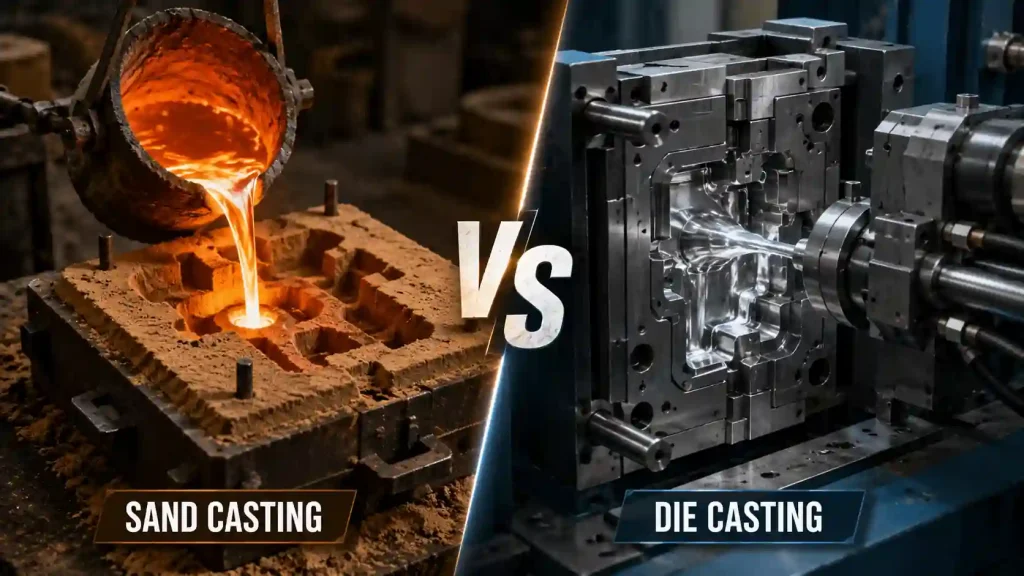
Sand casting and die casting are two common methods used to make metal parts, but they are suitable for different production conditions. Sand casting uses expendable sand molds and supports a wide range of metals, while die casting uses reusable metal dies and is often selected for high-volume non-ferrous parts.
This article compares sand casting and die casting in terms of mold cost, material range, part size, wall thickness, surface finish, tolerance, production volume, and post-processing requirements, so engineers and buyers can choose a more suitable process for their parts.
What Is Sand Casting?
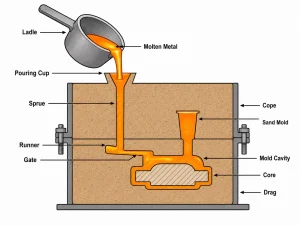
Sand casting is a versatile process that involves creating a mold cavity using a mixture of sand and bonding agents. Molten metal is poured into this cavity, and after it solidifies, the sand mold is broken to extract the casting. Because the molds are formed from patterns, this method is highly adaptable and commonly used for everything from small components to massive industrial machinery. It is compatible with almost any alloy, including cast iron, cast steel, aluminum, and copper.
Sand Casting Advantages
Sand casting is primarily valued for its flexibility in handling complex requirements with a relatively lower financial barrier for entry.
-
Lower initial tooling cost compared to permanent mold processes.
-
Broad material compatibility, including high-melting-point ferrous metals.
-
Suitable for very large, heavy, or thick-walled components.
-
Highly flexible for creating complex internal cavities using sand cores.
-
Efficient for rapid prototyping and low-to-medium volume production.
Sand Casting Disadvantages
The use of an expendable mold impacts the consistency and finish of the resulting parts.
-
Rougher surface finish typical of sand-molded textures.
-
Wider tolerance ranges that require careful design consideration.
-
Need for more machining allowance to reach final dimensions.
-
Slower production speeds as each mold must be prepared individually.
-
Higher labor intensity for cleaning, grinding, and secondary finishing.
What Is Die Casting?
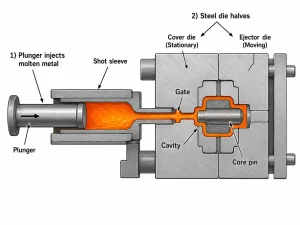
Die casting is a high-pressure manufacturing process where molten metal is injected into a reusable, precision-machined steel die. Once the metal solidifies, the die opens to release the finished part. This method is specifically designed for high-efficiency, repeatable production and is widely used for non-ferrous alloys like aluminum, zinc, and magnesium.
Die Casting Advantages
Die casting is optimized for projects where cycle time and part consistency are the main priorities.
-
Fast cycle times allow for high-volume manufacturing throughput.
-
Good dimensional consistency reduces the need for extensive secondary machining.
-
Smoother surface finish is achieved directly out of the mold.
-
Suitable for complex, thin-walled, and lightweight non-ferrous structures.
-
Lower unit cost when the initial tooling is amortized over a high production volume.
Die Casting Disadvantages
The process requires high-performance machinery and specialized steel tooling, which imposes specific constraints.
-
High upfront die cost requires a significant initial investment.
-
Less economical for low-volume or prototyping projects.
-
Limited material range compared to sand casting processes.
-
Constraints on maximum part size and the ability to cast thick sections.
-
Expensive design changes if modifications are needed after tooling is completed.
Sand Casting vs Die Casting: Key Differences
While both methods produce metal components, their underlying mechanics create distinct trade-offs for engineers and procurement teams. The following table highlights the primary differences between these two casting routes.
| Comparison Factor | Sand Casting | Die Casting |
| Cost | Lower tooling cost; higher labor and finishing cost | Higher die cost; lower unit cost at high volume |
| Materials | Cast iron, cast steel, aluminum, bronze, copper alloys, and other metals | Mainly aluminum, zinc, magnesium, and other non-ferrous alloys |
| Part Size | Suitable for small to very large parts | Better for small to medium-sized parts |
| Wall Thickness | More tolerant of thick sections and variable wall thickness | Better for thin-wall and more uniform structures |
| Surface Finish | Rougher surface from sand mold texture | Smoother and more consistent surface |
| Tolerance | Wider tolerance range; more machining allowance needed | Better dimensional consistency |
| Production Volume | Suitable for prototypes, low-volume, and medium-volume production | Suitable for stable medium-to-high-volume production |
| Post-Processing | Often requires cleaning, grinding, machining, or coating | Usually needs less machining, but trimming and finishing may still be required |
Cost
The investment structure differs significantly between the two. Sand casting uses patterns that are relatively inexpensive to produce, which lowers the barrier for entry. Die casting requires hardened steel dies, which represent a substantial capital expenditure. However, die casting often results in a lower unit cost in high-volume production, while sand casting remains the cost-effective choice for smaller runs.
Materials
Material choice often dictates the process. Sand casting’s ability to handle high-temperature materials like iron and steel makes it the only option for many heavy-duty structural parts. Die casting is largely restricted to non-ferrous metals, which limits its use in applications requiring extreme heat resistance or high-strength steel properties.
Part Size and Wall Thickness
Sand casting is better suited for heavy, massive parts that would exceed the capacity of a standard die casting machine. It is also more forgiving regarding wall thickness. Die casting is optimized for thin-walled geometry, where the high-pressure injection can effectively fill complex, light sections before the metal cools.
Surface Finish and Tolerance
Parts produced by die casting typically possess a superior surface quality and tighter tolerances. This is because the steel die is precision-machined and does not degrade during the process. In contrast, the texture of the sand mold and the manual nature of the process often mean that sand-cast parts require secondary machining to meet tight specifications.
Production Volume and Post-Processing
Die casting is fundamentally designed for speed and consistency, making it the standard for mass-market production where post-processing is minimized. Sand casting is often more labor-intensive, frequently requiring extra cleaning, grinding, and machining to achieve the desired final surface and dimensional accuracy.
Design Flexibility
Sand casting provides greater design freedom throughout the product development cycle. Patterns can be updated or replaced at a low cost if design changes are required. With die casting, the design must be fixed early, as any alteration to the hardened steel tool is time-consuming and expensive.
How to Choose Between Sand Casting and Die Casting
When deciding between these two methods, your choice should be guided by your part’s specific requirements. Sand casting is generally more suitable if your project involves cast iron, cast steel, large-scale dimensions, thick-walled structures, or if you are in the prototype and low-volume stage.
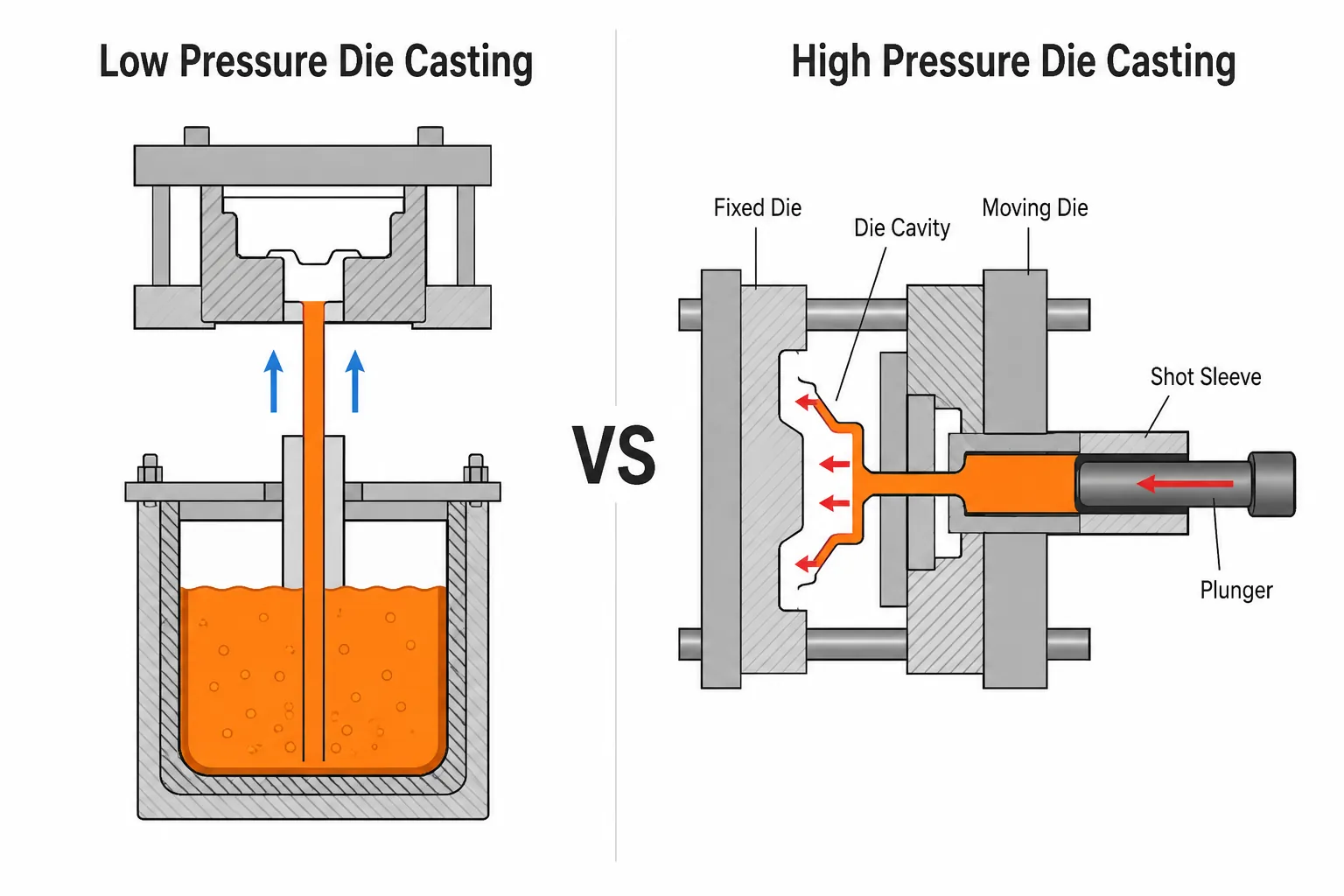
Conversely, die casting is often the better route for projects using aluminum, zinc, or magnesium, especially when the part has thin walls, requires high consistency, and is needed in stable, high-volume batches. For aluminum structural parts produced in mid-level batches where better density or higher mechanical integrity is needed, you might also consider evaluating gravity casting or low-pressure casting as an alternative.
MinHe: Your Partner for Custom Casting Projects
Sand casting and die casting are suitable for different manufacturing conditions. The right choice depends on material selection, part size, wall thickness, surface requirements, dimensional tolerance, production volume, post-processing needs, and total project cost.
MinHe can help review your drawings, material requirements, expected quantity, tolerance needs, and finishing requirements. Based on these details, our engineering team can compare different casting routes and suggest a more suitable manufacturing approach for your project.
To evaluate your next casting project, you can share your design files or technical requirements with MinHe for a manufacturability review.