Elegir el diseño de fundición de metal adecuado es una base importante para producir piezas fundidas de alta calidad. La idoneidad de un diseño para la fundición afectará al llenado de metal fundido, la solidificación y la alimentación, el desmoldeo, la limpieza, el mecanizado posterior y la inspección final. En los proyectos de fundición a medida, los ingenieros suelen tener que evaluar cómo afectan los distintos factores de diseño a la calidad y el coste de la fundición en función del tamaño de la pieza, la complejidad estructural, las propiedades del material, los requisitos de tolerancia y el volumen de producción. Este artículo repasa las principales consideraciones en el diseño de la fundición de metales y ayuda a identificar posibles problemas que pueden afectar a la estabilidad de la producción en la fase de embutición.
Factores clave a tener en cuenta en el diseño de la fundición de metales
Equilibrar los requisitos funcionales de un componente con las realidades físicas del comportamiento del metal fundido es un reto de ingeniería. Al evaluar un diseño de fundición, considere cómo interactúan los siguientes parámetros para definir el resultado de la producción.
Forma y tamaño de la pieza
La forma y el tamaño de la pieza suelen ser las primeras consideraciones en el diseño de la fundición de metales porque afectan directamente a la elección del método de fundición. Una pieza pequeña y compleja puede ser adecuada para la fundición a la cera perdida cuando se requiere una mejor reproducción de los detalles y una mayor calidad de la superficie, mientras que una pieza más grande o pesada suele ser más práctica para la fundición en arena porque el proceso ofrece una mayor flexibilidad en cuanto al tamaño y el peso de la pieza fundida.
La complejidad de la forma también es importante. Las cavidades profundas, las paredes finas, los agujeros internos o las estructuras irregulares pueden requerir núcleos, un diseño especial del molde o mecanizado adicional tras la fundición. En el caso de las piezas metálicas fundidas a medida, una fundición suele revisar primero el plano para determinar si la forma y el tamaño de la pieza se ajustan a la fundición en arena, la fundición a la cera perdida, la fundición en molde de coquilla u otro proceso adecuado. Esto hace que la forma y el tamaño sean uno de los factores de diseño más importantes antes de iniciar la producción.
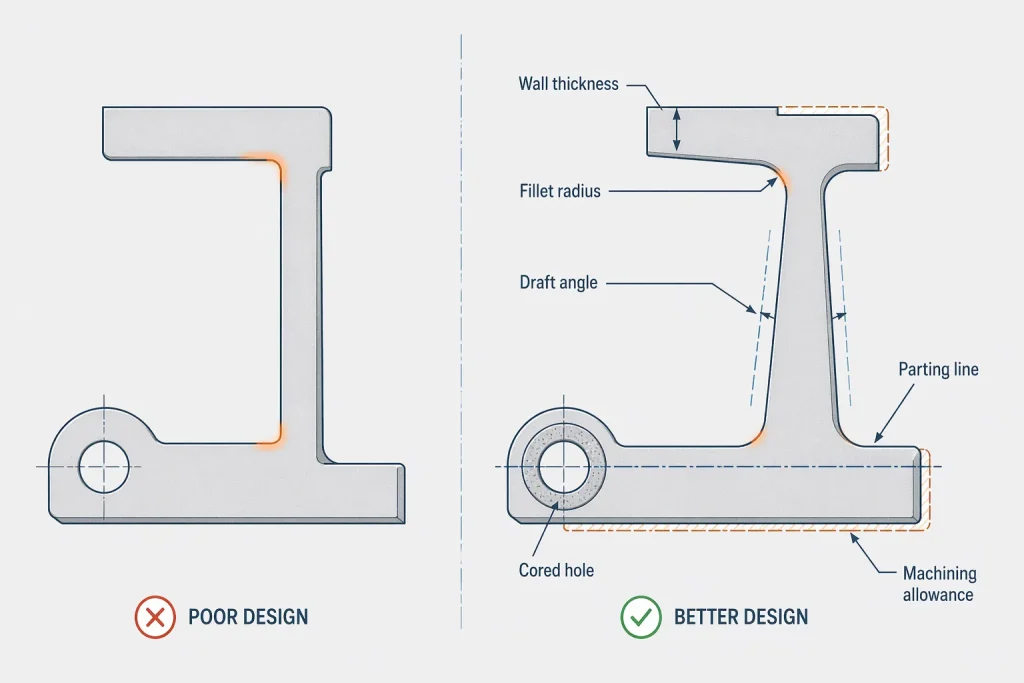
Espesor de pared
La consistencia en el grosor de las paredes es quizá el factor más importante para conseguir una fundición sólida y sin defectos. Cuando el metal se enfría, se contrae; si un área es significativamente más gruesa que las secciones circundantes, permanecerá fundida más tiempo y actuará como centro térmico, extrayendo metal de las secciones más delgadas ya solidificadas. Esto provoca porosidad por contracción o vacíos internos.
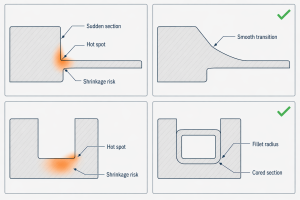
Siempre que sea posible, evite las transiciones bruscas entre secciones gruesas y delgadas. Si una sección gruesa es funcionalmente necesaria para la resistencia, procure reducir la transición gradualmente. Recuerde que añadir un grosor excesivo no siempre equivale a una pieza más resistente; en muchos casos, crea una estructura más débil y porosa. Un grosor de pared uniforme favorece un patrón de solidificación predecible.
Filetes y radios
Las esquinas internas afiladas son concentradores de tensiones. Cuando el metal fundido se solidifica, las fuerzas de contracción se dirigen hacia estas esquinas, lo que a menudo provoca desgarros o grietas en caliente. Además, las esquinas afiladas interrumpen el flujo suave del metal fundido, creando remolinos y turbulencias que pueden arrastrar granos de arena o atrapar gas.
La incorporación de redondeos y radios generosos en su diseño facilita una transición suave tanto para el flujo de metal como para las tensiones de solidificación. Sin embargo, hay que encontrar un equilibrio; los radios demasiado grandes pueden crear inadvertidamente secciones gruesas localizadas. Procure que el radio sea suficiente para mitigar la tensión sin introducir un volumen innecesario en la geometría.
Ángulo de calado
Los ángulos de desmoldeo son esenciales para garantizar que el modelo o la pieza fundida puedan extraerse del molde sin dañar las paredes del mismo. Un diseño sin el ángulo de desmoldeo adecuado provocará inevitablemente arrastres, imperfecciones en la superficie o incluso el colapso del molde durante el proceso de extracción.
El ángulo de inclinación necesario viene determinado por el proceso de fundición, la altura de las superficies verticales y el acabado superficial deseado. Las cavidades más profundas o complejas suelen requerir ángulos de desmoldeo mayores. Al incorporar estos ángulos en el diseño desde el principio, se evita la necesidad de reparaciones superficiales posteriores a la colada o un mecanizado excesivo para corregir las marcas de arrastre.
Línea de separación
La línea de partición, donde se unen las dos mitades del molde, es una realidad inevitable del proceso de fundición. Su ubicación influye en todo, desde la eliminación de la rebaba (exceso de metal) hasta la precisión dimensional final y el aspecto superficial de la pieza.
Durante la fase de diseño, evalúe dónde caerá esta línea. Lo ideal es colocarla donde menos interfiera con superficies críticas o geometrías funcionales complejas. Una línea de apertura mal colocada puede dificultar considerablemente la fabricación del molde y complicar las posteriores operaciones de limpieza y rectificado.
Agujeros y cavidades internas
La geometría interna se crea mediante núcleos. Aunque los núcleos permiten una increíble flexibilidad de diseño -permitiendo la creación de canales de refrigeración y estructuras de reducción de peso-, también introducen complejidad. Cada núcleo debe estar sujeto, ventilado y asegurado dentro del molde para evitar que se desplace bajo la presión del metal fundido.
Los diseños de machos complejos aumentan el tiempo necesario para la limpieza, la extracción de arena del macho y la inspección final. En algunos casos, es más eficaz colar una forma sólida y mecanizar el orificio interno o el puerto después de la colada, sobre todo en el caso de orificios o roscas de alta precisión que quedan fuera de los márgenes de tolerancia típicos de la colada.
Compensación por contracción
Cada aleación metálica se comporta de forma diferente al pasar del estado líquido al sólido. Al enfriarse, el metal se contrae. Los ingenieros de diseño deben tener en cuenta esta contracción volumétrica, que varía en función de la calidad del material utilizado.
Si no se tiene en cuenta la contracción, la pieza final puede ser más pequeña que las dimensiones requeridas o tener huecos internos. El proceso de fundición gestiona este problema mediante el diseño de vías de alimentación y depósitos de metal fundido que rellenan la pieza que se encoge. El diseño debe tener en cuenta estas vías, para garantizar que el metal fundido pueda llegar a las zonas críticas de la pieza a medida que se enfría.
Indemnización por mecanizado
La fundición rara vez es el paso final de un componente de precisión. La mayoría de las piezas requieren un mecanizado posterior en superficies específicas, como caras de montaje, asientos de cojinetes o zonas de sellado. El diseño debe diferenciar explícitamente entre superficies "fundidas" y superficies "mecanizadas".
Si la tolerancia de mecanizado es insuficiente, es posible que la herramienta no consiga "limpiar" la superficie. Por el contrario, una tolerancia excesiva añade peso innecesario, aumenta los costes de material y obliga a la herramienta a cortar a mayor profundidad, lo que puede dejar al descubierto el material más poroso cerca del centro de la pieza fundida.
Requisitos de tolerancia
Es un error común aplicar las tolerancias de mecanizado CNC a una pieza de fundición. Las tolerancias de fundición vienen dictadas por la estabilidad del molde y la naturaleza del metal refrigerante; son naturalmente más amplias que las que se consiguen mediante fabricación sustractiva.
Para las dimensiones críticas, diseñe la pieza con material extra (margen de mecanizado) para que puedan conseguirse tolerancias ajustadas mediante mecanizado posterior. Para las características estructurales estándar, utilice tolerancias de fundición realistas. Exigir una precisión de nivel CNC en todas las dimensiones de una pieza de fundición aumentará exponencialmente el coste del utillaje, la inspección y los índices de rechazo.
Material y proceso de fundición
La elección del material y el proceso de fundición están estrechamente relacionados. Entre los métodos habituales de fundición de metales se encuentran la fundición en arena, la fundición a la cera perdida, la fundición en coquilla, la fundición por gravedad y la fundición a presión. Cada proceso presenta diferentes ventajas en cuanto al tamaño de las piezas, el grosor de las paredes, el acabado superficial, el control dimensional, el coste de las herramientas y el volumen de producción.
En MinHe, los proyectos de fundición a la medida pueden revisarse a través de varias rutas de proceso, incluyendo fundición en arena, fundición a la cera perdida, fundición en molde de concha, fundición de acero, fundición de hierro y fundición de aluminio. Por ejemplo, la fundición en arena suele ser más adecuada para piezas de fundición medianas, grandes o pesadas, mientras que la fundición a la cera perdida puede considerarse para piezas más pequeñas con geometría compleja y mejores requisitos de superficie. La fundición en coquilla puede ser útil cuando el proyecto necesita una mayor estabilidad dimensional que la fundición en arena convencional.
La selección del proceso no debe basarse únicamente en el nombre del material o la forma final de la pieza. MinHe revisa conjuntamente el grado del material, los requisitos mecánicos, el grosor de la pared, el margen de mecanizado, el nivel de tolerancia, el tratamiento térmico, el acabado superficial, las necesidades de inspección y la cantidad prevista. Esto ayuda a determinar si la pieza debe seguir una ruta de fundición en arena, fundición a la cera perdida, fundición en molde de cáscara, fundición de acero, fundición de hierro o fundición de aluminio antes de comenzar el mecanizado.
Cómo afectan los factores de diseño a los defectos de fundición
Comprender la relación entre las opciones de diseño y los defectos más comunes es esencial para cualquier ingeniero que trabaje con piezas de fundición.
| Factor de diseño | Posible problema de fundición | Dirección de diseño |
| Cambios bruscos del grosor de la pared | Porosidad de contracción, distorsión | Equilibrar las transiciones entre secciones |
| Esquinas internas afiladas | Concentración de tensiones, agrietamiento | Añadir filetes y radios adecuados |
| Ángulo de calado deficiente | Daños por moho, marcas de arrastre en la superficie | Revisar la dirección del proyecto con antelación |
| Cavidades internas complejas | Turno central, dificultad de limpieza | Simplificar el diseño del núcleo en la medida de lo posible |
| Insuficiente margen de mecanizado | Superficies funcionales inacabadas | Definir claramente las superficies mecanizadas |
| Tolerancias poco realistas | Mayor coste, producción inestable | Separación de las tolerancias de fundición y mecanizado |
Preparación de un diseño de colada para su revisión
Cuando esté listo para contratar a una fundición para una revisión DFM (diseño para fabricación) o para solicitar un presupuesto, tener un paquete bien preparado ahorra tiempo y garantiza la precisión. Un paquete de diseño completo debe incluir:
- Material Grade: O requisitos específicos de rendimiento.
- Tamaño y peso totales: Ayudar a la fundición a calibrar el material y las necesidades del horno.
- Dimensiones críticas y tolerancias: Claramente marcadas para distinguirlas de las tolerancias de fundición estándar.
- Superficies mecanizadas: Resaltado para garantizar un margen de mecanizado correcto.
- Requisitos de acabado de la superficie: Especialmente para superficies visibles o de sellado.
- Requisitos del tratamiento térmico: Si la pieza requiere un endurecimiento estructural específico.
- Requisitos de inspección: Como END o pruebas de presión.
- Cantidad estimada de producción: Esto determina el nivel de inversión en utillaje.
- Modelo 3D: Si está disponible, para permitir la simulación avanzada y el análisis del flujo del molde.
Conclusión
El éxito en el diseño de piezas de fundición de metal no consiste sólo en hacer que la pieza coincida con el plano. Lo más importante es que coincida con la estructura de la pieza, el comportamiento del material, el método de fundición, el margen de mecanizado, los requisitos de tolerancia y la cantidad de producción. Cuando estos factores se revisan en una fase temprana del diseño, resulta más fácil reducir los defectos de contracción, los cambios de utillaje, las superficies mecanizadas inacabadas, las variaciones dimensionales y los costes inesperados.
Para proyectos de fundición personalizados, MinHe puede revisar planos de piezas fundidas de acero, piezas de hierro fundido, fundiciones de aluminioy fundición en arena proyectos. Esto ayuda a identificar posibles riesgos en el grosor de la pared, la contracción, el margen de mecanizado, las tolerancias, los requisitos de superficie y las necesidades de inspección. Si el material o la ruta de fundición no se han finalizado, una revisión de ingeniería temprana puede ayudar a seleccionar una solución de fundición más práctica antes de que comience el mecanizado o la producción.