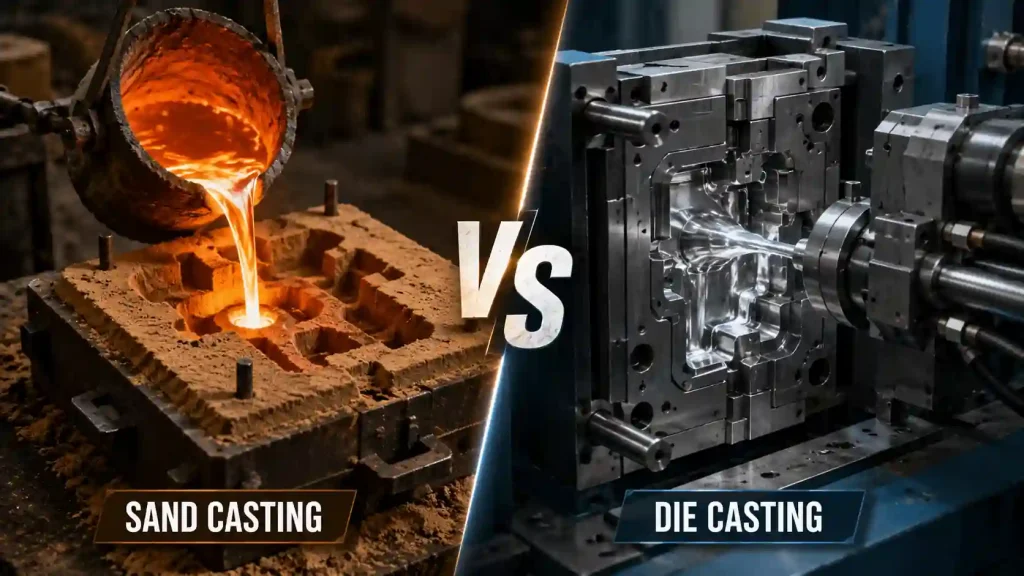
Le moulage au sable et le moulage sous pression sont deux procédés courants utilisés pour la fabrication de pièces métalliques, mais ils conviennent à des conditions de production différentes. Le moulage au sable utilise des moules en sable jetables et permet de traiter une large gamme de métaux, tandis que le moulage sous pression utilise des moules métalliques réutilisables et est souvent choisi pour la production en grande série de pièces non ferreuses.
Cet article compare le moulage au sable et le moulage sous pression en termes de coût des moules, de gamme de matériaux, de taille des pièces, d'épaisseur des parois, de finition de surface, de tolérances, de volume de production et d'exigences de post-traitement, afin de permettre aux ingénieurs et aux acheteurs de choisir le procédé le mieux adapté à leurs pièces.
Qu'est-ce que le moulage au sable ?
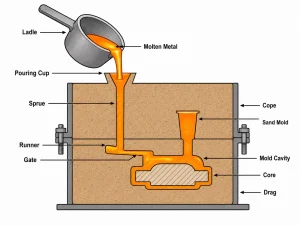
Coulée en sable Il s'agit d'un procédé polyvalent qui consiste à créer une cavité de moulage à l'aide d'un mélange de sable et d'agents liants. Du métal en fusion est coulé dans cette cavité et, une fois solidifié, le moule en sable est brisé pour extraire la pièce moulée. Comme les moules sont formés à partir de modèles, cette méthode est très adaptable et couramment utilisée pour tout type de pièces, des petits composants aux machines industrielles de grande taille. Elle est compatible avec presque tous les alliages, y compris la fonte, l'acier moulé, l'aluminium et le cuivre.
Avantages du moulage au sable
Le moulage au sable est principalement apprécié pour sa flexibilité face à des exigences complexes, tout en présentant un coût d'entrée relativement faible.
-
Coûts d'outillage initiaux inférieurs à ceux des procédés utilisant des moules permanents.
-
Large compatibilité avec les matériaux, y compris les métaux ferreux à haut point de fusion.
-
Convient aux pièces de très grande taille, lourdes ou à parois épaisses.
-
Très polyvalent pour la réalisation de cavités internes complexes à l'aide de noyaux en sable.
-
Idéal pour le prototypage rapide et la production en petites et moyennes séries.
Inconvénients du moulage au sable
L'utilisation d'un moule à usage unique a une incidence sur l'uniformité et la finition des pièces obtenues.
-
Une finition de surface plus rugueuse, caractéristique des textures obtenues par moulage au sable.
-
Des plages de tolérance plus larges qui nécessitent une attention particulière lors de la conception.
-
Il faut prévoir une marge d'usinage supplémentaire pour atteindre les dimensions finales.
-
Des cadences de production plus lentes, car chaque moule doit être préparé individuellement.
-
Une main-d'œuvre plus importante est nécessaire pour le nettoyage, le meulage et la finition secondaire.
Qu'est-ce que le moulage sous pression ?
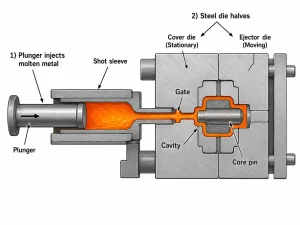
Le moulage sous pression est un procédé de fabrication à haute pression dans lequel du métal en fusion est injecté dans un moule en acier réutilisable et usiné avec précision. Une fois le métal solidifié, le moule s'ouvre pour libérer la pièce finie. Cette méthode est spécialement conçue pour une production hautement efficace et reproductible, et est largement utilisée pour les alliages non ferreux tels que l'aluminium, le zinc et le magnésium.
Avantages du moulage sous pression
Le moulage sous pression est particulièrement adapté aux projets où la durée du cycle et l'uniformité des pièces sont les principales priorités.
-
Des temps de cycle courts permettent d'atteindre un rendement élevé en termes de production.
-
Une bonne stabilité dimensionnelle permet de limiter les opérations d'usinage secondaires.
-
On obtient une finition de surface plus lisse dès la sortie du moule.
-
Convient aux structures non ferreuses complexes, à parois minces et légères.
-
Le coût unitaire diminue lorsque l'investissement initial en outillage est amorti sur un volume de production élevé.
Inconvénients du moulage sous pression
Ce procédé nécessite des machines hautement performantes et des outils en acier spécialisés, ce qui impose des contraintes spécifiques.
-
Le coût élevé des matrices nécessite un investissement initial important.
-
Moins économique pour les projets à faible volume ou de prototypage.
-
Gamme de matériaux limitée par rapport aux procédés de moulage au sable.
-
Les contraintes liées à la taille maximale des pièces et à la capacité de couler des sections épaisses.
-
Des modifications de conception coûteuses si des ajustements s'avèrent nécessaires une fois l'outillage terminé.
Moulage au sable ou moulage sous pression : principales différences
Si ces deux méthodes permettent de produire des composants métalliques, leurs principes de fonctionnement respectifs impliquent des compromis différents pour les ingénieurs et les équipes chargées des achats. Le tableau ci-dessous met en évidence les principales différences entre ces deux procédés de moulage.
| Facteur de comparaison | Moulage au sable | Moulage sous pression |
| Coût | Coûts d'outillage réduits ; coûts de main-d'œuvre et de finition plus élevés | Coût des matrices plus élevé ; coût unitaire plus faible à fort volume |
| Matériaux | Fonte, acier moulé, aluminium, bronze, alliages de cuivre et autres métaux | Principalement l'aluminium, le zinc, le magnésium et d'autres alliages non ferreux |
| Taille de la pièce | Convient pour les pièces de petite à très grande taille | Idéal pour les pièces de petite et moyenne taille |
| Épaisseur de la paroi | Mieux adapté aux sections épaisses et aux épaisseurs de paroi variables | Convient mieux aux structures à parois minces et plus homogènes |
| Finition de la surface | Surface plus rugueuse due à la texture du moule en sable | Une surface plus lisse et plus uniforme |
| Tolérance | Plage de tolérance plus large ; surépaisseur d'usinage plus importante requise | Une meilleure homogénéité dimensionnelle |
| Volume de production | Convient à la fabrication de prototypes ainsi qu'à la production en petites et moyennes séries | Convient à une production stable de volume moyen à élevé |
| Post-traitement | Nécessite souvent un nettoyage, un meulage, un usinage ou un revêtement | Cela nécessite généralement moins d'usinage, mais un rognage et une finition peuvent tout de même s'avérer nécessaires |
Coût
La structure d'investissement diffère considérablement entre les deux procédés. Le moulage au sable utilise des modèles relativement peu coûteux à produire, ce qui réduit les barrières à l'entrée. Le moulage sous pression nécessite des moules en acier trempé, ce qui représente un investissement en capital important. Cependant, le moulage sous pression permet souvent d'obtenir un coût unitaire plus bas dans le cadre d'une production à grand volume, tandis que le moulage au sable reste le choix le plus rentable pour les petites séries.
Matériaux
Le choix du matériau dicte souvent le procédé. La capacité du moulage au sable à traiter des matériaux résistants aux hautes températures, comme le fer et l'acier, en fait la seule option envisageable pour de nombreuses pièces structurelles destinées à des applications lourdes. Le moulage sous pression est quant à lui largement limité aux métaux non ferreux, ce qui restreint son utilisation dans les applications nécessitant une résistance extrême à la chaleur ou les propriétés d'un acier à haute résistance.
Dimensions de la pièce et épaisseur de paroi
Le moulage au sable est mieux adapté aux pièces lourdes et volumineuses qui dépasseraient la capacité d'une machine de moulage sous pression standard. Il offre également une plus grande tolérance en matière d'épaisseur de paroi. Le moulage sous pression est quant à lui optimisé pour les géométries à parois minces, où l'injection à haute pression permet de remplir efficacement les sections complexes et légères avant que le métal ne refroidisse.
Finition de surface et tolérances
Les pièces issues du moulage sous pression présentent généralement une qualité de surface supérieure et des tolérances plus strictes. Cela s'explique par le fait que le moule en acier est usiné avec précision et ne s'altère pas au cours du processus. En revanche, la texture du moule en sable et le caractère manuel du processus impliquent souvent que les pièces moulées au sable nécessitent un usinage secondaire pour répondre à des spécifications strictes.
Volume de production et post-traitement
Le moulage sous pression est avant tout conçu pour offrir rapidité et régularité, ce qui en fait la norme pour la production de masse, où les opérations de finition sont réduites au minimum. Le moulage au sable est souvent plus exigeant en main-d'œuvre et nécessite fréquemment des opérations supplémentaires de nettoyage, de meulage et d'usinage pour obtenir la finition de surface et la précision dimensionnelle souhaitées.
Flexibilité de la conception
Le moulage au sable offre une plus grande liberté de conception tout au long du cycle de développement du produit. Les modèles peuvent être mis à jour ou remplacés à moindre coût si des modifications de conception s'avèrent nécessaires. Avec le moulage sous pression, la conception doit être définitive dès le début, car toute modification apportée à l'outil en acier trempé est longue et coûteuse.
Comment choisir entre le moulage au sable et le moulage sous pression
Pour choisir entre ces deux méthodes, vous devez tenir compte des exigences spécifiques de votre pièce. Le moulage au sable est généralement plus adapté si votre projet concerne de la fonte, de l'acier moulé, des pièces de grandes dimensions, des structures à parois épaisses, ou si vous en êtes au stade du prototypage ou de la production en petite série.
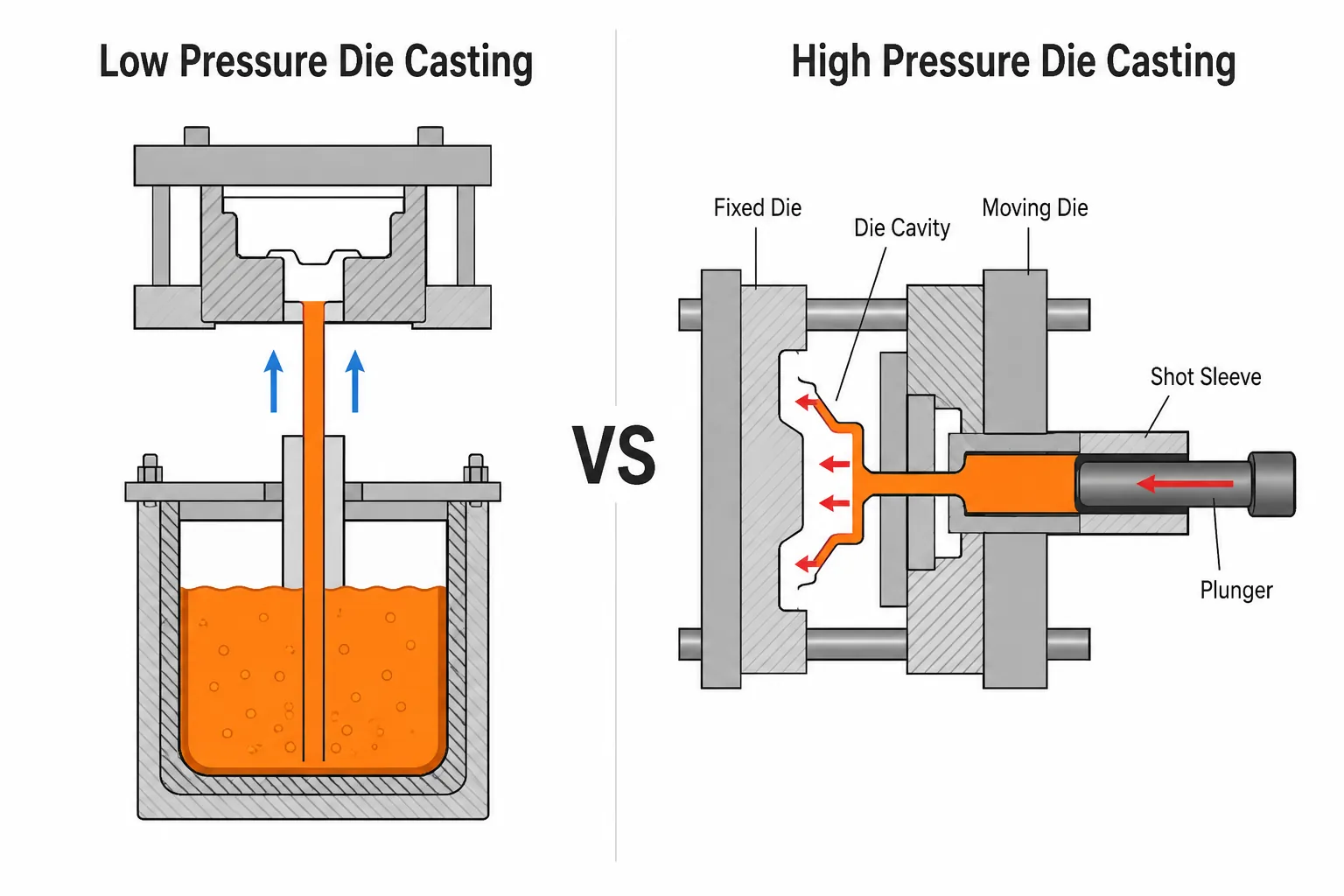
À l'inverse, le moulage sous pression est souvent la meilleure solution pour les projets utilisant de l'aluminium, du zinc ou du magnésium, en particulier lorsque la pièce présente des parois minces, nécessite une grande régularité et doit être produite en lots stables et en grandes quantités. Pour les pièces structurelles en aluminium produites en lots de taille moyenne et nécessitant une meilleure densité ou une plus grande intégrité mécanique, vous pourriez également envisager le moulage par gravité ou moulage à basse pression comme alternative.
MinHe : votre partenaire pour vos projets de moulage sur mesure
Le moulage au sable et le moulage sous pression conviennent à des conditions de fabrication différentes. Le choix approprié dépend du matériau, de la taille de la pièce, de l'épaisseur des parois, des exigences en matière de finition, des tolérances dimensionnelles, du volume de production, des besoins en post-traitement et du coût total du projet.
MinHe peut vous aider à examiner vos plans, vos besoins en matériaux, les quantités prévues, les tolérances requises et les exigences en matière de finition. Sur la base de ces informations, notre équipe d'ingénieurs peut comparer différentes méthodes de moulage et vous proposer l'approche de fabrication la mieux adaptée à votre projet.
Pour évaluer votre prochain projet de moulage, vous pouvez transmettre vos fichiers de conception ou vos spécifications techniques à MinHe afin qu'il procède à une analyse de la faisabilité de la fabrication.