После заливки, очистки и первичной обработки металлической отливки ее качество еще не полностью подтверждено. Поскольку процесс литья включает в себя плавление, подготовку формы, заливку, усадку при застывании, вытряхивание, термообработку и вторичную обработку, отливки могут иметь отклонения в размерах, дефекты поверхности, внутреннюю усадку, пористость, включения или нестабильные свойства материала.
По этой причине контроль отливок является важной частью контроля качества литейного производства. Она помогает литейному заводу определить, соответствует ли отливка чертежу, марке материала, допуску на размеры, качеству поверхности и фактическим требованиям к применению. В этой статье представлены общие методы контроля металлического литья, включая визуальный контроль, контроль размеров, анализ состава материала, испытания на твердость, испытания механических свойств и неразрушающий контроль.
Что такое контроль литья металлов?
Инспекция металлического литья - это процесс контроля качества, используемый для подтверждения соответствия отливки требуемым техническим характеристикам в процессе производства или перед отгрузкой.
Это не один этап проверки, а комбинация различных проверок. Разные отливки требуют разных элементов контроля. Отливка для общего машиностроения может требовать только визуального и размерного контроля, в то время как детали, работающие под давлением, конструктивные элементы, отливки с толстым сечением или критически важные детали оборудования могут также требовать проверки материала, испытания механических свойств и неразрушающего контроля.
Выбор метода контроля обычно зависит от материала отливки, процесса литья, геометрии детали, допуска на размеры, требований к поверхности, условий работы и стандартов заказчика.
Почему важен контроль литья?
Некоторые дефекты литья можно увидеть на поверхности, в то время как другие скрыты внутри детали. Без надлежащего процесса контроля проблемы могут проявиться только в процессе обработки, сборки или эксплуатации, что приведет к переделке, браку, утечкам, сбору или преждевременному выходу детали из строя.
Точность размеров
Контроль размеров помогает подтвердить соответствие положения отверстий, установочных поверхностей, толщины стенок, припусков на механическую обработку и критических размеров сборки требованиям чертежа. Для отливок, требующих вторичной обработки или сборки, отклонение размеров может напрямую повлиять на точность сборки и стабильность работы.
Качество поверхности
Контроль поверхности позволяет выявить трещины, пористость поверхности, холодные зазоры, включения песка, вспышки, деформации или ненормальную шероховатость поверхности. Многие дефекты поверхности могут стать более очевидными только после покраски, обработки или сборки, если они не были обнаружены на ранней стадии.
Материал и характеристики
Состав материала, твердость и механические свойства влияют на прочность, вязкость, износостойкость и коррозионную стойкость отливки. Для деталей, работающих под давлением, конструктивных элементов и деталей, несущих длительную нагрузку, одного визуального осмотра обычно недостаточно. Для подтверждения стабильности материала часто требуются дополнительные испытания.
Риск поставки
Контроль снижает риск попадания несоответствующих отливок в процесс обработки, сборки или отгрузки. Для экспортных проектов или проектов литья на заказ стабильный процесс контроля также помогает сократить количество переделок, брака и жалоб клиентов.
Общие методы контроля литья металлов
Визуальный осмотр
Визуальный осмотр обычно является первым шагом в проверке отливки. После вытряхивания, дробеструйной обработки, шлифовки или первичной очистки инспекторы проверяют, нет ли на поверхности отливки явных дефектов, таких как трещины, холодные выступы, пропуски, включения песка, видимая пористость, вспышки, заусенцы, деформации, ненормальная шероховатость поверхности или локальные потери материала.
Визуальный контроль не может подтвердить внутреннее качество отливки, но он может помочь отсеять явно дефектные детали на ранней стадии и предотвратить их попадание в процесс механической обработки, термообработки или окончательной сборки.
Контроль размеров
Контроль размеров используется для подтверждения соответствия отливки требованиям чертежа. Поскольку отливки уменьшаются в процессе затвердевания и некоторые участки требуют припусков на механическую обработку, контроль размеров тесно связан с соображения, касающиеся конструкции отливкиТакие параметры, как толщина стенки, линия раздела, угол осадки и припуск на обработку.
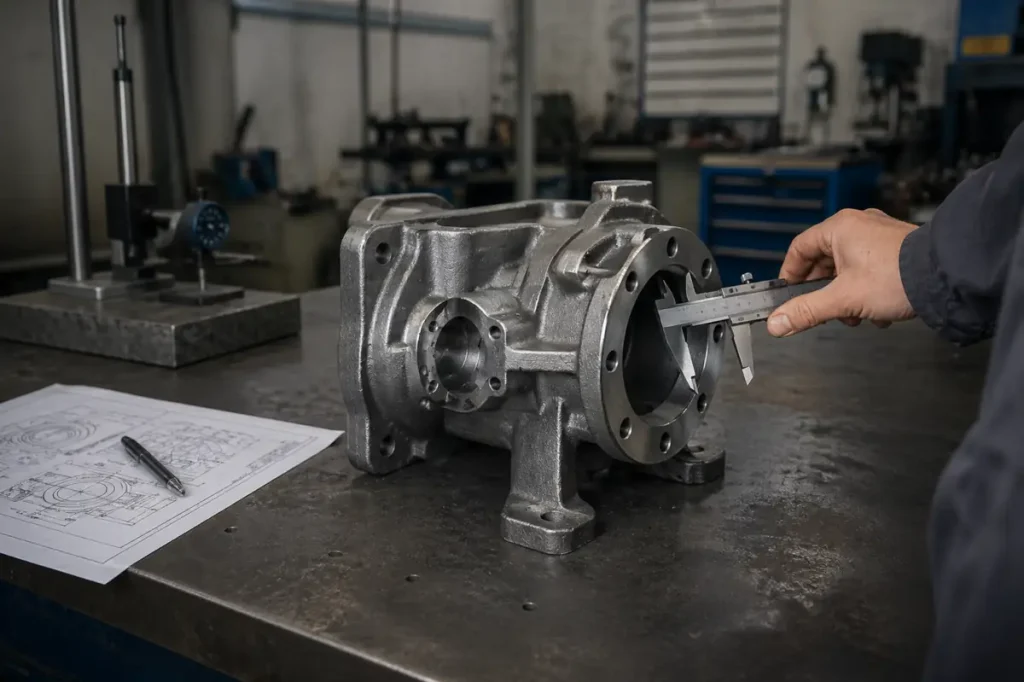
К распространенным инструментам контроля относятся штангенциркули, микрометры, высотомеры, калибры-пробки, резьбомеры, специальные приспособления для контроля, координатно-измерительные машины и оборудование для 3D-сканирования. При проверке обычно обращают внимание на общую длину, ширину, высоту, толщину стенок, расположение отверстий, монтажные поверхности, припуски на обработку, плоскостность, перпендикулярность и критические размеры сборки.
Для отливок, требующих вторичной обработки, контроль размеров должен не только проверять приемлемость исходной отливки, но и подтверждать, был ли сохранен достаточный и разумный припуск на обработку.
Анализ состава материала
Анализ состава материала используется для подтверждения соответствия материала отливки заданному классу. Для чугуна, литой стали, нержавеющей стали, алюминиевых сплавов, латуни и бронзы химический состав напрямую влияет на прочность, твердость, коррозионную стойкость, износостойкость, реакцию на термообработку и обрабатываемость.
К распространенным методам проверки относятся спектрометрический анализ, учет тепла, отчеты о химическом составе и сертификаты материалов. Например, чугун и литая сталь обычно требуют внимания к таким элементам, как C, Si, Mn, P и S. Отливки из нержавеющей стали требуют внимания к Cr, Ni и Mo. Отливки из алюминиевых сплавов часто требуют внимания к Al, Si, Mg и Cu.
Анализ состава материала позволяет убедиться в том, что был использован правильный материал, а не полагаться только на внешний вид или опыт.
Испытание на твердость
Испытание на твердость используется для быстрой оценки прочности, износостойкости или состояния термообработки отливки. Это общий метод контроля для чугунных деталей, стальных отливок, износостойких отливок и отливок, прошедших термообработку.
К распространенным методам определения твердости относятся испытания на твердость по Бринеллю, HB; испытания на твердость по Роквеллу, HRC / HRB; и испытания на твердость по Виккерсу, HV. Испытания на твердость не могут полностью заменить испытания на растяжение или ударные испытания, но они могут быстро показать, имеют ли отливки из одной партии одинаковые свойства.
Если значение твердости явно выходит за пределы требуемого диапазона, это может указывать на проблемы с составом материала, условиями термообработки или микроструктурой.
Испытание механических свойств
Испытания механических свойств используются для подтверждения того, что отливка обладает требуемой несущей способностью, пластичностью, вязкостью и эксплуатационными характеристиками. Для стальных отливок, отливок из ковкого чугуна, деталей, работающих под давлением, конструктивных элементов или деталей, связанных с безопасностью, одного визуального осмотра, проверки размеров и испытания на твердость обычно недостаточно. Для проверки характеристик материала могут потребоваться испытания механических свойств.
Прочность на разрыв
Прочность на растяжение используется для определения максимальной нагрузки, которую может выдержать материал при растяжении. Для несущих отливок он отражает, обладает ли материал достаточной основной прочностью.
Предел текучести
Предел текучести используется для определения уровня напряжения, при котором материал начинает необратимо деформироваться. Для конструкционных и несущих деталей предел текучести является важным показателем того, может ли деталь деформироваться при эксплуатационных нагрузках.
Удлинение
Удлинение отражает пластичность и способность материала к деформации. Если удлинение слишком мало, отливка может с большей вероятностью подвергнуться хрупкому разрушению при ударе, монтажном напряжении или длительной нагрузке.
Ударная вязкость
Ударная вязкость используется для оценки сопротивления материала разрушению при ударной нагрузке или в условиях низкой температуры. Это особенно важно для деталей строительной техники, конструкционных отливок и отливок, используемых в низкотемпературных средах.
Источник тестовой пробы
Испытания механических свойств обычно проводятся с использованием отдельно отлитых испытательных стержней, термических образцов или прикрепленных испытательных купонов. Конкретный метод зависит от стандарта на материал, требований заказчика и важности отливки. Для обычных некритичных отливок испытание механических свойств может не требоваться для каждой партии. Для несущих деталей, компонентов насосов и клапанов или конструкционных отливок оно дает более прямой способ подтвердить соответствие материала требованиям эксплуатации.
Неразрушающий контроль
Неразрушающий контроль используется для обнаружения поверхностных или внутренних дефектов без повреждения отливки. Не все отливки требуют неразрушающего контроля. Обычно он применяется для деталей, работающих под давлением, конструктивных элементов, отливок с толстым сечением, сложных отливок или критических деталей с особыми требованиями заказчика.

Испытания с применением красящего пенетранта
Испытание с помощью пенетранта с красителем подходит для обнаружения трещин, пор и мелких дефектов поверхности. Он часто используется для литья цветных металлов, литья из нержавеющей стали или обработанных поверхностей.
Испытание магнитных частиц
Испытание магнитными частицами подходит для ферромагнитных материалов, таких как чугун, углеродистая и низколегированная сталь. Он позволяет обнаружить поверхностные и близкие к поверхностным трещины.
Ультразвуковой контроль
Ультразвуковой контроль подходит для толстостенных отливок и используется для обнаружения внутренней усадки, трещин, включений или структурных разрывов.
Рентгенографические испытания
Радиографический контроль подходит для отливок с высокими требованиями к внутреннему качеству. Оно позволяет обнаружить внутреннюю пористость, усадку, включения и трещины. Необходимость его проведения обычно зависит от типа материала, толщины детали, риска эксплуатации и стандартов приемки заказчика.
Что обычно включается в отчет о проверке литья?
Для проектов литья на заказ заказчики могут потребовать отчет о проверке. Содержание отчета зависит от требований проекта, но обычно в нем указывается название детали, номер чертежа, марка материала, номер плавки или партии, результаты химического состава, результаты контроля размеров, результаты испытаний на твердость, результаты испытаний механических свойств, результаты визуального контроля, результаты неразрушающего контроля, подтверждение обработки поверхности, заключение по окончательной проверке и дата проверки.
Отчет о проверке предназначен не только для регистрации результатов испытаний, но и для того, чтобы помочь клиентам отследить партию материала, состояние производства и процесс контроля качества.
Распространенные дефекты литья, обнаруженные при проверке
Контроль литья используется не только для того, чтобы определить, прошла или не прошла деталь. Она также помогает литейному заводу выявить источник проблем с качеством. Различные дефекты литья обычно связаны с различными технологическими факторами, такими как температура заливки, прочность формы, проницаемость песка, конструкция стояка, усадка при затвердевании или нестабильный контроль после обработки.
Пористость
Пористость обычно проявляется в виде круглых отверстий внутри или на поверхности отливки. Она может быть связана с содержанием газа в расплавленном металле, проницаемостью песка, конструкцией вентиляционных отверстий или процессом заливки.
Усадочная полость и усадочная пористость
Усадочные полости и усадочная пористость часто появляются на толстых участках или в горячих точках. Обычно они связаны с недостаточной подачей материала во время затвердевания, неправильной конструкцией стояка или управлением литниковой системой.
Трещины
Трещины могут появляться на поверхности или внутри отливки. Они могут быть связаны с усадкой при охлаждении, концентрацией напряжений, плохими структурными переходами или условиями термообработки.
Включения песка и шлака
Песчаные и шлаковые включения обычно выглядят как инородный материал, застрявший на поверхности или внутри отливки. Они могут возникнуть в результате эрозии песчаной формы, недостаточной очистки расплавленного металла или неправильной конструкции литника.
Холодные отключения и пропуски
Холодные замыкания обычно представляют собой дефекты в форме линии, вызванные недостаточной текучестью металла или неполным слиянием двух фронтов потока металла. Ошибки возникают, когда расплавленный металл не полностью заполняет полость формы, часто из-за низкой температуры заливки, плохой текучести, нестабильной скорости заливки или слишком тонких секций.
Отклонение размеров и деформация
Отклонение размеров может быть вызвано неточным припуском на усадку, износом пресс-формы, смещением сердечника, деформацией или необоснованным расчетом припуска на обработку. Деформация часто связана с неравномерным охлаждением, недостаточной жесткостью конструкции, вытряхиванием или снятием напряжения при термообработке.
Ненормальная шероховатость поверхности
Ненормальная шероховатость поверхности может быть связана с размером зерен песка, качеством поверхности формы, эрозией расплавленного металла или условиями последующей обработки. С помощью визуального осмотра, контроля размеров, анализа материалов, испытаний механических свойств и неразрушающего контроля литейное производство может выявить эти дефекты и определить, является ли проблема следствием материала, формы, заливки, затвердевания, термообработки или вторичной обработки.
Окончательная проверка перед отправкой
Перед отгрузкой обычно требуется окончательная проверка, чтобы убедиться в том, что количество отливок, их идентификация, упаковка, защита от ржавчины, состояние поверхности и сопутствующие документы в полном объеме.
При заключительном контроле обычно проверяется правильность количества, четкость идентификации деталей, наличие явных повреждений на поверхности, соответствие требованиям по предотвращению ржавчины или упаковке, завершенность обработки поверхности, полнота отчетов о проверке или документов на материалы, соответствие ревизии чертежа требованиям заказчика.
Для экспортных проектов или деталей промышленного оборудования окончательный контроль помогает сократить количество неправильных поставок, недостающих деталей, повреждений при транспортировке и несоответствий в документах.
Заключение
Контроль металлического литья обычно сочетает в себе визуальный осмотр, контроль размеров, анализ состава материала, испытания на твердость, испытания механических свойств и неразрушающий контроль. Конкретные методы контроля зависят от материала отливки, процесса литья, сложности конструкции, допусков на размеры, условий работы и требований заказчика.
Для проектов литья на заказ четкие чертежи, требования к материалам и стандарты контроля помогают литейному заводу контролировать качество на всех этапах проектирования формы, плавки и заливки, последующей обработки и конечной отгрузки.


