Die Wahl der richtigen Metallgusskonstruktion ist eine wichtige Grundlage für die Herstellung hochwertiger Gussteile. Ob eine Konstruktion für das Gießen geeignet ist, wirkt sich auf die Befüllung mit geschmolzenem Metall, die Erstarrung und Speisung, die Entformung, die Reinigung, die Nachbearbeitung und die Endkontrolle aus. Bei kundenspezifischen Gussprojekten müssen Ingenieure in der Regel bewerten, wie sich verschiedene Konstruktionsfaktoren auf die Gussqualität und die Kosten auswirken, und zwar auf der Grundlage von Teilegröße, struktureller Komplexität, Materialeigenschaften, Toleranzanforderungen und Produktionsvolumen. Dieser Artikel gibt einen Überblick über die wichtigsten Überlegungen bei der Konstruktion von Metallgussteilen und hilft bei der Identifizierung potenzieller Probleme, die die Produktionsstabilität in der Zeichnungsphase beeinträchtigen können.
Wichtige Faktoren für die Konstruktion von Metallgussstücken
Es ist eine technische Herausforderung, die funktionalen Anforderungen an ein Bauteil mit den physikalischen Gegebenheiten des Verhaltens von geschmolzenem Metall in Einklang zu bringen. Bei der Bewertung eines Gussentwurfs ist zu berücksichtigen, wie die folgenden Parameter zusammenwirken, um das Produktionsergebnis zu bestimmen.
Form und Größe der Teile
Form und Größe eines Teils sind in der Regel die ersten Überlegungen bei der Konstruktion von Metallgussstücken, da sie sich direkt auf die Wahl des Gießverfahrens auswirken. Ein kleines, komplexes Teil kann für Feinguss geeignet sein, wenn eine bessere Detailwiedergabe und Oberflächenqualität erforderlich ist, während ein größeres oder schwereres Teil oft besser für Sandguss geeignet ist, da das Verfahren eine größere Flexibilität bei Gussgröße und Gewicht bietet.
Auch die Komplexität der Form spielt eine Rolle. Tiefe Hohlräume, dünne Wände, innere Löcher oder unregelmäßige Strukturen können Kerne, eine spezielle Formkonstruktion oder eine zusätzliche Bearbeitung nach dem Gießen erforderlich machen. Bei kundenspezifischen Metallgussteilen prüft eine Gießerei in der Regel zuerst die Zeichnung, um festzustellen, ob die Form und Größe des Teils für Sandguss, Feinguss, Maskenformguss oder ein anderes geeignetes Verfahren geeignet ist. Damit sind Form und Größe einer der wichtigsten Konstruktionsfaktoren, bevor die Produktion beginnt.
Wanddicke
Eine gleichmäßige Wanddicke ist vielleicht der wichtigste Faktor für ein solides, fehlerfreies Gussteil. Wenn das Metall abkühlt, schrumpft es. Wenn ein Bereich deutlich dicker ist als die umliegenden Abschnitte, bleibt er länger geschmolzen und wirkt als thermisches Zentrum, das Metall aus den dünneren, bereits erstarrten Abschnitten abzieht. Dies führt zu Schrumpfungsporosität oder inneren Hohlräumen.
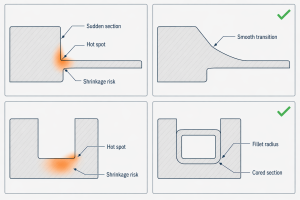
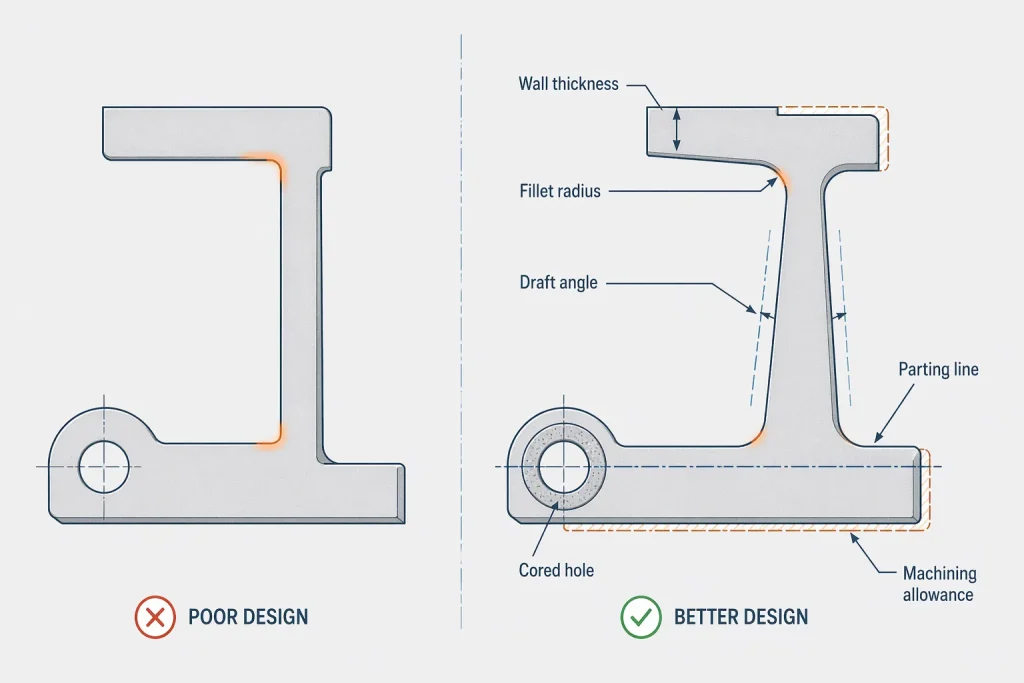
Vermeiden Sie nach Möglichkeit abrupte Übergänge zwischen dicken und dünnen Abschnitten. Wenn ein dicker Abschnitt funktionell für die Festigkeit erforderlich ist, sollten Sie den Übergang allmählich verjüngen. Denken Sie daran, dass eine größere Dicke nicht immer mit einem stärkeren Teil gleichzusetzen ist; in vielen Fällen führt sie zu einer schwächeren, porösen Struktur. Eine gleichmäßige Wanddicke begünstigt ein vorhersehbares Erstarrungsmuster.
Filets und Radien
Scharfe Innenecken sind Spannungskonzentratoren. Wenn geschmolzenes Metall erstarrt, werden die Schrumpfungskräfte auf diese Ecken gelenkt, was oft zu heißen Rissen oder Sprüngen führt. Außerdem stören scharfe Ecken den gleichmäßigen Fluss des geschmolzenen Metalls und erzeugen Wirbel und Turbulenzen, die Sandkörner wegspülen oder Gas einschließen können.
Wenn Sie großzügige Verrundungen und Radien in Ihre Konstruktion einbeziehen, wird ein reibungsloser Übergang sowohl für den Metallfluss als auch für die Erstarrungsspannungen ermöglicht. Es muss jedoch ein Gleichgewicht gefunden werden; übermäßig große Radien können unbeabsichtigt lokalisierte dicke Abschnitte erzeugen. Streben Sie einen Radius an, der ausreicht, um Spannungen zu mindern, ohne die Geometrie unnötig aufzublähen.
Tiefgangswinkel
Entformungsschrägen sind wichtig, um sicherzustellen, dass das Modell oder das Gussteil aus der Form entnommen werden kann, ohne die Formwände zu beschädigen. Eine Konstruktion ohne geeigneten Entformungswinkel führt unweigerlich zu Schleppern, Oberflächenfehlern oder sogar zum Zusammenbruch der Form während des Entnahmevorgangs.
Die Höhe des erforderlichen Verzugs wird durch das Gießverfahren, die Höhe der vertikalen Flächen und die gewünschte Oberflächengüte bestimmt. Tiefere oder komplexere Taschen erfordern im Allgemeinen größere Entformungsschrägen. Indem Sie diese Winkel von Anfang an in die Konstruktion einbeziehen, verhindern Sie, dass nach dem Gießen Oberflächenreparaturen oder übermäßige Bearbeitungen zur Beseitigung von Schleifspuren erforderlich sind.
Trennungslinie
Die Trennebene, an der die beiden Formhälften aufeinandertreffen, ist eine unvermeidliche Realität des Gießprozesses. Ihre Lage beeinflusst alles, von der Entfernung des Grates (überschüssiges Metall) bis hin zur endgültigen Maßhaltigkeit und dem Aussehen der Oberfläche des Teils.
Überlegen Sie in der Entwurfsphase, wo diese Linie verlaufen soll. Idealerweise sollte sie dort positioniert werden, wo sie am wenigsten mit kritischen Oberflächen oder komplexen Funktionsgeometrien interferiert. Eine ungünstig platzierte Trennebene kann die Formherstellung erheblich erschweren und die anschließenden Reinigungs- und Schleifarbeiten erschweren.
Löcher und innere Hohlräume
Die interne Geometrie wird mithilfe von Kernen erstellt. Kerne bieten zwar eine unglaubliche Designflexibilität - sie ermöglichen die Schaffung von Kühlkanälen und gewichtsreduzierenden Strukturen -, aber sie bringen auch Komplexität mit sich. Jeder Kern muss in der Form abgestützt, entlüftet und gesichert werden, damit er sich unter dem Druck des geschmolzenen Metalls nicht verschiebt.
Komplexe Kernlayouts erhöhen den Zeitaufwand für Reinigung, Kernsandentfernung und Endkontrolle. In einigen Fällen ist es effizienter, eine feste Form zu gießen und die Innenbohrung oder den Anschluss nach dem Gießen zu bearbeiten, insbesondere bei hochpräzisen Bohrungen oder Gewinden, die außerhalb der typischen Gusstoleranzbereiche liegen.
Schwindungszulage
Jede Metalllegierung verhält sich beim Übergang von einem flüssigen in einen festen Zustand anders. Wenn das Metall abkühlt, zieht es sich zusammen. Konstrukteure müssen diese volumetrische Schrumpfung berücksichtigen, die je nach der verwendeten Materialqualität unterschiedlich ist.
Ohne Berücksichtigung der Schrumpfung kann das fertige Teil kleiner als die erforderlichen Abmessungen sein oder innere Hohlräume aufweisen. Der Gießprozess steuert dies durch die Konstruktion von Zuführungswegen und Steigleitungen - Reservoirs für geschmolzenes Metall, die das schrumpfende Teil wieder auffüllen. Ihre Konstruktion sollte diese Pfade berücksichtigen, damit das geschmolzene Metall beim Abkühlen die kritischen Bereiche Ihres Teils erreichen kann.
Zulage für die Bearbeitung
Das Gießen ist selten der letzte Schritt für ein Präzisionsbauteil. Die meisten Teile erfordern eine nachträgliche Bearbeitung bestimmter Oberflächen, wie Montageflächen, Lagersitze oder Dichtungsbereiche. Bei der Konstruktion muss ausdrücklich zwischen "gussfertigen" und "bearbeiteten" Oberflächen unterschieden werden.
Wenn das Aufmaß nicht ausreicht, kann das Werkzeug die Oberfläche nicht "säubern". Umgekehrt bedeutet ein zu großes Aufmaß eine unnötige Gewichtszunahme, höhere Materialkosten und zwingt das Werkzeug, tiefer zu schneiden, wodurch das porösere Material näher an der Mitte des Gussteils freigelegt werden kann.
Toleranzanforderungen
Es ist ein weit verbreiteter Irrtum, CNC-Bearbeitungstoleranzen auf ein Gussteil anzuwenden. Die Gusstoleranzen werden durch die Stabilität der Form und die Beschaffenheit des abkühlenden Metalls bestimmt; sie sind naturgemäß breiter als bei der subtraktiven Fertigung.
Entwerfen Sie bei kritischen Abmessungen das Teil mit zusätzlichem Material (Bearbeitungszugabe), damit enge Toleranzen durch Nachbearbeitung erreicht werden können. Für Standard-Strukturmerkmale sollten Sie realistische Gusstoleranzen verwenden. Die Forderung nach CNC-Präzision für jede Abmessung eines Gussteils führt zu einem exponentiellen Anstieg der Kosten für Werkzeuge, Inspektionen und Ausschussraten.
Material und Gussverfahren
Die Wahl des Werkstoffs und des Gießverfahrens sind eng miteinander verbunden. Zu den gängigen Metallgießverfahren gehören Sandguss, Feinguss, Kokillenguss, Schwerkraftguss und Druckguss. Jedes Verfahren hat unterschiedliche Stärken in Bezug auf Teilegröße, Wandstärke, Oberflächengüte, Maßkontrolle, Werkzeugkosten und Produktionsvolumen.
Bei MinHe können kundenspezifische Gießereiprojekte in verschiedenen Verfahren geprüft werden, darunter Sandguss, Feinguss, Maskenformguss, Stahlguss, Gusseisenguss und Aluminiumguss. Zum Beispiel ist Sandguss oft besser für mittlere, große oder schwere Gussteile geeignet, während Feinguss für kleinere Teile mit komplexer Geometrie und besseren Oberflächenanforderungen in Betracht gezogen werden kann. Maskenformguss kann sinnvoll sein, wenn das Projekt eine bessere Dimensionsstabilität als beim herkömmlichen Sandguss erfordert.
Die Auswahl des Verfahrens sollte nicht nur auf der Materialbezeichnung oder der endgültigen Form des Teils beruhen. MinHe prüft die Materialqualität, die mechanischen Anforderungen, die Wandstärke, die Bearbeitungszugabe, das Toleranzniveau, die Wärmebehandlung, die Oberflächenbeschaffenheit, den Prüfbedarf und die erwartete Stückzahl. Dies hilft bei der Entscheidung, ob das Teil im Sand-, Feinguss-, Maskenform-, Stahl-, Eisen- oder Aluminiumgussverfahren hergestellt werden soll, bevor die Werkzeugherstellung beginnt.
Wie sich Konstruktionsfaktoren auf Gussmängel auswirken
Für jeden Ingenieur, der mit Gussteilen arbeitet, ist es wichtig, den Zusammenhang zwischen Konstruktionsentscheidungen und häufigen Fehlern zu verstehen.
| Gestaltungsfaktor | Mögliches Besetzungsproblem | Design-Richtung |
| Plötzliche Veränderungen der Wanddicke | Schrumpfung Porosität, Verformung | Abschnittsübergänge ausgewogen gestalten |
| Scharfe Innenecken | Spannungskonzentration, Rissbildung | Geeignete Filets und Radien hinzufügen |
| Schlechter Entlastungswinkel | Schimmelpilzschäden, Schleifspuren an der Oberfläche | Frühzeitige Überprüfung des Richtungsentwurfs |
| Komplexe innere Hohlräume | Kernschicht, Reinigungsschwierigkeiten | Vereinfachung des Kernlayouts, wo immer möglich |
| Unzureichende Bearbeitungszugabe | Unbearbeitete Funktionsflächen | Bearbeitete Oberflächen klar definieren |
| Unrealistische Toleranzen | Höhere Kosten, instabile Produktion | Getrennte Toleranzen für den Gusszustand und die Bearbeitung |
Vorbereiten eines Gussentwurfs zur Überprüfung
Wenn Sie bereit sind, eine Gießerei für eine DFM-Prüfung (Design for Manufacturing) zu beauftragen oder ein Angebot anzufordern, spart ein gut vorbereitetes Paket Zeit und gewährleistet Genauigkeit. Ein umfassendes Design-Paket sollte enthalten:
- Materialqualität: Oder spezifische Leistungsanforderungen.
- Gesamtgröße und Gewicht: Um der Gießerei zu helfen, den Material- und Ofenbedarf zu ermitteln.
- Kritische Abmessungen und Toleranzen: Deutlich gekennzeichnet, um sie von den Standard-Gusstoleranzen zu unterscheiden.
- Bearbeitete Oberflächen: Hervorgehoben, um eine korrekte Bearbeitungszugabe zu gewährleisten.
- Anforderungen an die Oberflächenbeschaffenheit: Speziell für Sicht- oder Dichtflächen.
- Anforderungen an die Wärmebehandlung: Wenn das Teil eine besondere strukturelle Härtung erfordert.
- Inspektionsanforderungen: Zum Beispiel NDT oder Druckprüfung.
- Geschätzte Produktionsmenge: Dies bestimmt die Höhe der Investitionen in Werkzeuge.
- 3D-Modell: Falls verfügbar, um eine fortgeschrittene Simulation und Analyse des Formflusses zu ermöglichen.
Schlussfolgerung
Bei der erfolgreichen Konstruktion von Metallgussstücken geht es nicht nur darum, dass das Teil der Zeichnung entspricht. Vielmehr geht es darum, die Struktur des Teils, das Materialverhalten, das Gießverfahren, die Bearbeitungszugabe, die Toleranzanforderungen und die Produktionsmenge aufeinander abzustimmen. Wenn diese Faktoren bereits in der Konstruktionsphase berücksichtigt werden, lassen sich Schrumpfungsfehler, Werkzeugwechsel, unfertige bearbeitete Oberflächen, Maßabweichungen und unerwartete Kosten leichter vermeiden.
Für kundenspezifische Gussprojekte kann MinHe Zeichnungen für Stahlguss und Gusseisenteile überprüfen, Aluminiumgussteileund Sandguss Projekte. Auf diese Weise lassen sich potenzielle Risiken in Bezug auf Wandstärke, Schrumpfung, Bearbeitungszugabe, Toleranzen, Oberflächenanforderungen und Inspektionsbedarf ermitteln. Wenn das Material oder der Gussweg noch nicht endgültig feststeht, kann eine frühzeitige technische Prüfung dazu beitragen, eine praktikablere Gusslösung auszuwählen, bevor die Werkzeugherstellung oder Produktion beginnt.