金属鋳物は、注湯、洗浄、初期加工された後、その品質はまだ完全に確認されていません。鋳造工程には、溶解、鋳型の準備、注湯、凝固収縮、シェイクアウト、熱処理、二次加工が含まれるため、鋳造品には寸法偏差、表面欠陥、内部収縮、気孔、介在物、不安定な材料特性がある場合があります。
このため、鋳物検査は鋳物工場の品質管理の重要な部分です。この検査は、鋳造品が図面、材料等級、寸法公差、表面品質、実際の用途要件を満たしているかどうかを判断するのに役立ちます。この記事では、目視検査、寸法検査、材料組成分析、硬さ試験、機械的特性試験、非破壊検査など、一般的な金属鋳物の検査方法を紹介します。
鋳物検査とは?
金属鋳物の検査は、鋳物が製造中または出荷前に要求される技術仕様を満たしているかどうかを確認するために使用される品質管理プロセスです。
これは単一の検査ステップではなく、さまざまな検査の組み合わせである。鋳物によって必要な検査項目は異なる。一般的な機械鋳物は、外観検査と寸法検査のみが必要な場合がありますが、耐圧部品、構造部品、厚い断面の鋳物、または重要な装置部品は、材料検査、機械的特性検査、非破壊検査も必要となる場合があります。
検査方法の選択は通常、鋳造材料、鋳造プロセス、部品形状、寸法公差、表面要件、作業環境、顧客基準によって異なります。
鋳造検査はなぜ重要か?
鋳造の欠陥には、表面で確認できるものもあれば、部品の内部に隠れているものもあります。適切な検査工程を経なければ、問題は機械加工、組立、実際の使用中に初めて現れ、再加工、スクラップ、漏れ、組立不良、または部品の初期不良を引き起こす可能性があります。
寸法精度
寸法検査は、穴位置、取り付け面、肉厚、加工代、重要な組立寸法が図面要件を満たしているかどうかの確認に役立ちます。二次加工や組立が必要な鋳物の場合、寸法偏差は組立精度や使用安定性に直接影響します。
表面品質
表面検査では、ひび割れ、表面の気孔、コールド・シャット、砂の混入、バリ、変形、異常な表面粗さなどを特定することができる。表面欠陥の多くは、早期に発見されないと、塗装、機械加工、組み立ての後に初めて目立つようになることがあります。
素材と性能
材料組成、硬度、機械的特性は、鋳物の強度、靭性、耐摩耗性、耐食性に影響します。耐圧部品、構造部品、長期荷重部品については、通常、目視検査だけでは十分ではありません。材料の安定性を確認するために、追加の検査が必要になることがよくあります。
デリバリー・リスク
検査は、不適合な鋳物が機械加工、組立、出荷に入るリスクを低減します。輸出プロジェクトやカスタム鋳造プロジェクトの場合、安定した検査工程は、手直し、スクラップ、顧客からのクレームの削減にも役立ちます。
一般的な金属鋳物の検査方法
目視検査
目視検査は通常、鋳物検査の最初のステップです。シェイクアウト、ショットブラスト、研削、または初期洗浄の後、検査員は鋳物の表面に割れ、コールドシャット、ミスラン、砂の混入、目に見える気孔、バリ、変形、異常な表面粗さ、または局所的な材料の損失などの明らかな欠陥があるかどうかを確認します。
目視検査では鋳物の内部品質を確認することはできないが、明らかに欠陥のある部品を早期に選別し、機械加工、熱処理、最終組立に入るのを防ぐことができる。
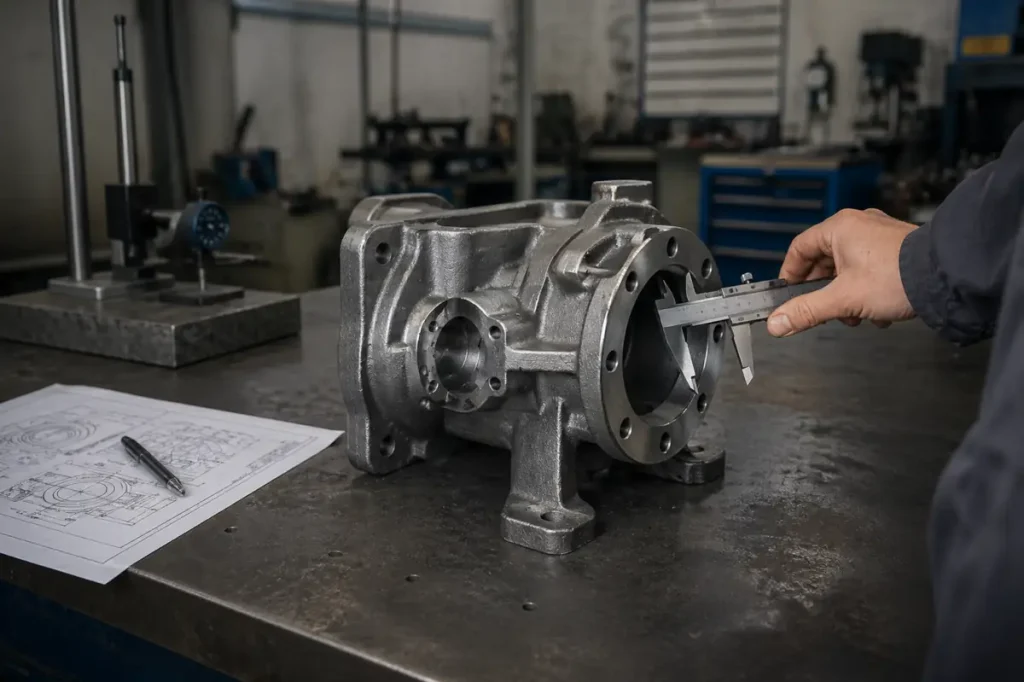
寸法検査
寸法検査は、鋳物が図面の要求事項を満たしているかどうかを確認するために行われます。鋳物は凝固中に収縮し、加工代が必要な部分もあるため、寸法管理は以下のことと密接な関係があります。 鋳物設計の考慮事項肉厚、パーティングライン、抜き勾配、加工代など。
一般的な検査ツールには、ノギス、マイクロメーター、ハイトゲージ、プラグゲージ、スレッドゲージ、カスタム検査治具、三次元測定機、3Dスキャン装置などがある。検査では通常、全長、幅、高さ、肉厚、穴の位置、取り付け面、加工代、平坦度、直角度、重要な組み立て寸法に焦点が当てられる。
二次加工が必要な鋳物については、寸法検査は、生の鋳物が許容できるかどうかをチェックするだけでなく、十分かつ合理的な加工代が残されているかどうかも確認する必要がある。
材料組成分析
材料組成分析は、鋳造材料が指定された等級を満たしているかどうかを確認するために使用されます。鋳鉄、鋳鋼、ステンレス鋼、アルミニウム合金、黄銅、青銅鋳物の場合、化学組成は強度、硬度、耐食性、耐摩耗性、熱処理応答性、機械加工性に直接影響します。
一般的な検証方法には、分光計による分析、ヒートレコード、化学成分報告書、材料証明書などがある。例えば、鋳鉄と鋳鋼は通常、C、Si、Mn、P、Sなどの元素に注意を払う必要がある。アルミニウム合金鋳物は、しばしばAl、Si、Mg、Cuに注意を要する。
材料組成分析は、外観や経験だけに頼るのではなく、正しい材料が使用されていることを確認するのに役立つ。
硬度試験
硬さ試験は、鋳物の強度、耐摩耗性、熱処理状態が安定しているかどうかを迅速に評価するために使用されます。鋳鉄部品、鋼鋳物、耐摩耗鋳物、熱処理鋳物の一般的な検査方法です。
一般的な硬さ試験方法には、ブリネル硬さ試験(HB)、ロックウェル硬さ試験(HRC/HRB)、ビッカース硬さ試験(HV)などがあります。硬さ試験は、引張試験や衝撃試験に完全に取って代わることはできませんが、同じバッチの鋳物が一貫した特性を持っているかどうかを迅速に示すことができます。
硬度値が明らかに要求される範囲を外れている場合は、材料組成、熱処理条件、微細構造のいずれかに問題があることを示している可能性がある。
機械的特性試験
機械的特性試験は、鋳物が要求される耐荷重性、延性、靭性、使用性能を備えているかどうかを確認するために行われます。鋼鉄鋳物、ダクタイル鋳鉄鋳物、耐圧部品、構造部品、または安全関連部品については、目視検査、寸法検査、硬さ試験だけでは通常は十分ではありません。材料の性能を確認するために、機械的特性試験が必要になる場合があります。
引張強度
引張強さは、材料が引張応力下で耐えられる最大荷重を測定するために使用される。荷重に耐える鋳物の場合、材料が十分な基本強度を持つかどうかを反映する。
降伏強度
降伏強度は、材料が永久的に変形し始める応力レベルを決定するために使用される。構造部品や耐荷重部品では、降伏強度は、その部品が使用荷重下で変形する可能性があるかどうかの重要な指標となる。
伸び
伸びは材料の延性と変形能力を反映する。伸びが低すぎる場合、鋳物は衝撃、組立応力、または長期荷重の下で脆性破壊を起こしやすくなります。
衝撃靭性
衝撃靭性は、衝撃荷重や低温条件下での材料の破壊に対する耐性を評価するために使用されます。これは、建設機械部品、構造用鋳物、低温環境で使用される鋳物にとって特に重要です。
試験サンプルソース
機械的特性試験は通常、別々に鋳造されたテストバー、ヒートサンプル、または付属のテストクーポンを使用して実施されます。具体的な方法は、材料規格、顧客要件、鋳物の重要性に依存します。通常の非重要鋳物の場合、機械的特性試験はすべてのバッチで必要とされない場合があります。耐荷重部品、ポンプおよびバルブ部品、または構造鋳物については、材料が使用要件を満たしているかどうかを確認するためのより直接的な方法を提供します。
非破壊検査
非破壊検査は、鋳物を損傷することなく、表面または内部の欠陥を検出するために使用されます。すべての鋳物にNDTが必要なわけではありません。通常、耐圧部品、構造部品、厚い断面の鋳物、複雑な鋳物、または特定の顧客要件を持つ重要な部品に使用されます。

染料浸透探傷検査
染料浸透探傷検査は、表面開口亀裂、気孔、微細な表面欠陥の検出に適しています。非鉄鋳物、ステンレス鋳物、機械加工表面によく使用されます。
磁粉探傷試験
磁粉探傷試験は、鋳鉄、炭素鋼、低合金鋼などの強磁性材料に適しています。表面および表面近傍のきずを検出できます。
超音波検査
超音波探傷試験は厚い断面の鋳物に適しており、内部収縮、亀裂、介在物、または構造上の不連続性を検出するために使用されます。
X線検査
X線透視検査は、高い内部品質が要求される鋳物に適しています。内部の気孔、収縮、介在物、亀裂を検出することができます。この検査が必要かどうかは、通常、材料の種類、部品の厚さ、サービス・リスク、顧客の受け入れ基準によって決まります。
鋳造検査報告書には通常何が含まれますか?
カスタム鋳造プロジェクトでは、お客様から検査報告書を求められることがあります。報告書の内容はプロジェクト要件によって異なりますが、通常、部品名、図面番号、材料等級、ヒート番号またはバッチ番号、化学成分結果、寸法検査結果、硬度検査結果、機械的特性検査結果、外観検査結果、非破壊検査結果、表面処理確認、最終検査結論、検査日が記録されます。
検査報告書の目的は、検査結果を記録することだけでなく、顧客が材料のバッチ、生産状況、品質管理プロセスを追跡できるようにすることである。
検査中に発見される一般的な鋳造欠陥
鋳造検査は、部品の合否を判定するために使用されるだけではありません。また、鋳物工場が品質問題の原因を特定するのにも役立ちます。異なる 鋳造欠陥 は通常、注湯温度、鋳型強度、砂の浸透性、押し湯の設計、凝固収縮、不安定な後工程管理など、さまざまな工程要因に関連している。
多孔性
空隙は通常、鋳物の内部や表面に丸い穴として現れる。これは、溶湯中のガス含有量、砂の浸透性、ガス抜き設計、または注湯プロセスに関連している可能性があります。
収縮空洞と収縮空隙率
収縮空洞や収縮ポロシティは、しばしば厚い断面やホットスポットに現れる。これらは通常、凝固中の供給不足、不適切なライザー設計、またはゲーテ ィング・システムの制御に関連している。
ひび割れ
亀裂は鋳物の表面や内部に生じることがある。クラックは冷却収縮、応力集中、劣悪な構造遷移、熱処理条件などに関係することがある。
砂の介在物とスラグの介在物
砂介在物やスラグ介在物は通常、鋳物の表面や内部に捕捉された異物として現れる。これらは、砂型の侵食、溶湯の洗浄不足、または不適切なゲート設計に起因する場合があります。
コールド・シャットとミスラン
コールド・シャットは通常、金属の流動性が不十分であったり、2つの金属フロー・フロント間の融合が不完全であったりするために生じる線状の欠陥である。ミスランは、溶融金属が鋳型キャビティに完全に充填されない場合に発生します。多くの場合、注湯温度が低い、流動性が悪い、注湯速度が不安定、または断面が薄すぎることが原因です。
寸法偏差と変形
寸法偏差は、不正確な収縮代、金型の磨耗、コアのずれ、変形、または不当な加工代設計によって生じることがある。変形は多くの場合、不均一な冷却、不十分な構造剛性、シェイクアウト、熱処理中の応力解放に関係する。
表面粗さの異常
異常な表面粗さは、砂の粒度、鋳型の表面品質、溶湯の浸食、または後処理条件に関連している可能性があります。目視検査、寸法検査、材料分析、機械的特性試験、非破壊検査を通じて、鋳物工場はこれらの欠陥を特定し、さらに問題が材料、鋳型、注湯、凝固、熱処理、または二次加工に起因するものであるかどうかを判断することができます。
出荷前最終検査
出荷前には通常、鋳物の数量、識別、梱包、防錆、表面状態、関連書類に不備がないかを確認する最終検査が必要となる。
最終検査では通常、数量が正しいか、部品の識別が明確か、表面に明らかな損傷がないか、防錆や梱包が要件を満たしているか、表面処理が完了しているか、検査報告書や材料書類が揃っているか、図面の改訂が顧客の要件に合っているかなどをチェックする。
輸出プロジェクトや産業機器部品の場合、最終検査は誤出荷、部品の欠品、輸送時の損傷、書類の不整合を減らすのに役立ちます。
結論
金属鋳物の検査は通常、目視検査、寸法検査、材料組成分析、硬度検査、機械的特性検査、非破壊検査を組み合わせて行われます。使用される特定の検査方法は、鋳造材料、鋳造プロセス、構造の複雑さ、寸法公差、作業環境、および顧客の要件によって異なります。
カスタム鋳造プロジェクトでは、明確な図面、材料要件、および検査基準が、鋳型の設計、溶解、注湯、後処理、および最終出荷を通して鋳造工場の品質管理に役立ちます。


