砂型鋳造とダイカストは、金属部品を製造するために広く用いられている2つの方法ですが、それぞれ適した生産条件が異なります。砂型鋳造は使い捨ての砂型を使用し、幅広い金属に対応できるのに対し、ダイカストは再利用可能な金属金型を使用し、非鉄金属部品の大量生産によく採用されます。
本記事では、金型コスト、対応可能な材料、部品のサイズ、肉厚、表面仕上げ、公差、生産量、および後処理の要件という観点から、砂型鋳造とダイカストを比較しています。これにより、技術者や購買担当者は、自社の部品に適した製造プロセスを選択できるようになります。
砂型鋳造とは?
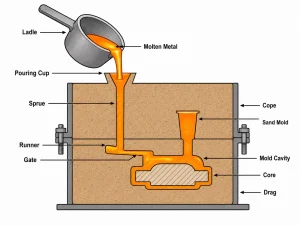
砂型鋳造 これは、砂と結合剤を混ぜ合わせて鋳型の中空部を形成する、汎用性の高い製法です。 この型腔に溶融金属を流し込み、固化後に砂型を破砕して鋳物を取り出します。型は原型から形成されるため、この方法は適応性が高く、小さな部品から巨大な産業機械に至るまで幅広く使用されています。鋳鉄、鋳鋼、アルミニウム、銅など、ほぼすべての合金に対応可能です。
砂型鋳造のメリット
砂型鋳造は、複雑な要件に対応できる柔軟性と、比較的低い参入障壁が主な利点として評価されています。
-
恒久金型プロセスに比べ、初期の金型コストが低い。
-
幅広い材料との適合性を有し、高融点の鉄系金属にも対応しています。
-
非常に大型、重量級、または肉厚の部品に適しています。
-
砂型を使用して複雑な内部空洞を形成するのに極めて高い柔軟性を発揮します。
-
ラピッドプロトタイピングや小~中ロットの生産に最適です。
砂型鋳造の欠点
使い捨て金型の使用は、出来上がった部品の均一性や仕上げに影響を及ぼします。
-
砂型鋳造特有の、やや粗い表面仕上げ。
-
許容範囲が広いため、設計上の慎重な検討が必要となる。
-
最終寸法に達するには、さらに加工余裕が必要である。
-
金型を一つずつ個別に準備する必要があるため、生産速度が低下する。
-
洗浄、研削、および二次仕上げにおける労働集約度が高い。
ダイカストとは?
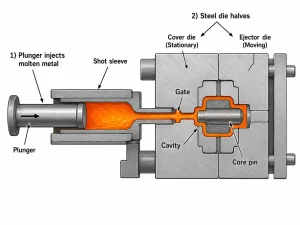
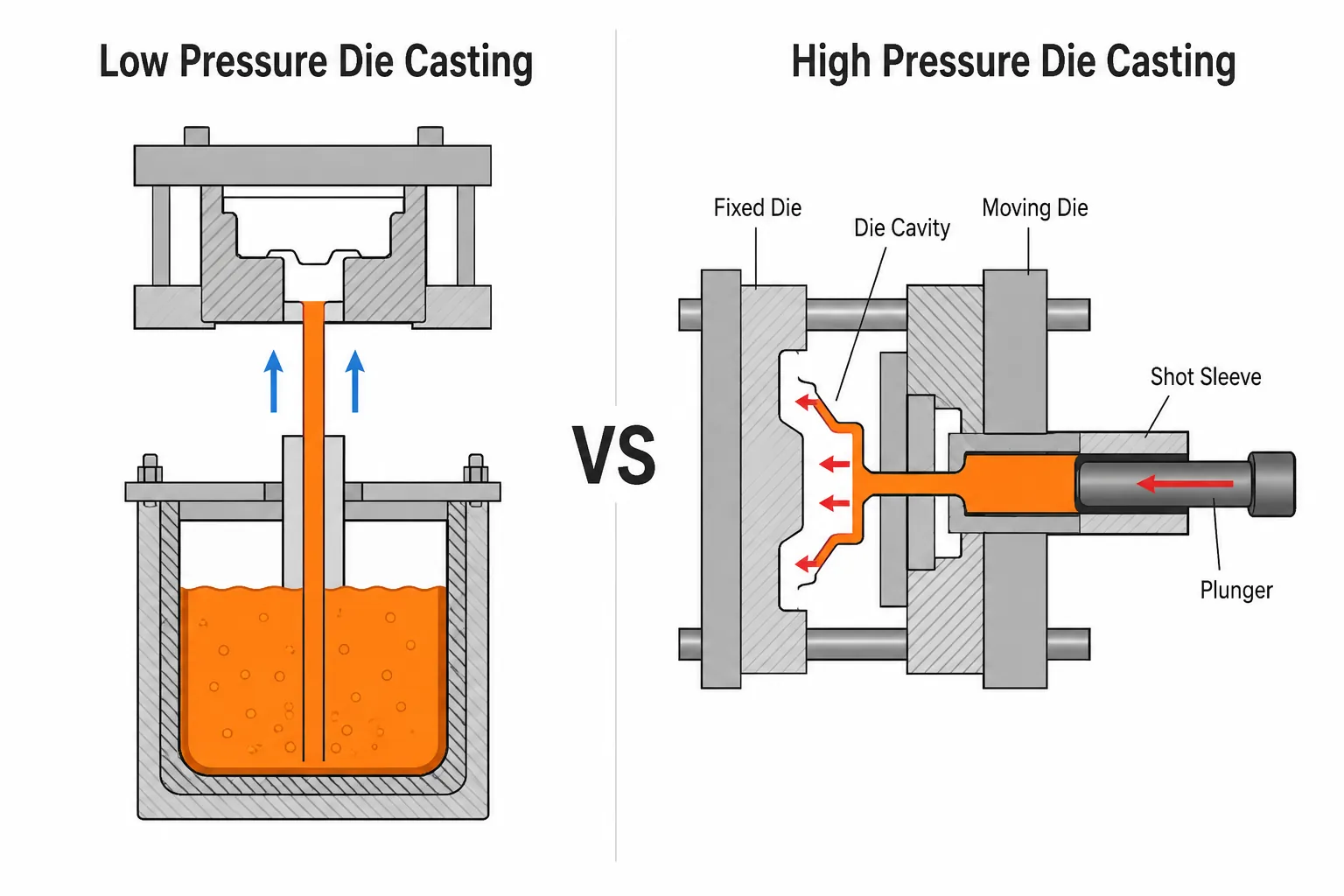
ダイカストは、溶融金属を再利用可能な精密加工された鋼製金型に高圧で射出する製造プロセスです。金属が固化すると、金型が開き、完成した部品が取り出されます。この方法は、高効率かつ再現性の高い生産を目的としており、アルミニウム、亜鉛、マグネシウムなどの非鉄合金に広く用いられています。
ダイカストの利点
ダイカスト成形は、サイクルタイムと部品の均一性が最優先されるプロジェクトに最適です。
-
サイクルタイムが短いため、大量生産が可能となります。
-
寸法精度が高ければ、大規模な二次加工の必要性が減ります。
-
金型から取り出した直後から、より滑らかな表面仕上げが得られます。
-
複雑な形状、薄肉、軽量の非鉄金属構造物に適しています。
-
初期の金型費用を大量生産で償却することで、単位コストを削減できる。
ダイカストの欠点
この工程には高性能な機械と専用の鋼製金型が必要であり、それにより特定の制約が生じます。
-
ダイの初期コストが高いため、多額の初期投資が必要となる。
-
少量生産や試作プロジェクトにはコスト効率が良くない。
-
砂型鋳造プロセスと比較して、使用可能な材料の種類が限られている。
-
部品の最大サイズに関する制約および厚肉部分の鋳造能力。
-
金型製作完了後に変更が必要となった場合、設計変更に多額の費用がかかる。
砂型鋳造とダイカスト:主な違い
どちらの方法も金属部品を製造しますが、その仕組みの違いにより、エンジニアや調達チームにとってはそれぞれ異なるトレードオフが生じます。以下の表は、これら2つの鋳造方法の主な違いをまとめたものです。
| 比較指標 | 砂型鋳造 | ダイカスト |
| コスト | 金型コストは低いが、人件費と仕上げコストは高い | ダイコストは高くなるが、大量生産時には単価が下がる |
| 材料 | 鋳鉄、鋳鋼、アルミニウム、青銅、銅合金、およびその他の金属 | 主にアルミニウム、亜鉛、マグネシウム、およびその他の非鉄合金 |
| 部品サイズ | 小型部品から超大型部品まで対応 | 中小サイズの部品に適しています |
| 壁厚 | 肉厚な部分や壁厚のばらつきに対してより高い許容度を持つ | 薄肉構造や均一性の高い構造に適している |
| 表面仕上げ | 砂型による表面の粗さ | より滑らかで均一な表面 |
| 寛容 | 許容範囲が広い;より多くの加工余裕が必要 | 寸法の一貫性が向上 |
| 生産量 | 試作、小ロット生産、中ロット生産に適しています | 中~大量生産に適しています |
| 後処理 | 多くの場合、洗浄、研磨、機械加工、またはコーティングが必要となる | 通常、機械加工は少なくて済みますが、トリミングや仕上げ加工が必要になる場合があります |
コスト
両者の投資構造には大きな違いがあります。砂型鋳造では、比較的安価に製作できる原型を使用するため、参入障壁が低くなります。一方、ダイカストでは硬化鋼製の金型が必要となり、多額の設備投資を要します。しかし、大量生産においてはダイカストの方が単位当たりのコストが低くなる傾向がある一方で、少量生産においては砂型鋳造が依然としてコスト効率の良い選択肢となっています。
材料
材料の選択によって、製造プロセスが決まることがよくあります。砂型鋳造は鉄や鋼などの高温材料に対応できるため、多くの重荷重用構造部品において唯一の選択肢となっています。一方、ダイカストは主に非鉄金属に限定されるため、極めて高い耐熱性や高強度の鋼材特性が求められる用途での使用は制限されます。
部品サイズと肉厚
砂型鋳造は、標準的なダイカスト機の能力を超えるような、重量があり大型の部品に適しています。また、肉厚の許容範囲も広いという特徴があります。一方、ダイカストは薄肉構造に最適化されており、高圧射出により、金属が冷却される前に複雑で薄い部分を効果的に充填することができます。
表面仕上げと公差
ダイカストで製造された部品は、一般的に優れた表面品質とより厳しい公差を備えています。これは、鋼製の金型が精密に加工されており、成形工程中に劣化しないためです。対照的に、砂型鋳造では、砂型の表面粗さや手作業による工程の性質上、厳しい仕様を満たすために二次加工が必要となる場合が少なくありません。
生産量と後処理
ダイカストは、基本的に速度と均一性を重視して設計されているため、後処理を最小限に抑える大量生産の標準的な手法となっています。一方、砂型鋳造は多くの場合、より手間がかかり、望ましい最終的な表面仕上げや寸法精度を得るために、追加の洗浄、研磨、機械加工が必要となることがよくあります。
デザインの柔軟性
砂型鋳造は、製品開発サイクル全体を通じて、より高い設計の自由度を提供します。設計変更が必要になった場合でも、低コストで型を更新または交換することができます。一方、ダイカストでは、硬化鋼製の金型への変更には多大な時間と費用がかかるため、設計は早い段階で確定させる必要があります。
砂型鋳造とダイカストのどちらを選ぶか
これら2つの手法のどちらを選ぶかは、部品の具体的な要件に基づいて決定すべきです。鋳鉄や鋳鋼を使用する場合、大型の部品や肉厚の構造物である場合、あるいは試作や少量生産の段階にある場合は、一般的に砂型鋳造の方が適しています。
一方、アルミニウム、亜鉛、またはマグネシウムを使用するプロジェクトでは、特に部品の肉厚が薄く、高い均一性が求められ、かつ安定した大量生産が必要な場合、ダイカストがより適した製造方法となることが多い。より高い密度や機械的強度が求められる中規模ロットで生産されるアルミニウム製構造部品については、重力鋳造や 低圧鋳造 別の方法として。
MinHe:カスタム鋳造プロジェクトのパートナー
砂型鋳造とダイカストは、それぞれ異なる製造条件に適しています。どちらを選ぶかは、材料の選定、部品のサイズ、肉厚、表面仕上げの要件、寸法公差、生産量、後処理の必要性、およびプロジェクトの総コストによって決まります。
MinHeでは、お客様の図面、材料要件、予想生産数量、公差要件、および仕上げ要件の確認をお手伝いいたします。これらの詳細に基づき、当社のエンジニアリングチームがさまざまな鋳造方法を比較検討し、お客様のプロジェクトに最適な製造手法をご提案いたします。
次回の鋳造プロジェクトを検討する際は、設計ファイルや技術仕様をMinHeに送付いただければ、製造可能性の検討を行います。