A escolha do projeto correto de fundição de metal é uma base importante para a produção de peças fundidas de alta qualidade. O facto de um projeto ser adequado para a fundição afectará o enchimento do metal fundido, a solidificação e a alimentação, a libertação do molde, a limpeza, a pós-maquinação e a inspeção final. Para projectos de fundição personalizados, os engenheiros precisam normalmente de avaliar como diferentes factores de design afectam a qualidade e o custo da fundição com base no tamanho da peça, complexidade estrutural, propriedades do material, requisitos de tolerância e volume de produção. Este artigo analisa as principais considerações no projeto de fundição de metal e ajuda a identificar potenciais problemas que podem afetar a estabilidade da produção na fase de desenho.
Factores-chave a considerar no design de fundição de metal
Equilibrar os requisitos funcionais de um componente com as realidades físicas do comportamento do metal fundido é um desafio de engenharia. Ao avaliar um projeto de fundição, considere como os seguintes parâmetros interagem para definir o resultado da produção.
Forma e tamanho da peça
A forma e o tamanho da peça são normalmente as primeiras considerações no projeto de fundição de metal, porque afectam diretamente a escolha do método de fundição. Uma peça pequena e complexa pode ser adequada para fundição por cera perdida quando é necessária uma melhor reprodução de detalhes e qualidade de superfície, enquanto uma peça maior ou mais pesada é frequentemente mais prática para fundição em areia porque o processo oferece maior flexibilidade no tamanho e peso da peça fundida.
A complexidade da forma também é importante. Cavidades profundas, paredes finas, orifícios internos ou estruturas irregulares podem requerer núcleos, design especial do molde ou maquinação adicional após a fundição. Para fundições de metal personalizadas, uma fundição irá normalmente rever o desenho primeiro para determinar se a forma e o tamanho da peça se adequam à fundição em areia, fundição de investimento, fundição em molde de concha ou outro processo adequado. Isto faz com que a forma e o tamanho sejam um dos factores de conceção mais importantes antes do início da produção.
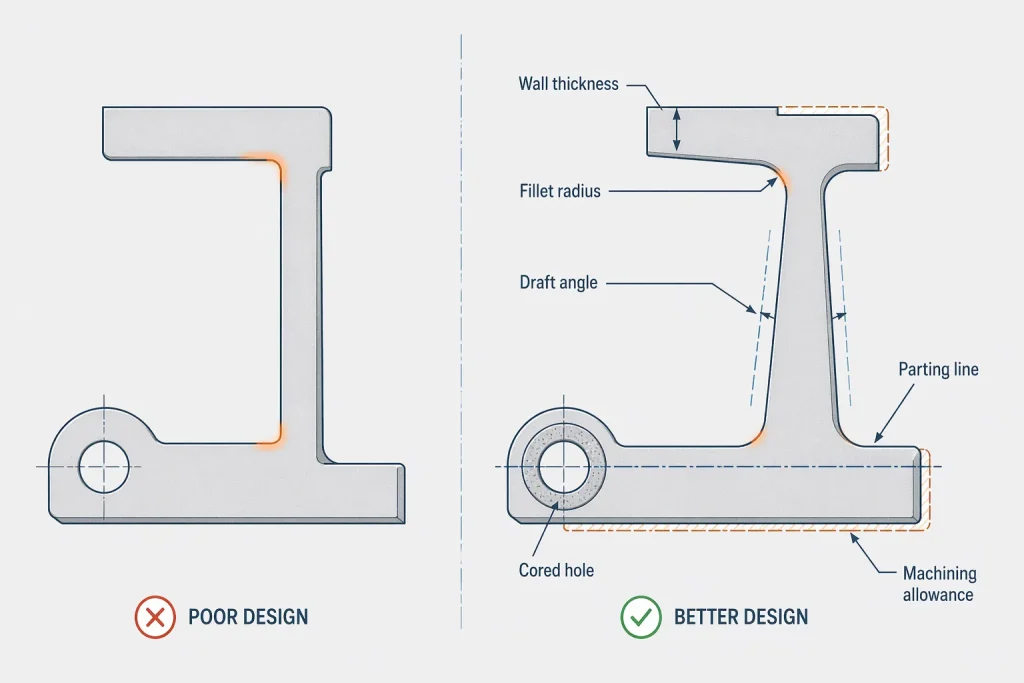
Espessura da parede
A consistência na espessura da parede é talvez o fator mais significativo para conseguir uma fundição sólida e sem defeitos. Quando o metal arrefece, encolhe; se uma área for significativamente mais espessa do que as secções circundantes, permanecerá fundida durante mais tempo e actuará como um centro térmico, retirando metal das secções mais finas e já solidificadas. Isto conduz à porosidade de contração ou a vazios internos.
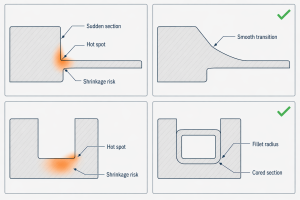
Evitar transições bruscas entre secções grossas e finas sempre que possível. Se uma secção espessa for funcionalmente necessária para a resistência, procure afunilar a transição gradualmente. Lembre-se que adicionar espessura em excesso nem sempre equivale a uma peça mais forte; em muitos casos, cria uma estrutura mais fraca e porosa. Uma espessura de parede uniforme encoraja um padrão de solidificação previsível.
Filetes e raios
Os cantos internos afiados são concentradores de tensão. Quando o metal fundido solidifica, as forças de contração são direcionadas para estes cantos, resultando frequentemente em fissuras ou fendas quentes. Para além disso, os cantos afiados perturbam o fluxo suave do metal fundido, criando redemoinhos e turbulência que podem lavar os grãos de areia ou reter gás.
A incorporação de filetes e raios generosos no seu projeto facilita uma transição suave tanto para o fluxo de metal como para as tensões de solidificação. No entanto, há que encontrar um equilíbrio; raios excessivamente grandes podem criar inadvertidamente secções espessas localizadas. Procure um raio que seja suficiente para atenuar as tensões sem introduzir um volume desnecessário na geometria.
Ângulo de inclinação
Os ângulos de inclinação são essenciais para garantir que o molde ou a peça fundida possa ser removida do molde sem danificar as paredes do molde. Um projeto sem uma inclinação adequada conduzirá inevitavelmente ao arrastamento, a imperfeições da superfície ou mesmo ao colapso do molde durante o processo de extração.
A quantidade de inclinação necessária é determinada pelo processo de fundição, pela altura das superfícies verticais e pelo acabamento de superfície desejado. Os bolsos mais profundos ou mais complexos requerem geralmente ângulos de inclinação maiores. Ao incorporar estes ângulos no projeto desde o início, evita-se a necessidade de reparações da superfície após a fundição ou de maquinação excessiva para corrigir marcas de arrastamento.
Linha de separação
A linha de separação, onde as duas metades do molde se encontram, é uma realidade inevitável do processo de fundição. A sua localização influencia tudo, desde a remoção do flash (excesso de metal) até à precisão dimensional final e ao aspeto da superfície da peça.
Durante a fase de conceção, avalie onde é que esta linha irá cair. Idealmente, deve ser posicionada onde menos interfira com superfícies críticas ou geometrias funcionais complexas. Uma linha de separação mal colocada pode dificultar significativamente o fabrico do molde e complicar as operações de limpeza e retificação subsequentes.
Furos e cavidades internas
A geometria interna é criada utilizando núcleos. Embora os núcleos permitam uma flexibilidade de design incrível - permitindo a criação de canais de arrefecimento e estruturas de redução de peso - também introduzem complexidade. Cada núcleo tem de ser suportado, ventilado e fixado dentro do molde para evitar que se desloque sob a pressão do metal fundido.
As disposições complexas do núcleo aumentam o tempo necessário para a limpeza, remoção da areia do núcleo e inspeção final. Nalguns casos, é mais eficiente fundir uma forma sólida e maquinar o orifício interno ou a porta após a fundição, particularmente no caso de furos ou roscas de alta precisão que se situam fora dos intervalos de tolerância típicos da fundição.
Tolerância de retração
Cada liga metálica comporta-se de forma diferente quando passa do estado líquido para o estado sólido. À medida que o metal arrefece, contrai-se. Os engenheiros de projeto têm de ter em conta esta contração volumétrica, que varia consoante o tipo de material específico que está a ser utilizado.
Sem considerar a contração, a peça final pode ser mais pequena do que as dimensões exigidas ou sofrer de vazios internos. O processo de fundição gere este fenómeno através da conceção de percursos de alimentação e de risers - reservatórios de metal fundido que reabastecem a peça em contração. O seu projeto deve permitir estes caminhos, assegurando que o metal fundido pode alcançar as áreas críticas da sua peça à medida que arrefece.
Subsídio de maquinagem
A fundição raramente é o passo final para um componente de precisão. A maioria das peças requer maquinação subsequente em superfícies específicas, tais como faces de montagem, assentos de rolamentos ou áreas de vedação. O projeto deve distinguir explicitamente entre superfícies "como fundidas" e superfícies "maquinadas".
Se for fornecida uma margem de maquinação insuficiente, a ferramenta pode não conseguir "limpar" a superfície. Por outro lado, o fornecimento de uma folga excessiva acrescenta peso desnecessário, aumenta os custos de material e força a ferramenta a cortar mais profundamente, expondo potencialmente o material mais poroso mais próximo do centro da peça fundida.
Requisitos de tolerância
É um equívoco comum aplicar tolerâncias de maquinação CNC a uma peça fundida. As tolerâncias de fundição são ditadas pela estabilidade do molde e pela natureza do metal de arrefecimento; são naturalmente mais amplas do que as obtidas através do fabrico subtrativo.
Para dimensões críticas, projetar a peça com material extra (margem de maquinação) para que possam ser alcançadas tolerâncias apertadas através de maquinação pós-processo. Para caraterísticas estruturais padrão, utilize tolerâncias de fundição realistas. Exigir precisão de nível CNC em todas as dimensões de uma peça fundida aumentará exponencialmente o custo das ferramentas, da inspeção e das taxas de rejeição.
Material e processo de fundição
A escolha do material e o processo de fundição estão intimamente ligados. Os métodos comuns de fundição de metais incluem a fundição em areia, a fundição de investimento, a fundição em molde de concha, a fundição por gravidade e a fundição sob pressão. Cada processo tem diferentes pontos fortes em termos de tamanho da peça, espessura da parede, acabamento da superfície, controlo dimensional, custo das ferramentas e volume de produção.
Na MinHe, os projectos de fundição personalizada podem ser analisados através de várias vias de processo, incluindo a fundição em areia, a fundição de investimento, a fundição em molde de concha, a fundição em aço, a fundição em ferro fundido e a fundição em alumínio. Por exemplo, a fundição em areia é frequentemente mais adequada para peças fundidas médias, grandes ou pesadas, enquanto a fundição de revestimento pode ser considerada para peças mais pequenas com geometria complexa e melhores requisitos de superfície. A fundição em molde de concha pode ser útil quando o projeto necessita de uma melhor estabilidade dimensional do que a fundição em areia convencional.
A seleção do processo não deve basear-se apenas no nome do material ou na forma final da peça. O MinHe analisa em conjunto o tipo de material, os requisitos mecânicos, a espessura da parede, a permissão de maquinação, o nível de tolerância, o tratamento térmico, o acabamento da superfície, as necessidades de inspeção e a quantidade prevista. Isto ajuda a determinar se a peça deve seguir uma rota de fundição em areia, fundição de investimento, fundição em molde de concha, fundição de aço, fundição de ferro ou fundição de alumínio antes do início do fabrico de ferramentas.
Como os factores de conceção afectam os defeitos de fundição
Compreender a relação entre as escolhas de projeto e os defeitos comuns é essencial para qualquer engenheiro que trabalhe com peças fundidas.
| Fator de conceção | Possível problema de fundição | Direção de Design |
| Alterações súbitas da espessura da parede | Encolhimento porosidade, distorção | Manter as transições de secção equilibradas |
| Cantos internos afiados | Concentração de tensões, fissuração | Adicionar filetes e raios adequados |
| Mau ângulo de inclinação | Danos por bolor, marcas de arrastamento na superfície | Revisão antecipada do projeto de orientação |
| Cavidades internas complexas | Turno central, dificuldade de limpeza | Simplificar a disposição do núcleo sempre que possível |
| Subsídio de maquinagem insuficiente | Superfícies funcionais inacabadas | Definir claramente as superfícies maquinadas |
| Tolerâncias irrealistas | Custo mais elevado, produção instável | Tolerâncias separadas entre a fundição e a maquinagem |
Preparação de um projeto de fundição para revisão
Quando estiver pronto para contactar uma fundição para uma revisão DFM (Design for Manufacturing) ou para solicitar um orçamento, ter um pacote bem preparado poupa tempo e garante precisão. Um pacote de design abrangente deve incluir:
- Grau do material: Ou requisitos de desempenho específicos.
- Tamanho e peso total: Ajudar a fundição a avaliar os requisitos do material e do forno.
- Dimensões críticas e tolerâncias: Claramente marcadas para as distinguir das tolerâncias normais de fundição.
- Superfícies maquinadas: Destacado para garantir a correta margem de maquinação.
- Requisitos de acabamento da superfície: Especialmente para superfícies visíveis ou de vedação.
- Requisitos de tratamento térmico: Se a peça exigir um endurecimento estrutural específico.
- Requisitos de inspeção: Por exemplo, NDT ou ensaios de pressão.
- Quantidade de produção estimada: Isto determina o nível de investimento em ferramentas.
- Modelo 3D: Se disponível, para permitir a simulação avançada e a análise do fluxo do molde.
Conclusão
Um projeto de fundição de metal bem sucedido não consiste apenas em fazer com que a peça corresponda ao desenho. Mais importante ainda, trata-se de fazer corresponder a estrutura da peça, o comportamento do material, o método de fundição, a permissão de maquinação, os requisitos de tolerância e a quantidade de produção. Quando estes factores são revistos na fase inicial do projeto, torna-se mais fácil reduzir os defeitos de retração, as alterações de ferramentas, as superfícies maquinadas inacabadas, a variação dimensional e os custos inesperados.
Para projectos de fundição personalizados, a MinHe pode rever desenhos para fundições de aço e peças de ferro fundido, peças fundidas de alumínioe fundição em areia projectos. Isto ajuda a identificar potenciais riscos na espessura da parede, retração, permissão de maquinação, tolerâncias, requisitos de superfície e necessidades de inspeção. Se o material ou a rota de fundição não tiver sido finalizada, uma revisão de engenharia antecipada pode ajudar a selecionar uma solução de fundição mais prática antes do início da produção ou das ferramentas.