After a metal casting has been poured, cleaned, and initially processed, its quality has not yet been fully confirmed. Because the casting process involves melting, mold preparation, pouring, solidification shrinkage, shakeout, heat treatment, and secondary processing, castings may have dimensional deviations, surface defects, internal shrinkage, porosity, inclusions, or unstable material properties.
For this reason, casting inspection is an important part of foundry quality control. It helps a foundry determine whether a casting meets the drawing, material grade, dimensional tolerance, surface quality, and actual application requirements. This article introduces common metal casting inspection methods, including visual inspection, dimensional inspection, material composition analysis, hardness testing, mechanical property testing, and non-destructive testing.
What Is Metal Casting Inspection?
Metal casting inspection is the quality control process used to confirm whether a casting meets the required technical specifications during production or before shipment.
It is not a single inspection step, but a combination of different checks. Different castings require different inspection items. A general machinery casting may only require visual and dimensional inspection, while pressure-bearing parts, structural components, thick-section castings, or critical equipment parts may also require material testing, mechanical property testing, and non-destructive testing.
The choice of inspection method usually depends on the casting material, casting process, part geometry, dimensional tolerance, surface requirements, working environment, and customer standards.
Why Is Casting Inspection Important?
Some casting defects can be seen on the surface, while others are hidden inside the part. Without a proper inspection process, problems may only appear during machining, assembly, or actual service, causing rework, scrap, leakage, assembly failure, or early part failure.
Dimensional Accuracy
Dimensional inspection helps confirm whether hole positions, mounting surfaces, wall thickness, machining allowance, and critical assembly dimensions meet the drawing requirements. For castings that require secondary machining or assembly, dimensional deviation can directly affect assembly accuracy and service stability.
Surface Quality
Surface inspection can identify cracks, surface porosity, cold shuts, sand inclusions, flash, deformation, or abnormal surface roughness. Many surface defects may only become more obvious after painting, machining, or assembly if they are not found early.
Material and Performance
Material composition, hardness, and mechanical properties affect the strength, toughness, wear resistance, and corrosion resistance of a casting. For pressure-bearing parts, structural components, and long-term load-bearing parts, visual inspection alone is usually not enough. Additional testing is often needed to confirm material stability.
Delivery Risk
Inspection reduces the risk of non-conforming castings entering machining, assembly, or shipment. For export projects or custom casting projects, a stable inspection process also helps reduce rework, scrap, and customer complaints.
Common Metal Casting Inspection Methods
Visual Inspection
Visual inspection is usually the first step in casting inspection. After shakeout, shot blasting, grinding, or initial cleaning, inspectors check whether the casting surface has obvious defects, such as cracks, cold shuts, misruns, sand inclusions, visible porosity, flash, burrs, deformation, abnormal surface roughness, or local material loss.
Visual inspection cannot confirm the internal quality of a casting, but it can help screen out obviously defective parts early and prevent them from entering machining, heat treatment, or final assembly.
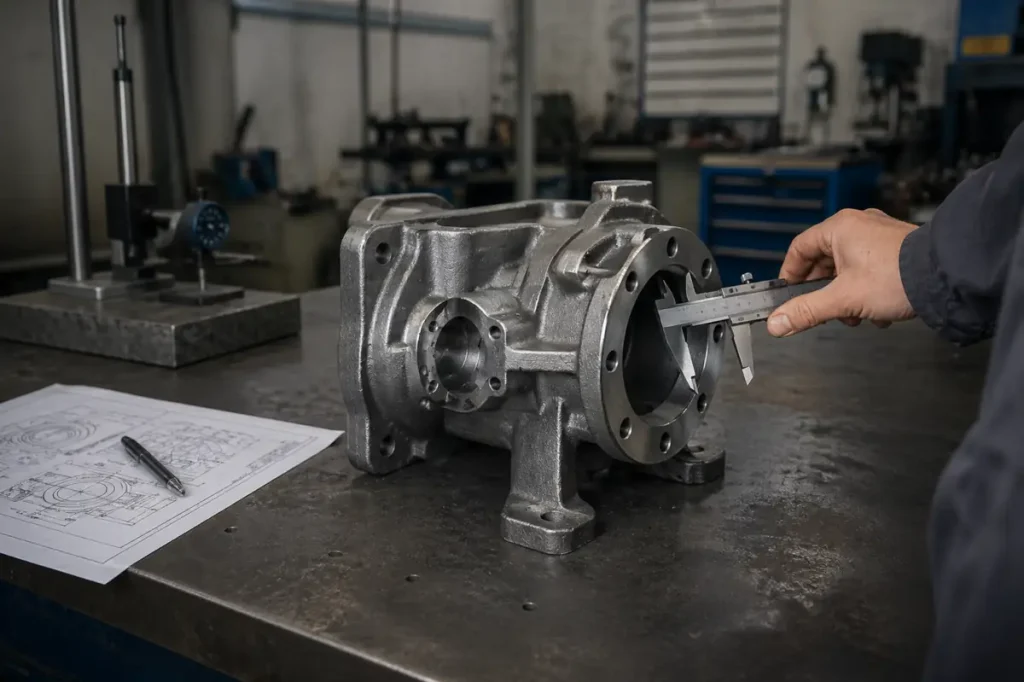
Dimensional Inspection
Dimensional inspection is used to confirm whether the casting meets drawing requirements. Because castings shrink during solidification and some areas require machining allowance, dimensional control is closely related to casting design considerations, such as wall thickness, parting line, draft angle, and machining allowance.
Common inspection tools include calipers, micrometers, height gauges, plug gauges, thread gauges, custom inspection fixtures, coordinate measuring machines, and 3D scanning equipment. Inspection usually focuses on overall length, width, height, wall thickness, hole position, mounting surfaces, machining allowance, flatness, perpendicularity, and critical assembly dimensions.
For castings that require secondary machining, dimensional inspection should not only check whether the raw casting is acceptable, but also confirm whether enough and reasonable machining allowance has been retained.
Material Composition Analysis
Material composition analysis is used to confirm whether the casting material meets the specified grade. For cast iron, cast steel, stainless steel, aluminum alloy, brass, and bronze castings, chemical composition directly affects strength, hardness, corrosion resistance, wear resistance, heat treatment response, and machinability.
Common verification methods include spectrometer analysis, heat records, chemical composition reports, and material certificates. For example, cast iron and cast steel usually require attention to elements such as C, Si, Mn, P, and S. Stainless steel castings require attention to Cr, Ni, and Mo. Aluminum alloy castings often require attention to Al, Si, Mg, and Cu.
Material composition analysis helps confirm that the correct material has been used, instead of relying only on appearance or experience.
Hardness Testing
Hardness testing is used to quickly evaluate whether the casting’s strength, wear resistance, or heat treatment condition is stable. It is a common inspection method for cast iron parts, steel castings, wear-resistant castings, and heat-treated castings.
Common hardness testing methods include Brinell hardness testing, HB; Rockwell hardness testing, HRC / HRB; and Vickers hardness testing, HV. Hardness testing cannot fully replace tensile testing or impact testing, but it can quickly show whether castings from the same batch have consistent properties.
If the hardness value is clearly outside the required range, it may indicate problems with material composition, heat treatment condition, or microstructure.
Mechanical Property Testing
Mechanical property testing is used to confirm whether the casting has the required load-bearing capacity, ductility, toughness, and service performance. For steel castings, ductile iron castings, pressure-bearing parts, structural components, or safety-related parts, visual inspection, dimensional inspection, and hardness testing alone are usually not enough. Mechanical property testing may be required to verify material performance.
Tensile Strength
Tensile strength is used to determine the maximum load a material can withstand under tensile stress. For load-bearing castings, it reflects whether the material has sufficient basic strength.
Yield Strength
Yield strength is used to determine the stress level at which a material begins to deform permanently. For structural and load-bearing parts, yield strength is an important indicator of whether the part is likely to deform under service loads.
Elongation
Elongation reflects the ductility and deformation capacity of the material. When elongation is too low, the casting may be more likely to suffer brittle fracture under impact, assembly stress, or long-term loading.
Impact Toughness
Impact toughness is used to evaluate the material’s resistance to fracture under impact loading or low-temperature conditions. This is especially important for construction machinery parts, structural castings, and castings used in low-temperature environments.
Test Sample Source
Mechanical property testing is usually performed using separately cast test bars, heat samples, or attached test coupons. The specific method depends on the material standard, customer requirements, and the importance of the casting. For ordinary non-critical castings, mechanical property testing may not be required for every batch. For load-bearing parts, pump and valve components, or structural castings, it provides a more direct way to confirm whether the material meets service requirements.
Non-Destructive Testing
Non-destructive testing is used to detect surface or internal defects without damaging the casting. Not all castings require NDT. It is usually used for pressure-bearing parts, structural components, thick-section castings, complex castings, or critical parts with specific customer requirements.

Dye Penetrant Testing
Dye penetrant testing is suitable for detecting surface-opening cracks, pores, and fine surface defects. It is often used for non-ferrous castings, stainless steel castings, or machined surfaces.
Magnetic Particle Testing
Magnetic particle testing is suitable for ferromagnetic materials such as cast iron, carbon steel, and low-alloy steel. It can detect surface and near-surface cracks.
Ultrasonic Testing
Ultrasonic testing is suitable for thick-section castings and is used to detect internal shrinkage, cracks, inclusions, or structural discontinuities.
Radiographic Testing
Radiographic testing is suitable for castings with high internal quality requirements. It can detect internal porosity, shrinkage, inclusions, and cracks. Whether it is required usually depends on material type, part thickness, service risk, and customer acceptance standards.
What Is Usually Included in a Casting Inspection Report?
For custom casting projects, customers may require an inspection report. The contents of the report vary depending on project requirements, but it usually records the part name, drawing number, material grade, heat number or batch number, chemical composition results, dimensional inspection results, hardness testing results, mechanical property testing results, visual inspection results, non-destructive testing results, surface treatment confirmation, final inspection conclusion, and inspection date.
The purpose of an inspection report is not only to record test results, but also to help customers trace the material batch, production status, and quality control process.
Common Casting Defects Found During Inspection
Casting inspection is not only used to determine whether a part passes or fails. It also helps the foundry identify the source of quality problems. Different casting defects are usually related to different process factors, such as pouring temperature, mold strength, sand permeability, riser design, solidification shrinkage, or unstable post-processing control.
Porosity
Porosity usually appears as round holes inside or on the surface of a casting. It may be related to gas content in the molten metal, sand permeability, venting design, or the pouring process.
Shrinkage Cavity and Shrinkage Porosity
Shrinkage cavities and shrinkage porosity often appear in thick sections or hot spots. They are usually related to insufficient feeding during solidification, improper riser design, or gating system control.
Cracks
Cracks may appear on the surface or inside the casting. They can be related to cooling shrinkage, stress concentration, poor structural transitions, or heat treatment conditions.
Sand Inclusions and Slag Inclusions
Sand inclusions and slag inclusions usually appear as foreign material trapped on the surface or inside the casting. They may come from sand mold erosion, insufficient molten metal cleaning, or improper gating design.
Cold Shuts and Misruns
Cold shuts are usually line-shaped defects caused by insufficient metal fluidity or incomplete fusion between two metal flow fronts. Misruns occur when molten metal does not fully fill the mold cavity, often due to low pouring temperature, poor fluidity, unstable pouring speed, or overly thin sections.
Dimensional Deviation and Deformation
Dimensional deviation may be caused by inaccurate shrinkage allowance, mold wear, core shift, deformation, or unreasonable machining allowance design. Deformation is often related to uneven cooling, insufficient structural rigidity, shakeout, or stress release during heat treatment.
Abnormal Surface Roughness
Abnormal surface roughness may be related to sand grain size, mold surface quality, molten metal erosion, or post-processing conditions. Through visual inspection, dimensional inspection, material analysis, mechanical property testing, and non-destructive testing, a foundry can identify these defects and further determine whether the problem comes from material, mold, pouring, solidification, heat treatment, or secondary processing.
Final Inspection Before Shipment
Before shipment, final inspection is usually required to confirm whether the casting quantity, identification, packaging, rust prevention, surface condition, and related documents are complete.
Final inspection usually checks whether the quantity is correct, part identification is clear, the surface has obvious damage, rust prevention or packaging meets requirements, surface treatment has been completed, inspection reports or material documents are complete, and the drawing revision matches customer requirements.
For export projects or industrial equipment parts, final inspection helps reduce wrong shipments, missing parts, transport damage, and document inconsistencies.
Conclusion
Metal casting inspection usually combines visual inspection, dimensional inspection, material composition analysis, hardness testing, mechanical property testing, and non-destructive testing. The specific inspection methods used depend on the casting material, casting process, structural complexity, dimensional tolerance, working environment, and customer requirements.
For custom casting projects, clear drawings, material requirements, and inspection standards help a foundry control quality throughout mold design, melting and pouring, post-processing, and final shipment.


