Nachdem ein Metallgussstück gegossen, gereinigt und zunächst bearbeitet wurde, ist seine Qualität noch nicht vollständig bestätigt. Da der Gießprozess das Schmelzen, die Formvorbereitung, das Gießen, die Erstarrungsschrumpfung, das Ausschütteln, die Wärmebehandlung und die Nachbearbeitung umfasst, können Gussteile Maßabweichungen, Oberflächenfehler, innere Schrumpfung, Porosität, Einschlüsse oder instabile Materialeigenschaften aufweisen.
Aus diesem Grund ist die Gussstückprüfung ein wichtiger Teil der Qualitätskontrolle in der Gießerei. Sie hilft einer Gießerei festzustellen, ob ein Gussteil der Zeichnung, der Werkstoffsorte, der Maßtoleranz, der Oberflächenqualität und den tatsächlichen Anwendungsanforderungen entspricht. In diesem Artikel werden gängige Prüfverfahren für Metallgussteile vorgestellt, darunter Sichtprüfung, Maßprüfung, Analyse der Materialzusammensetzung, Härteprüfung, Prüfung der mechanischen Eigenschaften und zerstörungsfreie Prüfung.
Was ist eine Metallgussinspektion?
Die Prüfung von Metallgussteilen ist ein Verfahren der Qualitätskontrolle, mit dem festgestellt wird, ob ein Gussteil während der Produktion oder vor dem Versand die erforderlichen technischen Spezifikationen erfüllt.
Es handelt sich nicht um einen einzigen Prüfschritt, sondern um eine Kombination verschiedener Prüfungen. Unterschiedliche Gussteile erfordern unterschiedliche Prüfpunkte. Ein allgemeines Maschinengussteil erfordert möglicherweise nur eine Sicht- und Maßprüfung, während drucktragende Teile, Strukturkomponenten, Gussteile mit dickem Querschnitt oder kritische Ausrüstungsteile auch eine Materialprüfung, eine Prüfung der mechanischen Eigenschaften und eine zerstörungsfreie Prüfung erfordern können.
Die Wahl der Prüfmethode hängt in der Regel vom Gussmaterial, dem Gießverfahren, der Teilegeometrie, der Maßtoleranz, den Oberflächenanforderungen, der Arbeitsumgebung und den Kundenstandards ab.
Warum ist die Gussinspektion wichtig?
Einige Gussfehler sind auf der Oberfläche sichtbar, während andere im Inneren des Teils verborgen sind. Ohne ein angemessenes Prüfverfahren können Probleme erst während der Bearbeitung, Montage oder des eigentlichen Betriebs auftreten und Nacharbeit, Ausschuss, Leckagen, Montagefehler oder einen frühzeitigen Ausfall des Teils verursachen.
Maßgenauigkeit
Mit Hilfe der Maßprüfung lässt sich feststellen, ob Lochpositionen, Montageflächen, Wandstärken, Bearbeitungszugaben und kritische Montagemaße den Zeichnungsanforderungen entsprechen. Bei Gussteilen, die nachbearbeitet oder montiert werden müssen, können sich Maßabweichungen direkt auf die Montagegenauigkeit und Betriebsstabilität auswirken.
Qualität der Oberfläche
Bei der Oberflächeninspektion können Risse, Oberflächenporosität, Kaltverformungen, Sandeinschlüsse, Grate, Verformungen oder abnormale Oberflächenrauhigkeit festgestellt werden. Viele Oberflächenfehler werden erst nach der Lackierung, Bearbeitung oder Montage deutlicher, wenn sie nicht frühzeitig entdeckt werden.
Material und Leistung
Materialzusammensetzung, Härte und mechanische Eigenschaften beeinflussen die Festigkeit, Zähigkeit, Verschleißfestigkeit und Korrosionsbeständigkeit eines Gussteils. Bei drucktragenden Teilen, Strukturbauteilen und langfristig belasteten Teilen reicht eine Sichtprüfung allein in der Regel nicht aus. Oft sind zusätzliche Prüfungen erforderlich, um die Materialstabilität zu bestätigen.
Lieferrisiko
Die Inspektion verringert das Risiko, dass nicht konforme Gussteile in die Bearbeitung, Montage oder den Versand gelangen. Bei Exportprojekten oder kundenspezifischen Gussprojekten trägt ein stabiler Prüfprozess auch zur Verringerung von Nacharbeit, Ausschuss und Kundenbeschwerden bei.
Gängige Inspektionsmethoden für Metallgussteile
Visuelle Inspektion
Die Sichtprüfung ist in der Regel der erste Schritt der Gussstückprüfung. Nach dem Ausschütteln, Strahlen, Schleifen oder der Erstreinigung prüfen die Prüfer, ob die Gussoberfläche offensichtliche Mängel aufweist, wie z. B. Risse, Kaltverformungen, Fehlläufe, Sandeinschlüsse, sichtbare Porosität, Grate, Verformungen, abnormale Oberflächenrauhigkeit oder lokalen Materialverlust.
Die Sichtprüfung kann die innere Qualität eines Gussteils nicht bestätigen, aber sie kann dazu beitragen, offensichtlich fehlerhafte Teile frühzeitig auszusondern und zu verhindern, dass sie in die Bearbeitung, Wärmebehandlung oder Endmontage gelangen.
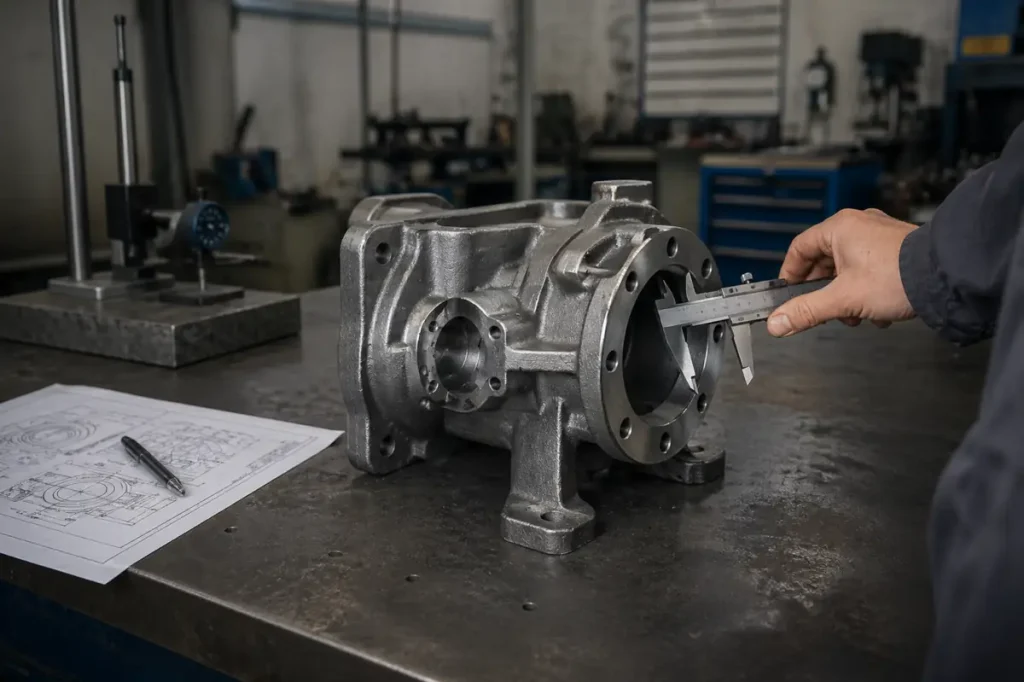
Prüfung der Abmessungen
Die Maßkontrolle dient der Überprüfung, ob das Gussteil den Zeichnungsanforderungen entspricht. Da Gussteile während der Erstarrung schrumpfen und einige Bereiche eine Bearbeitungszugabe erfordern, ist die Maßkontrolle eng verbunden mit Überlegungen zur Gussgestaltungwie Wandstärke, Trennfuge, Entformungswinkel und Bearbeitungszugabe.
Zu den üblichen Prüfwerkzeugen gehören Messschieber, Mikrometer, Höhenmessgeräte, Lehrdorne, Gewindelehren, kundenspezifische Prüfvorrichtungen, Koordinatenmessmaschinen und 3D-Scanner. Die Prüfung konzentriert sich in der Regel auf Gesamtlänge, Breite, Höhe, Wandstärke, Lochposition, Montageflächen, Bearbeitungszugabe, Ebenheit, Rechtwinkligkeit und kritische Montagemaße.
Bei Gussstücken, die eine Nachbearbeitung erfordern, sollte bei der Maßkontrolle nicht nur geprüft werden, ob das Rohgussstück akzeptabel ist, sondern auch, ob eine ausreichende und angemessene Bearbeitungszugabe beibehalten wurde.
Analyse der Materialzusammensetzung
Die Analyse der Materialzusammensetzung wird verwendet, um festzustellen, ob das Gussmaterial der angegebenen Qualität entspricht. Bei Gusseisen, Stahlguss, Edelstahl, Aluminiumlegierungen, Messing und Bronze wirkt sich die chemische Zusammensetzung direkt auf Festigkeit, Härte, Korrosionsbeständigkeit, Verschleißfestigkeit, Wärmebehandlung und Bearbeitbarkeit aus.
Zu den üblichen Überprüfungsmethoden gehören Spektrometeranalysen, Wärmeaufzeichnungen, Berichte über die chemische Zusammensetzung und Materialzertifikate. Bei Gusseisen und Gussstahl beispielsweise ist in der Regel auf Elemente wie C, Si, Mn, P und S zu achten. Bei Gussteilen aus rostfreiem Stahl ist auf Cr, Ni und Mo zu achten. Bei Gussteilen aus Aluminiumlegierungen ist häufig auf Al, Si, Mg und Cu zu achten.
Die Analyse der Materialzusammensetzung hilft zu bestätigen, dass das richtige Material verwendet wurde, anstatt sich nur auf das Aussehen oder die Erfahrung zu verlassen.
Härteprüfung
Mit der Härteprüfung lässt sich schnell feststellen, ob die Festigkeit, die Verschleißfestigkeit oder der Wärmebehandlungszustand des Gussteils stabil ist. Sie ist eine gängige Prüfmethode für Gusseisenteile, Stahlguss, verschleißfeste Gussteile und wärmebehandelte Gussteile.
Zu den gängigen Härteprüfverfahren gehören die Brinell-Härteprüfung (HB), die Rockwell-Härteprüfung (HRC / HRB) und die Vickers-Härteprüfung (HV). Die Härteprüfung kann die Zug- oder Kerbschlagprüfung nicht vollständig ersetzen, aber sie kann schnell zeigen, ob Gussteile aus der gleichen Charge gleichbleibende Eigenschaften haben.
Liegt der Härtewert deutlich außerhalb des erforderlichen Bereichs, kann dies auf Probleme mit der Materialzusammensetzung, dem Wärmebehandlungszustand oder dem Gefüge hinweisen.
Prüfung mechanischer Eigenschaften
Die Prüfung der mechanischen Eigenschaften dient dazu, festzustellen, ob das Gussteil die erforderliche Tragfähigkeit, Duktilität, Zähigkeit und Gebrauchstauglichkeit aufweist. Bei Stahlguss, Gusseisen mit Kugelgraphit, drucktragenden Teilen, Bauteilen oder sicherheitsrelevanten Teilen reichen Sichtprüfung, Maßprüfung und Härteprüfung allein in der Regel nicht aus. Die Prüfung der mechanischen Eigenschaften kann erforderlich sein, um die Leistungsfähigkeit des Materials zu überprüfen.
Zugfestigkeit
Die Zugfestigkeit wird verwendet, um die maximale Belastung zu bestimmen, die ein Material unter Zugspannung aushalten kann. Bei tragenden Gussstücken gibt sie an, ob der Werkstoff eine ausreichende Grundfestigkeit besitzt.
Streckgrenze
Die Streckgrenze wird zur Bestimmung des Spannungsniveaus verwendet, bei dem ein Material beginnt, sich dauerhaft zu verformen. Für strukturelle und tragende Teile ist die Streckgrenze ein wichtiger Indikator dafür, ob sich das Teil unter Betriebsbelastungen wahrscheinlich verformt.
Dehnung
Die Dehnung spiegelt die Duktilität und das Verformungsvermögen des Werkstoffs wider. Wenn die Dehnung zu gering ist, kann das Gussteil bei Stößen, Montagebeanspruchung oder Langzeitbelastung eher einen Sprödbruch erleiden.
Schlagzähigkeit
Die Kerbschlagzähigkeit dient zur Bewertung der Bruchfestigkeit eines Werkstoffs unter Schlagbeanspruchung oder bei niedrigen Temperaturen. Dies ist besonders wichtig für Baumaschinenteile, Strukturgussteile und Gussteile, die in Niedrigtemperaturumgebungen verwendet werden.
Test Probe Quelle
Die Prüfung der mechanischen Eigenschaften wird in der Regel mit separat gegossenen Probestäben, Schmelzproben oder angebrachten Prüfstücken durchgeführt. Die spezifische Methode hängt von der Werkstoffnorm, den Kundenanforderungen und der Bedeutung des Gussteils ab. Bei gewöhnlichen, unkritischen Gussteilen ist die Prüfung der mechanischen Eigenschaften möglicherweise nicht für jede Charge erforderlich. Bei tragenden Teilen, Pumpen- und Ventilkomponenten oder Konstruktionsgussteilen lässt sich auf diese Weise direkter feststellen, ob das Material den Anforderungen entspricht.
Zerstörungsfreie Prüfung
Die zerstörungsfreie Prüfung dient dazu, Oberflächen- oder Innenfehler festzustellen, ohne das Gussstück zu beschädigen. Nicht alle Gussstücke erfordern eine zerstörungsfreie Prüfung. Sie wird in der Regel für drucktragende Teile, Strukturkomponenten, Gussteile mit dickem Querschnitt, komplexe Gussteile oder kritische Teile mit spezifischen Kundenanforderungen eingesetzt.

Farbeindringprüfung
Die Farbeindringprüfung eignet sich zum Aufspüren von oberflächenöffnenden Rissen, Poren und feinen Oberflächenfehlern. Sie wird häufig für Nichteisen-Gussteile, Gussteile aus rostfreiem Stahl oder bearbeitete Oberflächen verwendet.
Magnetische Partikelprüfung
Die Magnetpulverprüfung eignet sich für ferromagnetische Materialien wie Gusseisen, Kohlenstoffstahl und niedrig legierten Stahl. Sie kann Oberflächenrisse und oberflächennahe Risse erkennen.
Ultraschallprüfung
Die Ultraschallprüfung eignet sich für Gussteile mit dickem Querschnitt und wird zum Aufspüren von inneren Schwundstellen, Rissen, Einschlüssen oder strukturellen Unterbrechungen eingesetzt.
Radiographische Prüfung
Die Durchstrahlungsprüfung eignet sich für Gussteile mit hohen internen Qualitätsanforderungen. Sie kann innere Porosität, Schrumpfung, Einschlüsse und Risse erkennen. Ob sie erforderlich ist, hängt in der Regel von der Art des Materials, der Dicke des Teils, dem Betriebsrisiko und den Akzeptanzstandards des Kunden ab.
Was enthält ein Gussinspektionsbericht normalerweise?
Für kundenspezifische Gussprojekte können die Kunden einen Prüfbericht verlangen. Der Inhalt des Berichts variiert je nach Projektanforderungen, aber in der Regel werden darin der Name des Teils, die Zeichnungsnummer, die Werkstoffklasse, die Schmelznummer oder Chargennummer, die Ergebnisse der chemischen Zusammensetzung, die Ergebnisse der Maßprüfung, die Ergebnisse der Härteprüfung, die Ergebnisse der Prüfung der mechanischen Eigenschaften, die Ergebnisse der Sichtprüfung, die Ergebnisse der zerstörungsfreien Prüfung, die Bestätigung der Oberflächenbehandlung, die Schlussfolgerung der Endprüfung und das Prüfdatum festgehalten.
Der Zweck eines Inspektionsberichts ist nicht nur die Aufzeichnung von Prüfergebnissen, sondern auch die Unterstützung der Kunden bei der Rückverfolgung der Materialcharge, des Produktionsstatus und des Qualitätskontrollprozesses.
Bei der Inspektion festgestellte häufige Gussmängel
Die Gussinspektion dient nicht nur dazu, festzustellen, ob ein Teil besteht oder nicht. Sie hilft der Gießerei auch, die Ursache von Qualitätsproblemen zu ermitteln. Verschiedene Gussfehler hängen in der Regel mit verschiedenen Prozessfaktoren zusammen, z. B. mit der Gießtemperatur, der Formfestigkeit, der Sanddurchlässigkeit, dem Speiserdesign, der Erstarrungsschrumpfung oder einer instabilen Nachbearbeitungskontrolle.
Porosität
Porosität zeigt sich in der Regel als runde Löcher in oder auf der Oberfläche eines Gussteils. Sie kann mit dem Gasgehalt im geschmolzenen Metall, der Durchlässigkeit des Sandes, dem Entlüftungsdesign oder dem Gießverfahren zusammenhängen.
Schrumpfungshohlraum und Schrumpfungsporosität
Schwindungshohlräume und Schwindungsporosität treten häufig in dicken Abschnitten oder an heißen Stellen auf. Sie sind in der Regel auf eine unzureichende Speisung während der Erstarrung, eine unsachgemäße Konstruktion des Speisers oder die Steuerung des Anschnittsystems zurückzuführen.
Risse
Risse können an der Oberfläche oder im Inneren des Gussteils auftreten. Sie können durch Schrumpfung beim Abkühlen, Spannungskonzentration, schlechte strukturelle Übergänge oder Wärmebehandlungsbedingungen verursacht werden.
Sandeinschlüsse und Schlackeneinschlüsse
Sand- und Schlackeneinschlüsse treten in der Regel als Fremdkörper auf, die sich an der Oberfläche oder im Inneren des Gussteils festsetzen. Sie können von der Erosion der Sandform, einer unzureichenden Reinigung des geschmolzenen Metalls oder einer unsachgemäßen Anschnittkonstruktion herrühren.
Kaltstarts und Fehlstarts
Kaltverschlüsse sind in der Regel linienförmige Defekte, die durch unzureichende Fließfähigkeit des Metalls oder unvollständige Verschmelzung zwischen zwei Metallfronten verursacht werden. Fehlschüsse treten auf, wenn das geschmolzene Metall den Formhohlraum nicht vollständig ausfüllt, was häufig auf eine zu niedrige Gießtemperatur, eine schlechte Fließfähigkeit, eine instabile Gießgeschwindigkeit oder zu dünne Abschnitte zurückzuführen ist.
Maßabweichung und Verformung
Maßabweichungen können durch ungenaue Schrumpfungszugabe, Formverschleiß, Kernverschiebung, Verformung oder unangemessenes Design der Bearbeitungszugabe verursacht werden. Die Verformung ist häufig auf ungleichmäßige Abkühlung, unzureichende strukturelle Steifigkeit, Erschütterungen oder Spannungsabbau während der Wärmebehandlung zurückzuführen.
Abnormale Oberflächenrauhigkeit
Abnormale Oberflächenrauhigkeit kann mit der Sandkorngröße, der Oberflächenqualität der Form, der Erosion des geschmolzenen Metalls oder den Nachbearbeitungsbedingungen zusammenhängen. Durch Sichtprüfung, Maßprüfung, Materialanalyse, Prüfung der mechanischen Eigenschaften und zerstörungsfreie Prüfung kann eine Gießerei diese Fehler erkennen und feststellen, ob das Problem vom Material, der Form, dem Gießen, der Erstarrung, der Wärmebehandlung oder der Nachbearbeitung herrührt.
Endkontrolle vor der Verschiffung
Vor dem Versand ist in der Regel eine Endkontrolle erforderlich, um zu überprüfen, ob die Gussstückmenge, die Kennzeichnung, die Verpackung, der Rostschutz, der Oberflächenzustand und die zugehörigen Dokumente vollständig sind.
Bei der Endkontrolle wird in der Regel geprüft, ob die Menge stimmt, die Teilekennzeichnung eindeutig ist, die Oberfläche offensichtliche Schäden aufweist, der Rostschutz oder die Verpackung den Anforderungen entspricht, die Oberflächenbehandlung abgeschlossen ist, die Prüfberichte oder Materialunterlagen vollständig sind und die Zeichnungsrevision den Kundenanforderungen entspricht.
Bei Exportprojekten oder Industrieanlagenteilen trägt die Endkontrolle dazu bei, Fehllieferungen, fehlende Teile, Transportschäden und Unstimmigkeiten in den Dokumenten zu vermeiden.
Schlussfolgerung
Die Prüfung von Metallgussteilen umfasst in der Regel eine Kombination aus Sichtprüfung, Maßprüfung, Analyse der Materialzusammensetzung, Härteprüfung, Prüfung der mechanischen Eigenschaften und zerstörungsfreier Prüfung. Welche Prüfmethoden eingesetzt werden, hängt vom Gussmaterial, dem Gießverfahren, der strukturellen Komplexität, den Maßtoleranzen, der Arbeitsumgebung und den Kundenanforderungen ab.
Bei kundenspezifischen Gießereiprojekten helfen klare Zeichnungen, Materialanforderungen und Prüfstandards einer Gießerei, die Qualität während des gesamten Formdesigns, des Schmelzens und Gießens, der Nachbearbeitung und des endgültigen Versands zu kontrollieren.


