場合、エンジニアは通常、部品のサイズ、構造の複雑さ、材料特性、公差要件、生産量に基づいて、さまざまな設計要素が鋳造品質とコストにどのように影響するかを評価する必要があります。この記事では、金属鋳物設計における主な検討事項をレビューし、図面の段階で生産の安定性に影響を与える可能性のある潜在的な問題を特定するのに役立ちます。
金属鋳造設計で考慮すべき主な要素
コンポーネントの機能的要件と溶融金属の挙動の物理的現実とのバランスを取ることは、工学的な課題です。鋳造設計を評価する際には、以下のパラメータがどのように相互作用して製造結果を定義するかを考慮してください。
部品の形状とサイズ
部品の形状とサイズは、鋳造方法の選択に直接影響するため、金属鋳造の設計では通常、最初に考慮すべき事項です。小型で複雑な部品は、より優れた細部の再現性と表面品質が要求される場合、インベストメント鋳造に適している場合があります。一方、大型で重い部品は、砂型鋳造の方が、鋳造サイズと重量に大きな柔軟性があるため、実用的である場合が多くあります。
形状の複雑さも重要です。深い空洞、薄い壁、内部穴、または不規則な構造は、中子、特殊な金型設計、または鋳造後の追加機械加工を必要とする場合があります。カスタム金属鋳物の場合、鋳物工場は通常最初に図面を確認し、部品の形状とサイズが砂型鋳造、インベストメント鋳造、シェルモールド鋳造、またはその他の適切なプロセスに適合するかどうかを判断します。このため、形状やサイズは、生産開始前の最も重要な設計要因のひとつとなります。
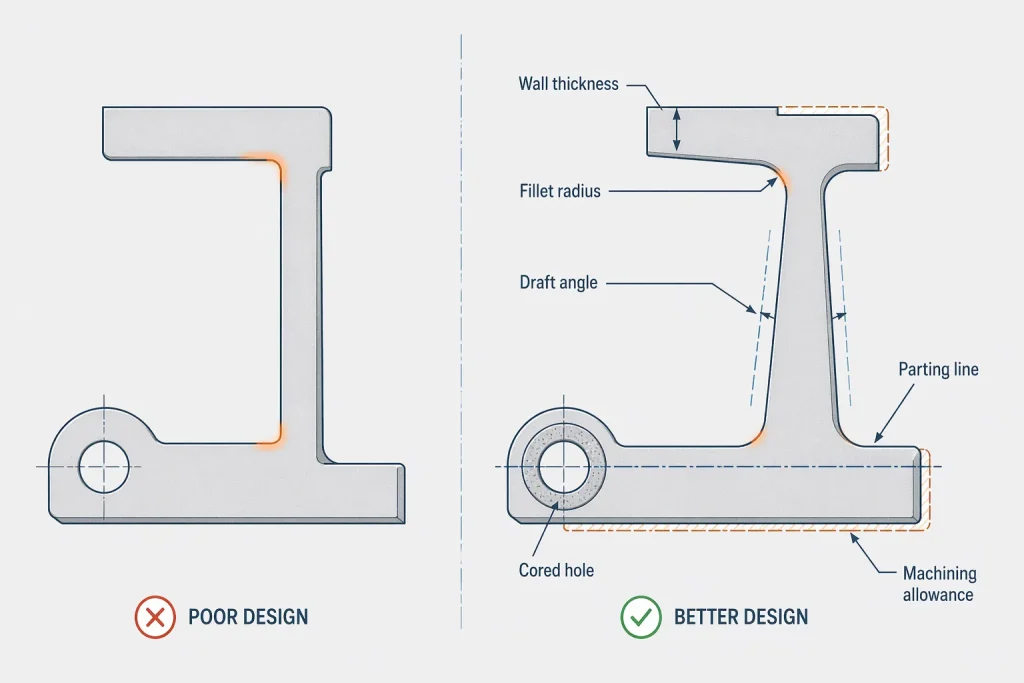
壁厚
肉厚の均一性は、欠陥のない健全な鋳造を実現する上で、おそらく最も重要な要素です。金属は冷えると収縮します。ある部分が周囲の部分より著しく厚い場合、その部分はより長く溶融したままとなり、サーマル・センターとして作用して、すでに凝固している薄い部分から金属を引き抜きます。これが引け巣や内部空洞の原因となる。
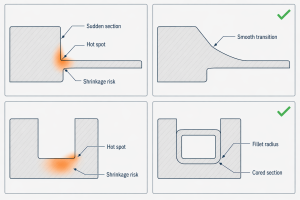
可能な限り、厚い部分と薄い部分の急激な移行は避ける。強度上、厚い部分が機能的に必要な場合は、徐々に厚くなるようにする。余分な肉厚を増やせば必ず強度が増すというわけで はなく、多くの場合、弱く多孔質の構造になることを覚えてお いてください。均一な肉厚は、予測可能な凝固パターンを促進する。
フィレとラディ
鋭利な内部コーナーは応力の集中源となる。溶融金属が凝固する際、収縮力がこれらのコーナーに向けられ、しばしばホット・ティアやクラックが発生する。さらに、鋭利なコーナーは溶湯のスムーズな流れを乱し、砂粒を洗い流したりガスを閉じ込めたりする渦や乱流を発生させる。
余裕のあるフィレットとRを設計に組み込むことで、メタルフローと凝固応力の両方がスムーズに移行します。しかし、バランスを取る必要があります。過度に大きな半径は、不注意に局所的な厚い部分を作り出す可能性があります。形状に不必要な嵩をもたらすことなく、応力を緩和するのに十分な半径を目指してください。
ドラフト角度
抜き勾配は、鋳型壁を損傷することなく鋳型からパターンや鋳造部品を取り出すために不可欠です。適切な抜き勾配がない設計では、抜き取り工程で引きずりや表面の欠陥、あるいは鋳型の崩壊につながることは避けられません。
必要な抜き勾配の量は、鋳造プロセス、垂直面の高さ、および希望する表面仕上げによって決まります。深いポケットや複雑なポケットには、一般に大きな抜き勾配が必要です。これらの角度を最初から設計に組み込むことで、鋳造後の表面補修や、ドラッグマークを修正するための過剰な機械加工の必要性を防ぐことができます。
パーティングライン
鋳型の2つの半分が合わさるパーティングラインは、鋳造工程で避けられない現実です。その位置は、バリ(余分な金属)の除去から最終的な寸法精度や部品の表面外観に至るまで、すべてに影響します。
設計段階では、このラインがどこに位置するかを評価する。理想的には、重要な表面や複雑な機能的形状との干渉が最も少ない場所に配置すべきである。パーティングラインの位置が悪いと、金型の製造が著しく困難になり、その後の洗浄や研磨作業が複雑になります。
穴と内部空洞
内部形状はコアを用いて作られる。中子は、冷却チャンネルや軽量化構造の作成を可能にするなど、驚くほど柔軟な設計を可能にする一方で、複雑さももたらす。すべての中子は、溶融金属の圧力でずれないように、金型内で支持、通気、固定されなければならない。
複雑な中子レイアウトは、洗浄、中子砂の除去、最終検査に要する時間を増加させる。場合によっては、ソリッド形状を鋳造し、鋳造後に内孔やポートを機械加工する方が効率的なこともあります。特に、一般的な鋳造公差範囲から外れる高精度のボアやスレッドの場合です。
収縮手当
すべての金属合金は、液体から固体状態に移行する際に異なる挙動を示す。金属は冷えると収縮します。設計エンジニアはこの体積収縮を考慮しなければなりませんが、この体積収縮は使用される特定の材料グレードによって異なります。
収縮を考慮しないと、最終的な部品は必要な寸法より小さかったり、内部に空洞が生じたりします。鋳造工程では、収縮する部品に溶融金属を補給する溶融金属の供給経路と貯留槽の設計を通じて、この問題を管理します。設計では、このような経路を確保し、溶融金属が冷却しながら部品の重要な部分に到達できるようにする必要があります。
加工手当
鋳造が精密部品の最終工程になることはほとんどありません。ほとんどの部品は、取り付け面、ベアリングシート、シール部など、特定の表面でその後の機械加工を必要とします。設計では、「鋳造されたままの表面」と「機械加工された表面」を明確に区別する必要があります。
加工代が不十分な場合、工具は表面を「きれいにする」ことができない可能性がある。逆に、過剰な加工代を設けると、不必要な重量が増し、材料費が増加し、工具をより深く切削せざるを得なくなり、鋳物の中心に近い多孔質材料が露出する可能性がある。
公差要件
CNC加工の公差を鋳造部品に適用するのは、よくある誤解です。鋳造の公差は、鋳型の安定性と冷却金属の性質によって決まります。
重要な寸法については、後工程の機械加工で厳しい公差を達成できるように、余分な材料(機械加工代)を加えて部品を設計する。標準的な構造的特徴については、現実的な鋳造公差を使用します。鋳造部品のすべての寸法にCNCレベルの精度を求めると、金型費、検査費、不合格率が指数関数的に増加します。
素材と鋳造プロセス
材料の選択と鋳造プロセスは密接な関係にある。一般的な金属鋳造法には、砂型鋳造、インベストメント鋳造、シェルモールド鋳造、重力鋳造、ダイカスト鋳造などがあります。各製法は、部品サイズ、肉厚、表面仕上げ、寸法管理、金型費用、生産量においてそれぞれ異なる強みがあります。
MinHeでは、砂型鋳造、インベストメント鋳造、シェルモールド鋳造、スチール鋳造、鋳鉄鋳造、アルミニウム鋳造など、複数のプロセスルートにわたってカスタム鋳造プロジェクトを検討することができます。例えば、砂型鋳造は中型、大型、または重量のある鋳物に適していることが多く、インベストメント鋳造は複雑な形状やより優れた表面要件を持つ小型部品に検討されることがあります。シェルモールド鋳造は、プロジェクトが従来の砂型鋳造よりも優れた寸法安定性を必要とする場合に役立ちます。
プロセスの選択は、材料名や最終的な部品形状だけに基づいてはなりません。MinHeは、材料等級、機械的要件、肉厚、機械加工許容範囲、公差レベル、熱処理、表面仕上げ、検査の必要性、予想される数量を一緒に検討します。これにより、金型製作を開始する前に、部品が砂型鋳造、インベストメント鋳造、シェルモールド鋳造、鉄鋼鋳造、鉄鋳造、アルミニウム鋳造のいずれのルートをたどるべきかを決定することができます。
設計要因が鋳造欠陥に与える影響
設計上の選択と一般的な欠陥との関係を理解することは、鋳造部品を扱う技術者にとって不可欠です。
| 設計係数 | キャスティングに問題がある可能性 | デザイン・ディレクション |
| 急激な肉厚変化 | 収縮ポロシティ、歪み | セクション遷移のバランスを保つ |
| シャープな内部コーナー | 応力集中、亀裂 | 適切なフィレとラディを加える |
| ドラフト角度が悪い | カビの損傷、表面のドラッグマーク | 早めに方向性案を見直す |
| 複雑な内部空洞 | コアシフト、掃除の難しさ | 可能な限りコアのレイアウトを簡素化する |
| 加工代の不足 | 未仕上げの機能面 | 加工面の明確な定義 |
| 非現実的な許容範囲 | 高コスト、不安定な生産 | 鋳造時と機械加工時の公差を分離 |
審査のための鋳造デザインの準備
DFM(製造のための設計)レビューのためにファウンドリに依頼したり、見積もりを依頼したりする準備ができたとき、十分に準備されたパッケージがあれば、時間を節約し、正確性を確保することができます。包括的な設計パッケージには以下が含まれます:
- 素材のグレード: または特定のパフォーマンス要件。
- 全体のサイズと重量: 鋳造工場が材料と炉の必要条件を測定するのに役立つ。
- 重要寸法と公差: 標準的な鋳造公差と区別できるよう、明確に表示されている。
- 機械加工された表面: 正しい加工代を確保するためのハイライト。
- 表面仕上げの要件: 特に目に見える表面や密閉性の高い表面に。
- 熱処理要件: 部品が特定の構造硬化を必要とする場合。
- 検査要件: NDTや圧力試験など。
- 生産予定数量: これによって工具の投資水準が決まる。
- 3Dモデル: 可能であれば、高度なシミュレーションと金型流動解析を可能にする。
結論
成功する金属鋳造設計とは、部品を図面に一致させることだけではありません。さらに重要なことは、部品の構造、材料の挙動、鋳造方法、機械加工代、公差要件、生産量を一致させることです。これらの要素を設計の初期段階で見直すことで、引け巣、金型の変更、未完成の加工面、寸法のばらつき、予期せぬコストを削減することが容易になります。
カスタム鋳造プロジェクトでは、ミンヘはスチール鋳物、鋳鉄部品の図面を確認することができます、 アルミ鋳物そして 砂型鋳造 プロジェクトで使用される。これにより、肉厚、収縮、加工代、公差、表面要件、検査の必要性などに潜在するリスクを特定することができます。材料や鋳造ルートが確定していない場合、金型製作や生産が始まる前に、早期のエンジニアリング・レビューを行うことで、より実用的な鋳造ソリューションを選択することができます。