Выбор правильной конструкции металлической отливки - важная основа для производства высококачественных литых деталей. От того, подходит ли конструкция для литья, зависит заполнение расплавленным металлом, застывание и подача, освобождение формы, очистка, последующая обработка и окончательный контроль. Для проектов литья на заказ инженерам обычно необходимо оценить, как различные факторы конструкции влияют на качество и стоимость литья в зависимости от размера детали, сложности конструкции, свойств материала, требований к допускам и объема производства. В этой статье рассматриваются основные аспекты проектирования литья металлов и выявляются потенциальные проблемы, которые могут повлиять на стабильность производства на стадии чертежей.
Ключевые факторы, которые необходимо учитывать при проектировании литья металлов
Баланс между функциональными требованиями к компоненту и физическими реалиями поведения расплавленного металла - сложная инженерная задача. При оценке конструкции отливки учитывайте, как взаимодействуют следующие параметры, определяющие результат производства.
Форма и размер деталей
Форма и размер детали обычно являются первыми соображениями при проектировании литья металлов, поскольку они напрямую влияют на выбор метода литья. Небольшая сложная деталь может быть пригодна для литья по выплавляемым моделям, если требуется более точное воспроизведение деталей и качество поверхности, в то время как для более крупной или тяжелой детали лучше использовать литье в песчаные формы, поскольку этот процесс обеспечивает большую гибкость в отношении размера и веса отливки.
Сложность формы также имеет значение. Глубокие полости, тонкие стенки, внутренние отверстия или неровные структуры могут потребовать стержней, специальной конструкции формы или дополнительной обработки после литья. При изготовлении металлических отливок на заказ литейная компания обычно сначала изучает чертеж, чтобы определить, подходит ли форма и размер детали для литья в песчаную форму, литья по выплавляемым моделям, литья в оболочковые формы или другого подходящего процесса. Таким образом, форма и размер являются одними из наиболее важных факторов проектирования до начала производства.
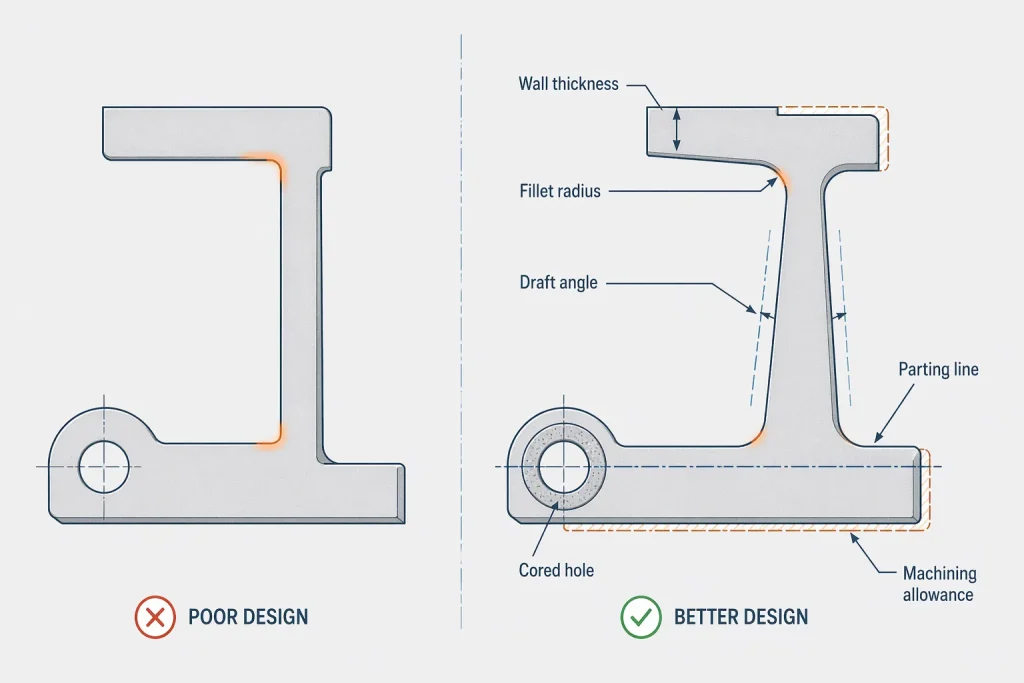
Толщина стенок
Постоянство толщины стенок - это, пожалуй, самый важный фактор в получении качественной, бездефектной отливки. Когда металл остывает, он усаживается; если какой-то участок значительно толще окружающих, он дольше остается расплавленным и действует как тепловой центр, вытягивая металл из более тонких, уже затвердевших участков. Это приводит к образованию усадочной пористости или внутренних пустот.
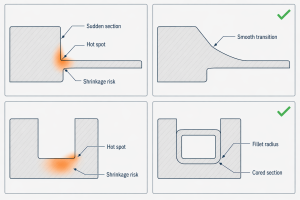
По возможности избегайте резких переходов между толстыми и тонкими секциями. Если толстая секция функционально необходима для обеспечения прочности, старайтесь постепенно сужать переход. Помните, что увеличение толщины не всегда приводит к повышению прочности детали; во многих случаях это приводит к созданию более слабой, пористой структуры. Равномерная толщина стенок способствует предсказуемому процессу затвердевания.
Филе и радиусы
Острые внутренние углы являются концентраторами напряжений. Когда расплавленный металл застывает, силы усадки направлены к этим углам, что часто приводит к образованию горячих разрывов или трещин. Кроме того, острые углы нарушают плавное течение расплавленного металла, создавая вихри и турбулентность, которые могут смыть песчинки или задержать газ.
Включение в конструкцию значительных галтелей и радиусов способствует плавному переходу как потока металла, так и напряжений при затвердевании. Однако необходимо соблюдать баланс: слишком большие радиусы могут привести к образованию локальных толстых участков. Стремитесь к такому радиусу, который будет достаточным для снижения напряжений, не внося при этом излишней громоздкости в геометрию.
Угол наклона
Углы осадки необходимы для обеспечения извлечения детали из формы без повреждения стенок формы. Конструкция без соответствующей осадки неизбежно приведет к волочению, дефектам поверхности или даже разрушению формы в процессе извлечения.
Величина необходимой тяги определяется процессом литья, высотой вертикальных поверхностей и желаемой чистотой поверхности. Глубокие или более сложные карманы обычно требуют больших углов осадки. Если предусмотреть эти углы в конструкции с самого начала, то можно избежать необходимости ремонта поверхности после литья или чрезмерной механической обработки для устранения следов волочения.
Линия расставания
Линия раздела, где встречаются две половины формы, - неизбежная реальность процесса литья. Ее расположение влияет на все - от удаления флэша (излишков металла) до конечной точности размеров и внешнего вида поверхности детали.
На этапе проектирования оцените, где будет проходить эта линия. В идеале она должна располагаться там, где она меньше всего мешает критическим поверхностям или сложной функциональной геометрии. Неудачно расположенная линия разъема может значительно усложнить изготовление пресс-формы и затруднить последующие операции по очистке и шлифовке.
Отверстия и внутренние полости
Внутренняя геометрия создается с помощью сердечников. Хотя сердечники обеспечивают невероятную гибкость конструкции, позволяя создавать каналы охлаждения и конструкции для уменьшения веса, они также создают сложности. Каждый сердечник должен поддерживаться, вентилироваться и закрепляться в пресс-форме, чтобы предотвратить его смещение под давлением расплавленного металла.
Сложная компоновка стержней увеличивает время, необходимое для очистки, удаления песка из стержня и окончательного контроля. В некоторых случаях эффективнее отлить цельную форму и обработать внутреннее отверстие или порт после отливки, особенно для высокоточных отверстий или резьбы, которые выходят за пределы типичных литейных допусков.
Допуск на усадку
Каждый металлический сплав ведет себя по-разному при переходе из жидкого состояния в твердое. По мере охлаждения металл сжимается. Инженеры-конструкторы должны учитывать эту объемную усадку, которая зависит от конкретной марки используемого материала.
Если не учитывать усадку, конечная деталь может оказаться меньше требуемых размеров или иметь внутренние пустоты. В процессе литья эта проблема решается с помощью конструкции подводящих путей и стояков - резервуаров расплавленного металла, пополняющих усадочную деталь. Ваша конструкция должна предусматривать эти пути, обеспечивая доступ расплавленного металла к критическим участкам детали по мере ее остывания.
Надбавка на механическую обработку
Литье редко является завершающим этапом изготовления прецизионных деталей. Большинство деталей требуют последующей механической обработки определенных поверхностей, таких как монтажные поверхности, посадочные места под подшипники или уплотнительные зоны. При проектировании необходимо четко различать "литые" и "обработанные" поверхности.
Если обеспечить недостаточный припуск на обработку, инструмент может не справиться с очисткой поверхности. И наоборот, чрезмерный припуск увеличивает ненужный вес, повышает стоимость материала и заставляет инструмент резать глубже, что может привести к обнажению более пористого материала ближе к центру отливки.
Требования к допускам
Распространенным заблуждением является применение допусков на обработку с ЧПУ к литым деталям. Допуски при литье диктуются стабильностью формы и природой охлаждающего металла; они, естественно, шире, чем те, которые достигаются при субтрактивном производстве.
Для критических размеров проектируйте деталь с запасом материала (припуском на обработку), чтобы можно было достичь жестких допусков за счет последующей обработки. Для стандартных конструктивных элементов используйте реалистичные допуски на литье. Требование точности на уровне ЧПУ по каждому размеру литой детали приведет к экспоненциальному увеличению стоимости оснастки, контроля и количества брака.
Материал и процесс литья
Выбор материала и процесс литья тесно связаны между собой. К распространенным методам литья металлов относятся литье в песчаные формы, литье по выплавляемым моделям, литье в оболочковые формы, гравитационное литье и литье под давлением. Каждый процесс имеет свои преимущества в отношении размера детали, толщины стенки, качества поверхности, контроля размеров, стоимости оснастки и объема производства.
В компании MinHe проекты литья на заказ могут быть рассмотрены по нескольким технологическим направлениям, включая литье в песчаные формы, литье по выплавляемым моделям, литье в стальные формы, литье в чугунные формы и литье в алюминиевые формы. Например, литье в песчаные формы часто больше подходит для средних, крупных или тяжелых отливок, в то время как литье по выплавляемым моделям может быть рассмотрено для небольших деталей со сложной геометрией и лучшими требованиями к поверхности. Литье в оболочковые формы может быть полезно, когда проект требует большей стабильности размеров, чем обычное литье в песчаные формы.
Выбор технологии не должен основываться только на названии материала или форме конечной детали. MinHe рассматривает марку материала, механические требования, толщину стенок, припуск на механическую обработку, уровень допуска, термообработку, отделку поверхности, необходимость контроля и ожидаемое количество. Это помогает определить, каким способом будет изготавливаться деталь: литьем в песчаную форму, литьем по выплавляемым моделям, литьем в оболочковые формы, литьем стали, литьем чугуна или литьем алюминия до начала изготовления оснастки.
Как конструктивные факторы влияют на дефекты литья
Понимание взаимосвязи между выбором конструкции и распространенными дефектами необходимо любому инженеру, работающему с литыми деталями.
| Коэффициент проектирования | Возможная проблема с литьем | Направление дизайна |
| Внезапные изменения толщины стенок | Усадочная пористость, деформация | Сохраняйте сбалансированность переходов между разделами |
| Острые внутренние углы | Концентрация напряжений, растрескивание | Добавьте подходящие филе и радиусы |
| Плохой угол тяги | Повреждения плесени, следы от волочения по поверхности | Заблаговременное рассмотрение проекта направления |
| Сложные внутренние полости | Основная смена, сложность уборки | Упростите компоновку ядра, где это возможно |
| Недостаточный припуск на обработку | Незаконченные функциональные поверхности | Четкое определение обрабатываемых поверхностей |
| Нереалистичные допуски | Более высокая стоимость, нестабильное производство | Раздельные допуски при литье и механической обработке |
Подготовка проекта отливки к рассмотрению
Когда вы готовы обратиться к литейной компании для проведения экспертизы DFM (Design for Manufacturing) или запроса предложения, наличие хорошо подготовленного пакета документов экономит время и обеспечивает точность. Полный пакет документов по проектированию должен включать:
- Класс материала: Или особые требования к производительности.
- Габаритные размеры и вес: Чтобы помочь литейщикам определить требования к материалам и печам.
- Критические размеры и допуски: Четкая маркировка позволяет отличить их от стандартных литых допусков.
- Обработанные поверхности: Выделены для обеспечения правильного припуска на обработку.
- Требования к чистоте поверхности: Особенно для видимых и герметичных поверхностей.
- Требования к термообработке: Если деталь требует особой структурной закалки.
- Требования к осмотру: Например, неразрушающий контроль или испытание давлением.
- Предполагаемое количество продукции: Это определяет уровень инвестиций в оснастку.
- 3D модель: Если есть возможность, для расширенного моделирования и анализа течения в пресс-форме.
Заключение
Успешное проектирование металлического литья - это не только обеспечение соответствия детали чертежу. Более важным является соответствие структуры детали, поведения материала, метода литья, припусков на обработку, требований к допускам и количеству продукции. Когда эти факторы рассматриваются на ранней стадии проектирования, становится легче уменьшить дефекты усадки, изменения в оснастке, незаконченные обработанные поверхности, отклонения размеров и непредвиденные расходы.
Для проектов литья на заказ компания MinHe может рассмотреть чертежи стальных отливок, чугунных деталей, алюминиевые отливки, и песчаное литьё проекты. Это помогает выявить потенциальные риски, связанные с толщиной стенок, усадкой, припусками на механическую обработку, допусками, требованиями к поверхности и необходимостью контроля. Если выбор материала или способа литья еще не завершен, ранний инженерный анализ может помочь выбрать более практичное решение для литья до начала изготовления оснастки или производства.