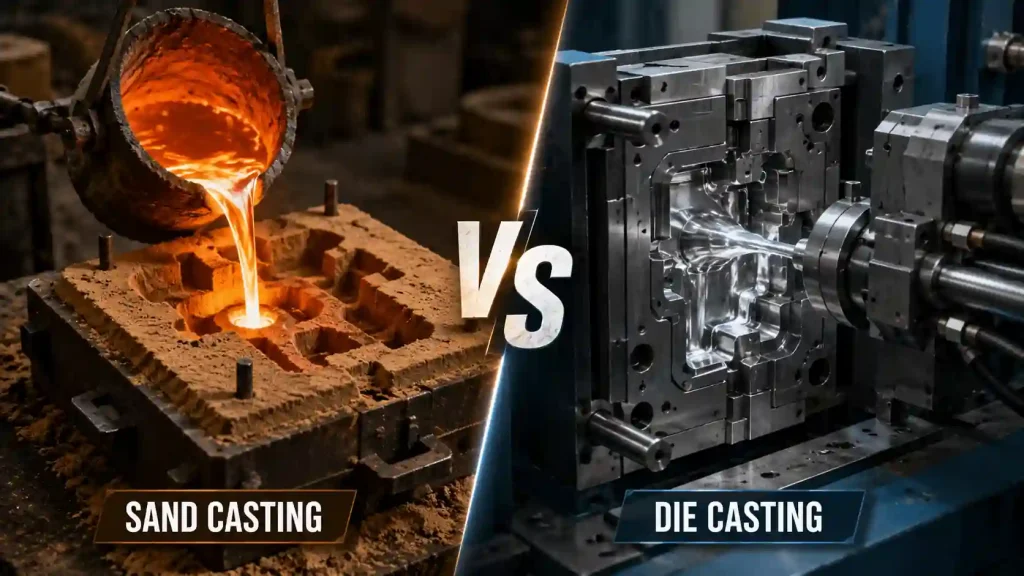
La fundición en arena y la fundición a presión son dos métodos habituales para fabricar piezas metálicas, pero se adaptan a condiciones de producción diferentes. La fundición en arena utiliza moldes de arena desechables y permite trabajar con una amplia gama de metales, mientras que la fundición a presión utiliza moldes metálicos reutilizables y suele elegirse para la producción en serie de piezas no ferrosas.
Este artículo compara la fundición en arena y la fundición a presión en cuanto a coste del molde, gama de materiales, tamaño de las piezas, espesor de las paredes, acabado superficial, tolerancias, volumen de producción y requisitos de posprocesamiento, con el fin de que los ingenieros y los responsables de compras puedan elegir el proceso más adecuado para sus piezas.
¿Qué es el moldeo en arena?
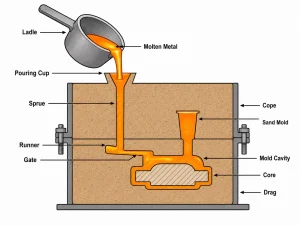
Fundición en arena es un proceso versátil que consiste en crear una cavidad de molde utilizando una mezcla de arena y agentes aglutinantes. El metal fundido se vierte en esta cavidad y, una vez solidificado, se rompe el molde de arena para extraer la pieza fundida. Dado que los moldes se forman a partir de modelos, este método es muy adaptable y se utiliza habitualmente para todo tipo de piezas, desde componentes pequeños hasta maquinaria industrial de gran tamaño. Es compatible con casi cualquier aleación, incluyendo hierro fundido, acero fundido, aluminio y cobre.
Ventajas del moldeo en arena
La fundición en arena se valora principalmente por su flexibilidad a la hora de hacer frente a requisitos complejos, con una barrera de entrada económica relativamente baja.
-
Menor coste inicial de utillaje en comparación con los procesos de moldeo permanente.
-
Amplia compatibilidad con materiales, incluidos los metales ferrosos de alto punto de fusión.
-
Adecuado para componentes muy grandes, pesados o de paredes gruesas.
-
Muy flexible para crear cavidades internas complejas utilizando núcleos de arena.
-
Ideal para la creación rápida de prototipos y la producción de series pequeñas o medianas.
Desventajas del moldeo en arena
El uso de un molde desechable influye en la consistencia y el acabado de las piezas resultantes.
-
Acabado superficial más rugoso, típico de las texturas moldeadas en arena.
-
Rangos de tolerancia más amplios que requieren un diseño minucioso.
-
Es necesario aumentar el margen de mecanizado para alcanzar las dimensiones finales.
-
Las velocidades de producción son más lentas, ya que cada molde debe prepararse por separado.
-
Mayor intensidad de mano de obra en las tareas de limpieza, esmerilado y acabado secundario.
¿Qué es la fundición a presión?
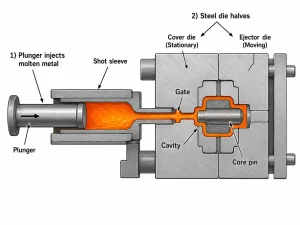
La fundición a presión es un proceso de fabricación a alta presión en el que se inyecta metal fundido en un molde de acero reutilizable y mecanizado con precisión. Una vez que el metal se solidifica, el molde se abre para liberar la pieza acabada. Este método está diseñado específicamente para una producción repetible y de alta eficiencia, y se utiliza ampliamente para aleaciones no ferrosas como el aluminio, el zinc y el magnesio.
Ventajas de la fundición a presión
La fundición a presión es ideal para proyectos en los que la duración del ciclo y la uniformidad de las piezas son las principales prioridades.
-
Los tiempos de ciclo cortos permiten un alto rendimiento en la producción en serie.
-
Una buena consistencia dimensional reduce la necesidad de un mecanizado secundario exhaustivo.
-
Se consigue un acabado superficial más liso nada más salir del molde.
-
Adecuado para estructuras no ferrosas complejas, de paredes delgadas y ligeras.
-
El coste unitario es menor cuando los gastos iniciales de utillaje se amortizan con un volumen de producción elevado.
Desventajas de la fundición a presión
El proceso requiere maquinaria de alto rendimiento y herramientas de acero especializadas, lo que impone ciertas limitaciones.
-
El elevado coste inicial de los troqueles requiere una inversión inicial considerable.
-
Menos rentable para proyectos de bajo volumen o de creación de prototipos.
-
Gama de materiales limitada en comparación con los procesos de fundición en arena.
-
Limitaciones en cuanto al tamaño máximo de las piezas y la capacidad para fundir secciones de gran espesor.
-
Los cambios de diseño resultan costosos si es necesario realizar modificaciones una vez finalizada la fabricación de las herramientas.
Fundición en arena frente a fundición a presión: diferencias clave
Aunque ambos métodos permiten fabricar componentes metálicos, sus principios mecánicos subyacentes plantean ventajas e inconvenientes distintos para los ingenieros y los equipos de compras. En la siguiente tabla se resumen las principales diferencias entre estos dos métodos de fundición.
| Factor de comparación | Fundición en arena | Fundición a presión |
| Coste | Menores costes de utillaje; mayores costes de mano de obra y acabado | Mayor coste del troquel; menor coste unitario en grandes volúmenes |
| Materiales | Hierro fundido, acero fundido, aluminio, bronce, aleaciones de cobre y otros metales | Principalmente aluminio, zinc, magnesio y otras aleaciones no ferrosas |
| Tamaño de la pieza | Adecuado para piezas pequeñas y muy grandes | Ideal para piezas pequeñas y medianas |
| Espesor de pared | Más tolerante con secciones gruesas y espesores de pared variables | Más adecuado para estructuras de paredes finas y más uniformes |
| Acabado superficial | Superficie más rugosa debido a la textura del molde de arena | Una superficie más lisa y uniforme |
| Tolerancia | Mayor rango de tolerancia; se requiere un mayor margen de mecanizado | Mayor uniformidad dimensional |
| Volumen de producción | Adecuado para prototipos y para la producción de series pequeñas y medianas | Adecuado para una producción estable de volumen medio a alto |
| Posprocesamiento | A menudo requiere limpieza, esmerilado, mecanizado o recubrimiento | Por lo general, requiere menos mecanizado, aunque puede que sea necesario recortar y dar el acabado |
Coste
La estructura de inversión difiere considerablemente entre ambos procesos. La fundición en arena utiliza modelos cuya fabricación es relativamente económica, lo que reduce las barreras de entrada. La fundición a presión requiere moldes de acero endurecido, lo que supone un gasto de capital considerable. Sin embargo, la fundición a presión suele traducirse en un menor coste unitario en la producción a gran escala, mientras que la fundición en arena sigue siendo la opción más rentable para tiradas más pequeñas.
Materiales
La elección del material suele determinar el proceso. La capacidad del moldeo en arena para trabajar con materiales que soportan altas temperaturas, como el hierro y el acero, lo convierte en la única opción para muchas piezas estructurales de alta resistencia. El moldeo a presión se limita en gran medida a los metales no ferrosos, lo que restringe su uso en aplicaciones que requieren una resistencia extrema al calor o las propiedades del acero de alta resistencia.
Tamaño de la pieza y espesor de la pared
La fundición en arena resulta más adecuada para piezas pesadas y voluminosas que superarían la capacidad de una máquina de fundición a presión estándar. Además, es más flexible en cuanto al espesor de las paredes. La fundición a presión está optimizada para geometrías de paredes delgadas, en las que la inyección a alta presión permite rellenar eficazmente secciones complejas y ligeras antes de que el metal se enfríe.
Acabado superficial y tolerancia
Las piezas fabricadas mediante fundición a presión suelen presentar una calidad superficial superior y tolerancias más estrictas. Esto se debe a que el molde de acero se mecaniza con precisión y no se degrada durante el proceso. Por el contrario, la textura del molde de arena y el carácter manual del proceso suelen hacer que las piezas fundidas en arena requieran un mecanizado secundario para cumplir con especificaciones estrictas.
Volumen de producción y posprocesamiento
La fundición a presión está diseñada fundamentalmente para ofrecer rapidez y uniformidad, lo que la convierte en el método estándar para la producción en masa, en la que se reduce al mínimo el posprocesamiento. La fundición en arena suele requerir más mano de obra y, a menudo, exige operaciones adicionales de limpieza, esmerilado y mecanizado para conseguir la superficie final deseada y la precisión dimensional requerida.
Flexibilidad de diseño
La fundición en arena ofrece una mayor libertad de diseño a lo largo de todo el ciclo de desarrollo del producto. Los moldes pueden actualizarse o sustituirse a bajo coste si es necesario modificar el diseño. En la fundición a presión, el diseño debe fijarse en una fase temprana, ya que cualquier modificación del molde de acero endurecido requiere mucho tiempo y resulta costosa.
Cómo elegir entre la fundición en arena y la fundición a presión
A la hora de decidir entre estos dos métodos, su elección debe basarse en los requisitos específicos de su pieza. La fundición en arena suele ser más adecuada si su proyecto implica hierro fundido, acero fundido, dimensiones de gran escala, estructuras de paredes gruesas o si se encuentra en la fase de prototipos y de producción en series reducidas.
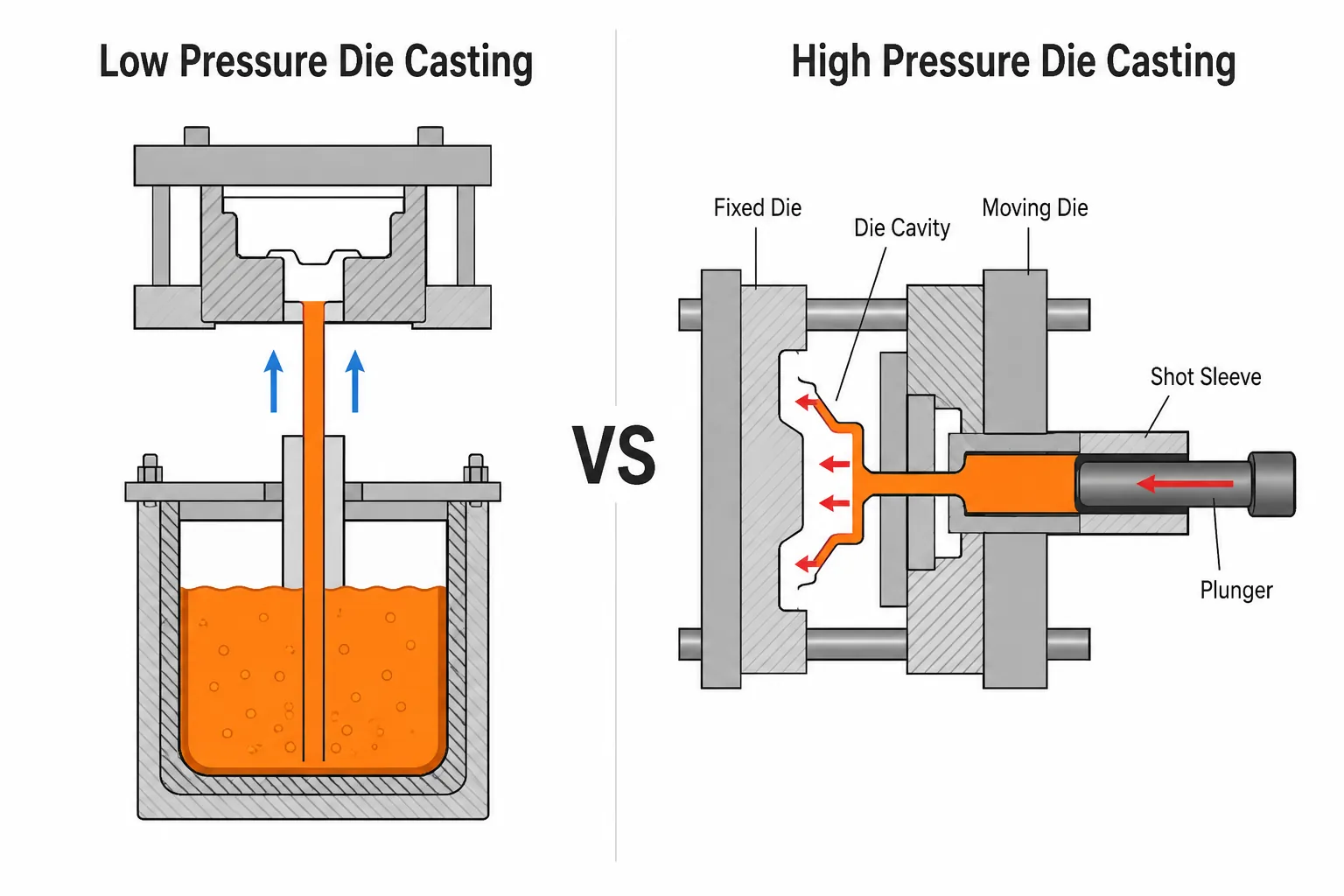
Por el contrario, la fundición a presión suele ser la mejor opción para proyectos en los que se utiliza aluminio, zinc o magnesio, especialmente cuando la pieza tiene paredes delgadas, requiere una gran uniformidad y se necesita en lotes estables y de gran volumen. En el caso de piezas estructurales de aluminio fabricadas en lotes de tamaño medio en los que se requiere una mayor densidad o una mayor integridad mecánica, también se podría considerar la posibilidad de evaluar la fundición por gravedad o fundición a baja presión como alternativa.
MinHe: tu socio para proyectos de fundición a medida
La fundición en arena y la fundición a presión son adecuadas para diferentes condiciones de fabricación. La elección adecuada depende de la selección del material, el tamaño de la pieza, el espesor de las paredes, los requisitos de superficie, la tolerancia dimensional, el volumen de producción, las necesidades de posprocesamiento y el coste total del proyecto.
MinHe puede ayudarle a revisar sus planos, los requisitos de materiales, la cantidad prevista, las tolerancias necesarias y los requisitos de acabado. A partir de estos datos, nuestro equipo de ingeniería puede comparar diferentes métodos de fundición y sugerirle el enfoque de fabricación más adecuado para su proyecto.
Para evaluar su próximo proyecto de fundición, puede compartir sus archivos de diseño o requisitos técnicos con MinHe para que se realice un análisis de viabilidad de fabricación.