Depois de uma peça de metal fundido ter sido vazada, limpa e inicialmente processada, a sua qualidade ainda não foi totalmente confirmada. Uma vez que o processo de fundição envolve a fusão, a preparação do molde, o vazamento, a contração por solidificação, a agitação, o tratamento térmico e o processamento secundário, as peças fundidas podem apresentar desvios dimensionais, defeitos de superfície, contração interna, porosidade, inclusões ou propriedades instáveis do material.
Por esta razão, a inspeção de peças fundidas é uma parte importante do controlo de qualidade da fundição. Ajuda a fundição a determinar se uma peça fundida cumpre os requisitos do desenho, do tipo de material, da tolerância dimensional, da qualidade da superfície e da aplicação efectiva. Este artigo apresenta métodos comuns de inspeção de fundição de metal, incluindo inspeção visual, inspeção dimensional, análise da composição do material, ensaio de dureza, ensaio de propriedades mecânicas e ensaios não destrutivos.
O que é a inspeção de fundição de metais?
A inspeção de fundição de metal é o processo de controlo de qualidade utilizado para confirmar se uma fundição cumpre as especificações técnicas exigidas durante a produção ou antes da expedição.
Não se trata de uma única etapa de inspeção, mas de uma combinação de diferentes verificações. Diferentes peças fundidas requerem diferentes itens de inspeção. Uma peça fundida para maquinaria geral pode requerer apenas uma inspeção visual e dimensional, enquanto as peças de suporte de pressão, os componentes estruturais, as peças fundidas de secção espessa ou as peças de equipamento crítico podem também requerer ensaios de materiais, ensaios de propriedades mecânicas e ensaios não destrutivos.
A escolha do método de inspeção depende normalmente do material de fundição, do processo de fundição, da geometria da peça, da tolerância dimensional, dos requisitos de superfície, do ambiente de trabalho e das normas do cliente.
Porque é que a inspeção de fundição é importante?
Alguns defeitos de fundição podem ser vistos na superfície, enquanto outros estão escondidos no interior da peça. Sem um processo de inspeção adequado, os problemas podem aparecer apenas durante a maquinação, montagem ou serviço real, causando retrabalho, refugo, fugas, falhas de montagem ou falha precoce da peça.
Precisão dimensional
A inspeção dimensional ajuda a confirmar se as posições dos furos, as superfícies de montagem, a espessura da parede, a margem de maquinação e as dimensões críticas de montagem cumprem os requisitos do desenho. Para peças fundidas que requerem maquinação ou montagem secundária, o desvio dimensional pode afetar diretamente a precisão da montagem e a estabilidade do serviço.
Qualidade da superfície
A inspeção da superfície pode identificar fissuras, porosidade da superfície, fissuras a frio, inclusões de areia, fulgor, deformação ou rugosidade anormal da superfície. Muitos defeitos de superfície só se tornam mais óbvios após a pintura, maquinagem ou montagem se não forem detectados atempadamente.
Material e desempenho
A composição do material, a dureza e as propriedades mecânicas afectam a força, a tenacidade, a resistência ao desgaste e a resistência à corrosão de uma peça fundida. Para peças de suporte de pressão, componentes estruturais e peças de suporte de carga a longo prazo, a inspeção visual por si só não é normalmente suficiente. São frequentemente necessários testes adicionais para confirmar a estabilidade do material.
Risco de entrega
A inspeção reduz o risco de peças fundidas não conformes entrarem na maquinação, montagem ou expedição. Para projectos de exportação ou projectos de fundição personalizados, um processo de inspeção estável também ajuda a reduzir o retrabalho, os desperdícios e as queixas dos clientes.
Métodos comuns de inspeção de fundição de metais
Inspeção visual
A inspeção visual é normalmente o primeiro passo na inspeção de peças fundidas. Depois de sacudir, jato de granalha, esmerilagem ou limpeza inicial, os inspectores verificam se a superfície da peça fundida apresenta defeitos óbvios, tais como fissuras, fechos a frio, erros de execução, inclusões de areia, porosidade visível, clarão, rebarbas, deformação, rugosidade anormal da superfície ou perda de material local.
A inspeção visual não pode confirmar a qualidade interna de uma peça fundida, mas pode ajudar a detetar precocemente peças obviamente defeituosas e evitar que entrem na maquinagem, no tratamento térmico ou na montagem final.
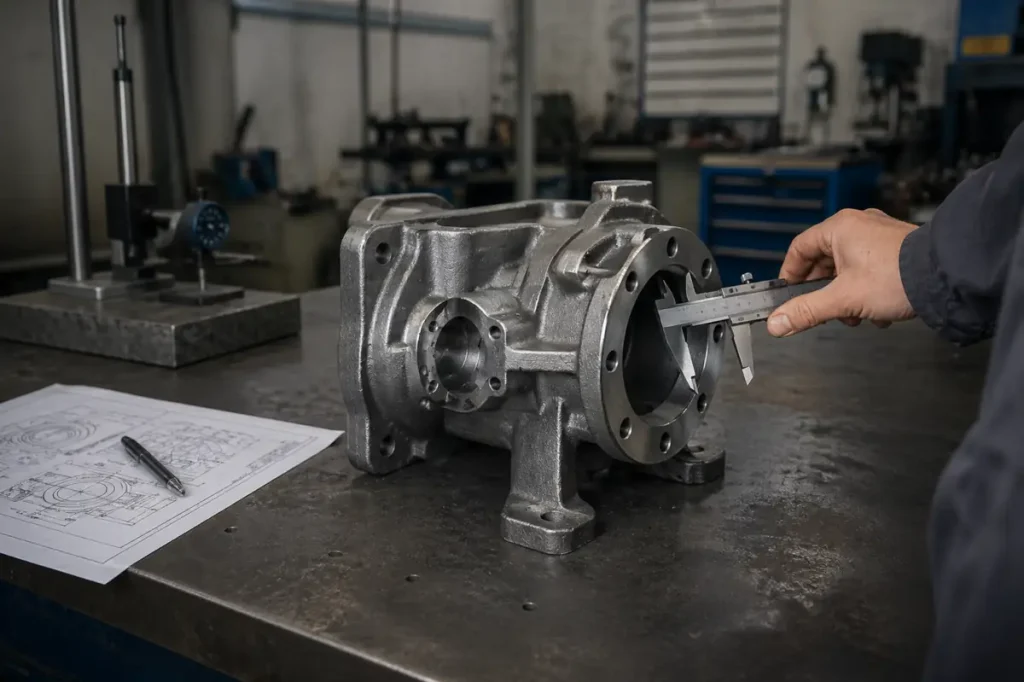
Inspeção dimensional
A inspeção dimensional é utilizada para confirmar se a peça fundida cumpre os requisitos do desenho. Uma vez que as peças fundidas encolhem durante a solidificação e algumas áreas requerem uma maquinação, o controlo dimensional está intimamente relacionado com considerações sobre o projeto de fundiçãocomo a espessura da parede, a linha de separação, o ângulo de inclinação e a margem de maquinagem.
As ferramentas de inspeção comuns incluem paquímetros, micrómetros, medidores de altura, medidores de encaixe, medidores de rosca, dispositivos de inspeção personalizados, máquinas de medição por coordenadas e equipamento de digitalização 3D. A inspeção incide normalmente no comprimento total, largura, altura, espessura da parede, posição do orifício, superfícies de montagem, margem de maquinagem, planicidade, perpendicularidade e dimensões de montagem críticas.
Para peças fundidas que requerem maquinação secundária, a inspeção dimensional deve não só verificar se a peça fundida em bruto é aceitável, mas também confirmar se foi mantida uma margem de maquinação suficiente e razoável.
Análise da composição do material
A análise da composição do material é utilizada para confirmar se o material de fundição cumpre o grau especificado. Para as peças fundidas em ferro fundido, aço fundido, aço inoxidável, liga de alumínio, latão e bronze, a composição química afecta diretamente a resistência, a dureza, a resistência à corrosão, a resistência ao desgaste, a resposta ao tratamento térmico e a maquinabilidade.
Os métodos de verificação comuns incluem a análise espectrométrica, registos de calor, relatórios de composição química e certificados de materiais. Por exemplo, o ferro fundido e o aço fundido requerem normalmente atenção a elementos como C, Si, Mn, P e S. As peças fundidas em aço inoxidável requerem atenção a Cr, Ni e Mo. As peças fundidas de ligas de alumínio requerem frequentemente atenção ao Al, Si, Mg e Cu.
A análise da composição do material ajuda a confirmar que foi utilizado o material correto, em vez de se basear apenas na aparência ou na experiência.
Ensaios de dureza
O teste de dureza é utilizado para avaliar rapidamente se a força da peça fundida, a resistência ao desgaste ou a condição de tratamento térmico é estável. É um método de inspeção comum para peças de ferro fundido, peças fundidas em aço, peças fundidas resistentes ao desgaste e peças fundidas tratadas termicamente.
Os métodos comuns de ensaio de dureza incluem o ensaio de dureza Brinell, HB; o ensaio de dureza Rockwell, HRC / HRB; e o ensaio de dureza Vickers, HV. O ensaio de dureza não pode substituir totalmente o ensaio de tração ou o ensaio de impacto, mas pode mostrar rapidamente se as peças fundidas do mesmo lote têm propriedades consistentes.
Se o valor de dureza estiver claramente fora do intervalo exigido, isso pode indicar problemas com a composição do material, condição de tratamento térmico ou microestrutura.
Ensaios de propriedades mecânicas
Os ensaios de propriedades mecânicas são utilizados para confirmar se a peça fundida tem a capacidade de carga, a ductilidade, a tenacidade e o desempenho de serviço necessários. Para peças fundidas em aço, ferro fundido dúctil, peças de suporte de pressão, componentes estruturais ou peças relacionadas com a segurança, a inspeção visual, a inspeção dimensional e o ensaio de dureza não são normalmente suficientes. Poderá ser necessário efetuar ensaios de propriedades mecânicas para verificar o desempenho do material.
Resistência à tração
A resistência à tração é utilizada para determinar a carga máxima que um material pode suportar sob tensão de tração. Para peças fundidas de suporte de carga, reflecte se o material tem resistência básica suficiente.
Resistência ao escoamento
O limite de elasticidade é utilizado para determinar o nível de tensão a partir do qual um material começa a deformar-se permanentemente. Para peças estruturais e de suporte de carga, o limite de elasticidade é um indicador importante da probabilidade de a peça se deformar sob cargas de serviço.
Alongamento
O alongamento reflecte a ductilidade e a capacidade de deformação do material. Quando o alongamento é demasiado baixo, a peça fundida pode ser mais suscetível de sofrer uma fratura frágil sob impacto, tensão de montagem ou carga a longo prazo.
Resistência ao impacto
A resistência ao impacto é utilizada para avaliar a resistência do material à fratura sob carga de impacto ou em condições de baixa temperatura. Isto é especialmente importante para peças de maquinaria de construção, peças fundidas estruturais e peças fundidas utilizadas em ambientes de baixa temperatura.
Fonte da amostra de teste
Os ensaios de propriedades mecânicas são normalmente realizados utilizando barras de teste fundidas separadamente, amostras de calor ou cupons de teste anexados. O método específico depende da norma do material, dos requisitos do cliente e da importância da peça fundida. Para peças fundidas normais não críticas, os ensaios de propriedades mecânicas podem não ser necessários para cada lote. Para peças de suporte de carga, componentes de bombas e válvulas, ou peças fundidas estruturais, é uma forma mais direta de confirmar se o material cumpre os requisitos de serviço.
Ensaios não destrutivos
Os ensaios não destrutivos são utilizados para detetar defeitos superficiais ou internos sem danificar a peça fundida. Nem todas as peças fundidas necessitam de NDT. É normalmente utilizado para peças que suportam pressão, componentes estruturais, peças fundidas de secção espessa, peças fundidas complexas ou peças críticas com requisitos específicos do cliente.

Teste de Penetrante de Corante
O teste de penetração de corante é adequado para detetar fissuras de abertura de superfície, poros e defeitos de superfície finos. É frequentemente utilizado para peças fundidas não ferrosas, peças fundidas em aço inoxidável ou superfícies maquinadas.
Ensaio de partículas magnéticas
O ensaio por partículas magnéticas é adequado para materiais ferromagnéticos, tais como ferro fundido, aço carbono e aço de baixa liga. Pode detetar fissuras superficiais e quase superficiais.
Ensaios por ultra-sons
O teste ultrassónico é adequado para peças fundidas de secção espessa e é utilizado para detetar retração interna, fissuras, inclusões ou descontinuidades estruturais.
Ensaios radiográficos
O ensaio radiográfico é adequado para peças fundidas com elevados requisitos de qualidade interna. Pode detetar porosidade interna, retração, inclusões e fissuras. A sua necessidade depende normalmente do tipo de material, da espessura da peça, do risco de serviço e das normas de aceitação do cliente.
O que está normalmente incluído num relatório de inspeção de fundição?
Para projectos de fundição personalizados, os clientes podem solicitar um relatório de inspeção. O conteúdo do relatório varia consoante os requisitos do projeto, mas normalmente regista o nome da peça, o número do desenho, a classe do material, o número de calor ou o número do lote, os resultados da composição química, os resultados da inspeção dimensional, os resultados dos ensaios de dureza, os resultados dos ensaios de propriedades mecânicas, os resultados da inspeção visual, os resultados dos ensaios não destrutivos, a confirmação do tratamento de superfície, a conclusão da inspeção final e a data da inspeção.
O objetivo de um relatório de inspeção não é apenas registar os resultados dos testes, mas também ajudar os clientes a localizar o lote de material, o estado da produção e o processo de controlo de qualidade.
Defeitos de fundição comuns encontrados durante a inspeção
A inspeção de fundição não é apenas utilizada para determinar se uma peça é aprovada ou reprovada. Também ajuda a fundição a identificar a origem dos problemas de qualidade. Diferentes defeitos de fundição estão normalmente relacionados com diferentes factores do processo, tais como a temperatura de vazamento, a resistência do molde, a permeabilidade da areia, a conceção do tubo ascendente, a retração da solidificação ou o controlo instável do pós-processamento.
Porosidade
A porosidade aparece normalmente como buracos redondos no interior ou na superfície de uma peça fundida. Pode estar relacionada com o conteúdo de gás no metal fundido, com a permeabilidade da areia, com o projeto de ventilação ou com o processo de vazamento.
Cavidade de retração e porosidade de retração
As cavidades de retração e a porosidade de retração aparecem frequentemente em secções espessas ou pontos quentes. Estão normalmente relacionadas com uma alimentação insuficiente durante a solidificação, com uma conceção incorrecta do tubo ascendente ou com o controlo do sistema de canais.
Fendas
As fissuras podem aparecer na superfície ou no interior da peça fundida. Podem estar relacionadas com a contração por arrefecimento, concentração de tensões, transições estruturais deficientes ou condições de tratamento térmico.
Inclusões de areia e inclusões de escória
As inclusões de areia e as inclusões de escória aparecem normalmente como material estranho preso na superfície ou no interior da peça fundida. Podem resultar da erosão do molde de areia, de uma limpeza insuficiente do metal fundido ou de uma conceção incorrecta das juntas.
Paragens a frio e erros de execução
Os cortes a frio são normalmente defeitos em forma de linha causados por uma fluidez insuficiente do metal ou por uma fusão incompleta entre duas frentes de fluxo de metal. Os erros de execução ocorrem quando o metal fundido não preenche totalmente a cavidade do molde, muitas vezes devido a uma baixa temperatura de vazamento, fraca fluidez, velocidade de vazamento instável ou secções demasiado finas.
Desvio dimensional e deformação
O desvio dimensional pode ser causado por uma tolerância de encolhimento incorrecta, desgaste do molde, deslocamento do núcleo, deformação ou conceção não razoável da tolerância de maquinagem. A deformação está frequentemente relacionada com um arrefecimento irregular, rigidez estrutural insuficiente, vibração ou libertação de tensões durante o tratamento térmico.
Rugosidade anormal da superfície
A rugosidade anormal da superfície pode estar relacionada com o tamanho do grão da areia, a qualidade da superfície do molde, a erosão do metal fundido ou as condições de pós-processamento. Através de inspeção visual, inspeção dimensional, análise de materiais, ensaios de propriedades mecânicas e ensaios não destrutivos, uma fundição pode identificar estes defeitos e determinar se o problema tem origem no material, no molde, no vazamento, na solidificação, no tratamento térmico ou no processamento secundário.
Inspeção final antes da expedição
Antes da expedição, a inspeção final é normalmente necessária para confirmar se a quantidade de peças fundidas, a identificação, a embalagem, a prevenção de ferrugem, o estado da superfície e os documentos relacionados estão completos.
A inspeção final verifica normalmente se a quantidade está correta, se a identificação da peça é clara, se a superfície apresenta danos óbvios, se a prevenção da ferrugem ou a embalagem cumprem os requisitos, se o tratamento de superfície foi concluído, se os relatórios de inspeção ou os documentos relativos aos materiais estão completos e se a revisão do desenho corresponde aos requisitos do cliente.
Para projectos de exportação ou peças de equipamento industrial, a inspeção final ajuda a reduzir envios errados, peças em falta, danos de transporte e inconsistências de documentos.
Conclusão
A inspeção de fundição de metal combina normalmente a inspeção visual, a inspeção dimensional, a análise da composição do material, o ensaio de dureza, o ensaio de propriedades mecânicas e os ensaios não destrutivos. Os métodos de inspeção específicos utilizados dependem do material de fundição, do processo de fundição, da complexidade estrutural, da tolerância dimensional, do ambiente de trabalho e dos requisitos do cliente.
Para projectos de fundição por medida, desenhos claros, requisitos de materiais e normas de inspeção ajudam a fundição a controlar a qualidade ao longo da conceção do molde, fusão e vazamento, pós-processamento e expedição final.


