Le choix de la bonne conception de moulage des métaux est une base importante pour la production de pièces moulées de haute qualité. Le fait qu'une conception soit adaptée au moulage aura une incidence sur le remplissage du métal en fusion, la solidification et l'alimentation, le démoulage, le nettoyage, le post-usinage et l'inspection finale. Pour les projets de moulage sur mesure, les ingénieurs doivent généralement évaluer comment les différents facteurs de conception affectent la qualité et le coût du moulage en fonction de la taille de la pièce, de la complexité de la structure, des propriétés des matériaux, des exigences de tolérance et du volume de production. Cet article passe en revue les principales considérations en matière de conception de moulage de métaux et aide à identifier les problèmes potentiels susceptibles d'affecter la stabilité de la production au stade du dessin.
Facteurs clés à prendre en compte dans la conception d'une coulée de métal
Équilibrer les exigences fonctionnelles d'un composant avec les réalités physiques du comportement du métal en fusion est un défi d'ingénierie. Lors de l'évaluation d'une conception de moulage, il convient de prendre en compte la manière dont les paramètres suivants interagissent pour définir le résultat de la production.
Forme et taille des pièces
La forme et la taille de la pièce sont généralement les premières considérations dans la conception du moulage des métaux, car elles affectent directement le choix de la méthode de moulage. Une petite pièce complexe peut convenir au moulage à la cire perdue lorsqu'une meilleure reproduction des détails et une meilleure qualité de surface sont requises, tandis qu'une pièce plus grande ou plus lourde est souvent plus pratique pour le moulage au sable, car le processus offre une plus grande flexibilité en termes de taille et de poids de la pièce moulée.
La complexité de la forme a également son importance. Les cavités profondes, les parois minces, les trous internes ou les structures irrégulières peuvent nécessiter des noyaux, une conception spéciale du moule ou un usinage supplémentaire après le moulage. Pour les pièces métalliques moulées sur mesure, une fonderie commence généralement par examiner le dessin pour déterminer si la forme et la taille de la pièce correspondent au moulage au sable, au moulage à la cire perdue, au moulage en coquille ou à un autre procédé approprié. La forme et la taille sont donc l'un des facteurs de conception les plus importants avant le début de la production.
Épaisseur de la paroi
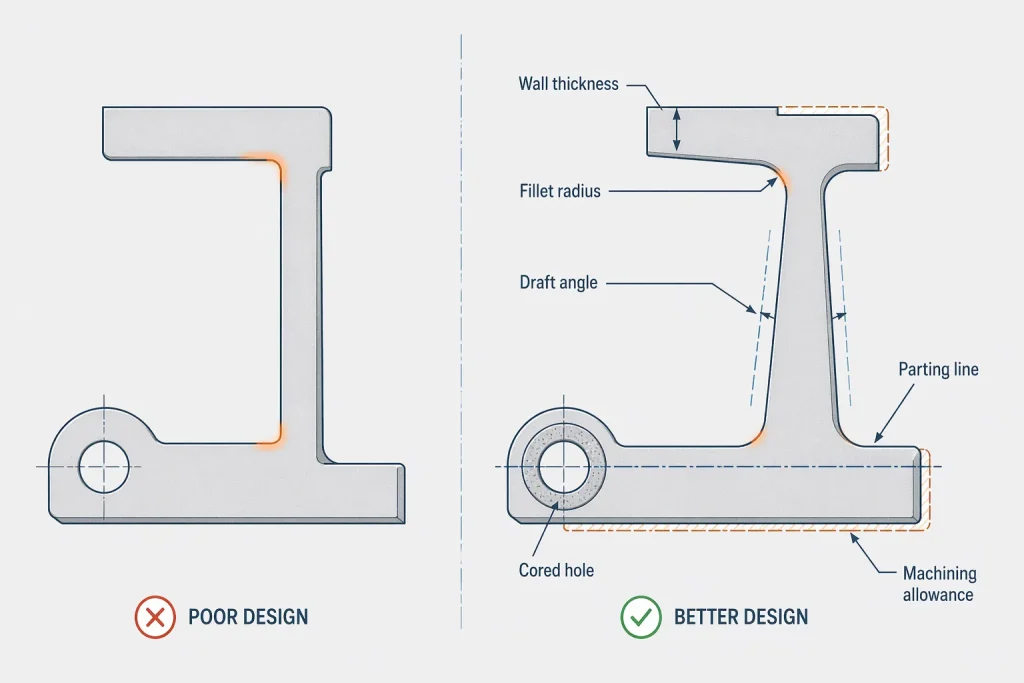
La régularité de l'épaisseur de la paroi est peut-être le facteur le plus important pour obtenir une coulée saine et sans défaut. Lorsqu'un métal se refroidit, il se rétracte ; si une zone est nettement plus épaisse que les sections environnantes, elle restera en fusion plus longtemps et agira comme un centre thermique, tirant le métal des sections plus minces déjà solidifiées. Il en résulte une porosité de retrait ou des vides internes.
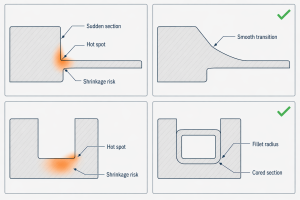
Dans la mesure du possible, évitez les transitions brusques entre les sections épaisses et minces. Si une section épaisse est fonctionnellement nécessaire pour la solidité, essayez de réduire progressivement la transition. Rappelez-vous que l'ajout d'une épaisseur excessive n'équivaut pas toujours à une pièce plus résistante ; dans de nombreux cas, il crée une structure plus faible et poreuse. Une épaisseur de paroi uniforme favorise un schéma de solidification prévisible.
Filets et rayons
Les angles internes aigus sont des concentrateurs de contraintes. Lorsque le métal en fusion se solidifie, les forces de retrait sont dirigées vers ces angles, ce qui entraîne souvent des déchirures ou des fissures à chaud. En outre, les angles vifs perturbent l'écoulement régulier du métal en fusion, créant des tourbillons et des turbulences qui peuvent emporter des grains de sable ou piéger des gaz.
L'intégration de congés et de rayons généreux dans votre conception facilite une transition en douceur pour l'écoulement du métal et les contraintes de solidification. Cependant, il faut trouver un équilibre ; des rayons trop grands peuvent créer par inadvertance des sections épaisses localisées. Il faut viser un rayon suffisant pour atténuer les contraintes sans introduire de volume inutile dans la géométrie.
Angle de tirant d'eau
Les angles de dépouille sont essentiels pour garantir que le modèle ou la pièce moulée puisse être retiré du moule sans en endommager les parois. Une conception sans dépouille appropriée entraînera inévitablement des traînées, des imperfections de surface, voire l'effondrement du moule au cours du processus d'extraction.
L'ampleur de la dépouille nécessaire est déterminée par le processus de moulage, la hauteur des surfaces verticales et la finition de surface souhaitée. Les poches plus profondes ou plus complexes nécessitent généralement des angles de dépouille plus importants. En incorporant ces angles dans la conception dès le départ, vous évitez de devoir effectuer des réparations de surface après la coulée ou un usinage excessif pour corriger les marques de traînée.
Ligne de séparation
Le plan de joint, où les deux moitiés du moule se rencontrent, est une réalité inévitable du processus de moulage. Son emplacement influence tout, de l'élimination de la bavure (excès de métal) à la précision dimensionnelle finale et à l'aspect de la surface de la pièce.
Pendant la phase de conception, évaluez l'emplacement de cette ligne. Idéalement, il devrait être placé là où il interfère le moins avec les surfaces critiques ou les géométries fonctionnelles complexes. Un plan de joint mal placé peut rendre la fabrication du moule beaucoup plus difficile et compliquer les opérations ultérieures de nettoyage et de rectification.
Trous et cavités internes
La géométrie interne est créée à l'aide de noyaux. Si les noyaux offrent une incroyable souplesse de conception - en permettant la création de canaux de refroidissement et de structures de réduction du poids - ils introduisent également de la complexité. Chaque noyau doit être soutenu, ventilé et fixé dans le moule pour éviter qu'il ne se déplace sous la pression du métal en fusion.
La complexité de la disposition des noyaux augmente le temps nécessaire au nettoyage, à l'enlèvement du sable des noyaux et à l'inspection finale. Dans certains cas, il est plus efficace de couler une forme solide et d'usiner le trou ou l'orifice interne après la coulée, en particulier pour les alésages ou les filetages de haute précision qui se situent en dehors des plages de tolérance typiques de la coulée.
Indemnité de rétrécissement
Chaque alliage métallique se comporte différemment lorsqu'il passe de l'état liquide à l'état solide. En se refroidissant, le métal se contracte. Les ingénieurs concepteurs doivent tenir compte de ce retrait volumétrique, qui varie en fonction de la qualité spécifique du matériau utilisé.
Si l'on ne tient pas compte du retrait, la pièce finale peut être plus petite que les dimensions requises ou présenter des vides internes. Le processus de moulage gère ce problème en concevant des voies d'alimentation et des réservoirs de métal en fusion qui alimentent la pièce qui se rétrécit. Votre conception doit tenir compte de ces voies, afin que le métal en fusion puisse atteindre les zones critiques de votre pièce lorsqu'elle se refroidit.
Allocation d'usinage
Le moulage est rarement l'étape finale d'un composant de précision. La plupart des pièces nécessitent un usinage ultérieur sur des surfaces spécifiques, telles que les faces de montage, les sièges de roulement ou les zones d'étanchéité. La conception doit explicitement faire la distinction entre les surfaces "telles que moulées" et les surfaces "usinées".
Si la surépaisseur d'usinage est insuffisante, l'outil risque de ne pas "nettoyer" la surface. Inversement, une surépaisseur excessive ajoute un poids inutile, augmente les coûts des matériaux et oblige l'outil à couper plus profondément, ce qui risque d'exposer le matériau plus poreux situé plus près du centre de la pièce moulée.
Exigences de tolérance
Il est souvent erroné d'appliquer les tolérances de l'usinage CNC à une pièce moulée. Les tolérances de moulage sont dictées par la stabilité du moule et la nature du métal de refroidissement ; elles sont naturellement plus larges que celles obtenues par la fabrication soustractive.
Pour les dimensions critiques, la pièce doit être conçue avec un supplément de matière (surépaisseur d'usinage) afin que des tolérances serrées puissent être obtenues grâce à l'usinage post-processus. Pour les caractéristiques structurelles standard, utilisez des tolérances de moulage réalistes. Exiger une précision de niveau CNC pour chaque dimension d'une pièce moulée augmentera de manière exponentielle le coût de l'outillage, de l'inspection et des taux de rejet.
Matériau et procédé de coulée
Le choix du matériau et le processus de moulage sont étroitement liés. Les méthodes courantes de moulage des métaux comprennent le moulage en sable, le moulage à la cire perdue, le moulage en coquille, le moulage par gravité et le moulage sous pression. Chaque procédé présente des avantages différents en ce qui concerne la taille des pièces, l'épaisseur des parois, l'état de surface, le contrôle des dimensions, le coût de l'outillage et le volume de production.
Chez MinHe, les projets de moulage sur mesure peuvent être examinés selon plusieurs procédés, notamment le moulage en sable, le moulage à la cire perdue, le moulage en coquille, le moulage en acier, le moulage en fonte et le moulage en aluminium. Par exemple, le moulage au sable est souvent plus adapté aux pièces moyennes, grandes ou lourdes, tandis que le moulage à la cire perdue peut être envisagé pour des pièces plus petites à la géométrie complexe et aux exigences de surface plus élevées. Le moulage en coquille peut être utile lorsque le projet nécessite une meilleure stabilité dimensionnelle que le moulage en sable conventionnel.
La sélection du processus ne doit pas se fonder uniquement sur le nom du matériau ou la forme finale de la pièce. MinHe examine ensemble la qualité du matériau, les exigences mécaniques, l'épaisseur de la paroi, la marge d'usinage, le niveau de tolérance, le traitement thermique, la finition de surface, les besoins en matière d'inspection et la quantité prévue. Cela permet de déterminer si la pièce doit être moulée en sable, moulée à la cire perdue, moulée en coquille, moulée en acier, moulée en fer ou moulée en aluminium avant le début de l'outillage.
Comment les facteurs de conception affectent les défauts de coulée
Comprendre la relation entre les choix de conception et les défauts courants est essentiel pour tout ingénieur travaillant avec des pièces moulées.
| Facteur de conception | Problème de coulée possible | Direction de la conception |
| Changements soudains de l'épaisseur de la paroi | Rétrécissement, porosité, distorsion | Veiller à ce que les transitions entre les sections soient équilibrées |
| Angles internes aigus | Concentration des contraintes, fissuration | Ajouter les filets et les rayons appropriés |
| Mauvais angle de dépouille | Dommages causés par les moisissures, traces de frottement en surface | Examiner rapidement le projet d'orientation |
| Cavités internes complexes | Équipe de base, difficulté de nettoyage | Simplifier l'agencement du noyau dans la mesure du possible |
| Surépaisseur d'usinage insuffisante | Surfaces fonctionnelles non finies | Définir clairement les surfaces usinées |
| Tolérances irréalistes | Coût plus élevé, production instable | Séparer les tolérances des pièces coulées et des pièces usinées |
Préparation d'un projet de moulage pour examen
Lorsque vous êtes prêt à engager une fonderie pour un examen DFM (conception pour la fabrication) ou à demander un devis, le fait de disposer d'un dossier bien préparé vous permet de gagner du temps et de garantir la précision. Un dossier de conception complet doit comprendre
- Qualité du matériau : Ou des exigences de performance spécifiques.
- Taille et poids totaux : Aider la fonderie à évaluer les besoins en matériaux et en fours.
- Dimensions et tolérances critiques : Elles sont clairement identifiées pour les distinguer des tolérances de moulage standard.
- Surfaces usinées : Surligné pour assurer une surépaisseur d'usinage correcte.
- Exigences en matière de finition de surface : Particulièrement pour les surfaces visibles ou étanches.
- Exigences en matière de traitement thermique : Si la pièce nécessite un durcissement structurel spécifique.
- Exigences en matière d'inspection : Tels que les essais non destructifs ou les essais sous pression.
- Quantité de production estimée : Cela détermine le niveau d'investissement dans l'outillage.
- Modèle 3D : Si disponible, pour permettre une simulation avancée et une analyse de l'écoulement des moules.
Conclusion
Une conception réussie du moulage des métaux ne consiste pas seulement à faire correspondre la pièce au dessin. Il s'agit surtout de faire correspondre la structure de la pièce, le comportement du matériau, la méthode de coulée, la tolérance d'usinage, les exigences de tolérance et la quantité de production. Lorsque ces facteurs sont examinés dès le début de la phase de conception, il devient plus facile de réduire les défauts de retrait, les changements d'outillage, les surfaces usinées non finies, les variations dimensionnelles et les coûts imprévus.
Pour les projets de moulage sur mesure, MinHe peut examiner les dessins pour les moulages en acier et les pièces en fonte, pièces moulées en aluminiumet moulage en sable des projets. Cela permet d'identifier les risques potentiels liés à l'épaisseur des parois, au retrait, à la marge d'usinage, aux tolérances, aux exigences de surface et aux besoins d'inspection. Si le matériau ou l'itinéraire de coulée n'a pas été finalisé, un examen technique précoce peut aider à sélectionner une solution de coulée plus pratique avant le début de l'outillage ou de la production.