Après la coulée, le nettoyage et le traitement initial d'un moulage métallique, sa qualité n'a pas encore été entièrement confirmée. Étant donné que le processus de moulage implique la fusion, la préparation du moule, la coulée, le retrait de solidification, l'ébranlement, le traitement thermique et le traitement secondaire, les pièces moulées peuvent présenter des écarts dimensionnels, des défauts de surface, un retrait interne, une porosité, des inclusions ou des propriétés matérielles instables.
C'est pourquoi l'inspection des pièces moulées est un élément important du contrôle de la qualité dans les fonderies. Elle permet à une fonderie de déterminer si une pièce moulée est conforme au dessin, à la qualité du matériau, à la tolérance dimensionnelle, à la qualité de la surface et aux exigences de l'application réelle. Cet article présente les méthodes courantes d'inspection des pièces coulées en métal, notamment l'inspection visuelle, l'inspection dimensionnelle, l'analyse de la composition des matériaux, les essais de dureté, les essais de propriétés mécaniques et les essais non destructifs.
Qu'est-ce que l'inspection de la coulée des métaux ?
L'inspection des pièces métalliques coulées est le processus de contrôle de la qualité utilisé pour confirmer qu'une pièce coulée répond aux spécifications techniques requises pendant la production ou avant l'expédition.
Il ne s'agit pas d'une étape d'inspection unique, mais d'une combinaison de différents contrôles. Des pièces moulées différentes nécessitent des éléments d'inspection différents. Une pièce moulée de machine générale peut ne nécessiter qu'un contrôle visuel et dimensionnel, tandis que les pièces sous pression, les composants structurels, les pièces moulées à section épaisse ou les pièces d'équipement critique peuvent également nécessiter des essais de matériaux, des essais de propriétés mécaniques et des essais non destructifs.
Le choix de la méthode d'inspection dépend généralement de la matière moulée, du processus de moulage, de la géométrie de la pièce, de la tolérance dimensionnelle, des exigences de surface, de l'environnement de travail et des normes du client.
Pourquoi l'inspection de la coulée est-elle importante ?
Certains défauts de fonderie sont visibles à la surface, tandis que d'autres sont cachés à l'intérieur de la pièce. Sans un processus d'inspection approprié, les problèmes peuvent n'apparaître qu'au cours de l'usinage, de l'assemblage ou de l'utilisation réelle, entraînant des retouches, des rebuts, des fuites, des échecs d'assemblage ou une défaillance précoce de la pièce.
Précision dimensionnelle
Le contrôle dimensionnel permet de confirmer que les positions des trous, les surfaces de montage, l'épaisseur des parois, la surépaisseur d'usinage et les dimensions critiques de l'assemblage sont conformes aux exigences du dessin. Pour les pièces moulées qui nécessitent un usinage ou un assemblage secondaire, les écarts dimensionnels peuvent avoir une incidence directe sur la précision de l'assemblage et la stabilité du service.
Qualité de surface
L'inspection des surfaces permet d'identifier les fissures, les porosités de surface, les coupures à froid, les inclusions de sable, les bavures, les déformations ou les rugosités de surface anormales. De nombreux défauts de surface ne deviennent plus évidents qu'après la peinture, l'usinage ou l'assemblage s'ils ne sont pas détectés à temps.
Matériaux et performances
La composition du matériau, sa dureté et ses propriétés mécaniques influencent la résistance, la ténacité, la résistance à l'usure et la résistance à la corrosion d'une pièce moulée. Pour les pièces sous pression, les composants structurels et les pièces supportant des charges à long terme, l'inspection visuelle ne suffit généralement pas. Des essais supplémentaires sont souvent nécessaires pour confirmer la stabilité du matériau.
Risque de livraison
L'inspection réduit le risque de voir des pièces moulées non conformes entrer dans l'usinage, l'assemblage ou l'expédition. Pour les projets d'exportation ou les projets de moulage sur mesure, un processus d'inspection stable permet également de réduire les retouches, les rebuts et les réclamations des clients.
Méthodes d'inspection courantes pour la coulée des métaux
Inspection visuelle
L'inspection visuelle est généralement la première étape de l'inspection des pièces coulées. Après l'ébranlement, le grenaillage, le meulage ou le nettoyage initial, les inspecteurs vérifient si la surface de la pièce moulée présente des défauts évidents, tels que des fissures, des coupures à froid, des ratés, des inclusions de sable, des porosités visibles, des bavures, des déformations, une rugosité de surface anormale ou une perte locale de matériau.
L'inspection visuelle ne peut pas confirmer la qualité interne d'une pièce moulée, mais elle peut permettre d'éliminer rapidement les pièces manifestement défectueuses et d'éviter qu'elles n'entrent dans l'usinage, le traitement thermique ou l'assemblage final.
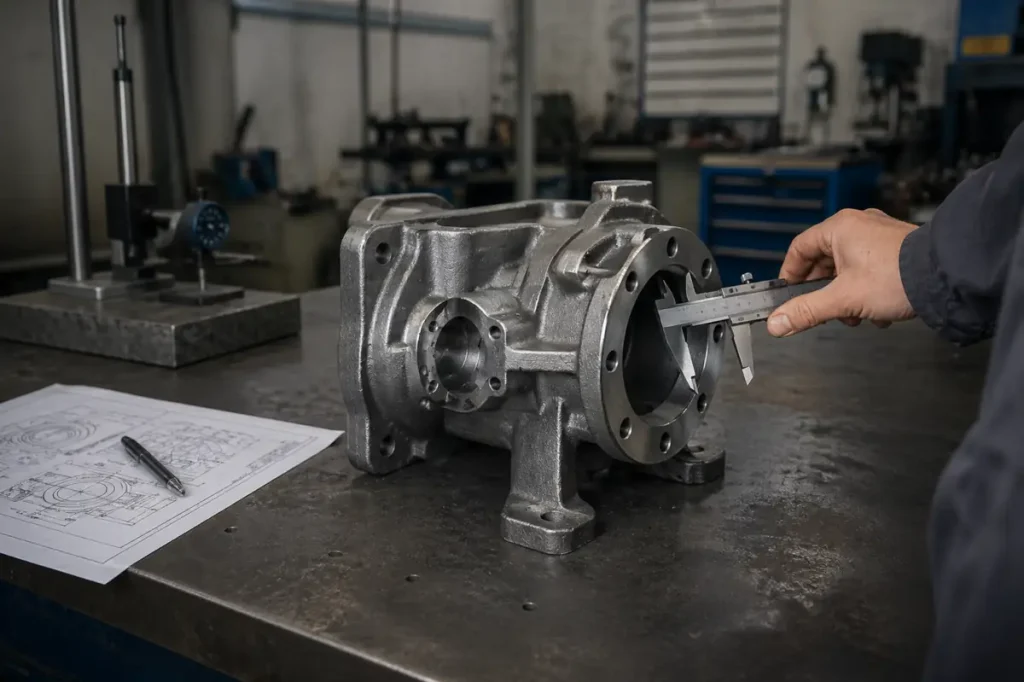
Contrôle dimensionnel
Le contrôle dimensionnel sert à confirmer que la pièce moulée est conforme aux exigences du dessin. Étant donné que les pièces moulées se rétractent pendant la solidification et que certaines zones nécessitent une surépaisseur d'usinage, le contrôle dimensionnel est étroitement lié aux éléments suivants considérations relatives à la conception de la couléeLes caractéristiques de l'appareil, telles que l'épaisseur de la paroi, le plan de joint, l'angle de dépouille et la surépaisseur d'usinage, sont également prises en compte.
Les outils d'inspection courants comprennent les pieds à coulisse, les micromètres, les jauges de hauteur, les jauges de bouchage, les jauges de filetage, les dispositifs d'inspection personnalisés, les machines à mesurer les coordonnées et les équipements de numérisation 3D. L'inspection porte généralement sur la longueur totale, la largeur, la hauteur, l'épaisseur des parois, la position des trous, les surfaces de montage, la surépaisseur d'usinage, la planéité, la perpendicularité et les dimensions critiques de l'assemblage.
Pour les pièces moulées qui nécessitent un usinage secondaire, l'inspection dimensionnelle doit non seulement vérifier si la pièce brute est acceptable, mais aussi confirmer qu'une marge d'usinage suffisante et raisonnable a été conservée.
Analyse de la composition des matériaux
L'analyse de la composition du matériau est utilisée pour confirmer que le matériau de moulage est conforme à la qualité spécifiée. Pour les pièces moulées en fonte, en acier moulé, en acier inoxydable, en alliage d'aluminium, en laiton et en bronze, la composition chimique affecte directement la résistance, la dureté, la résistance à la corrosion, la résistance à l'usure, la réponse au traitement thermique et l'usinabilité.
Les méthodes de vérification les plus courantes sont l'analyse spectrométrique, les relevés thermiques, les rapports sur la composition chimique et les certificats de matériaux. Par exemple, la fonte et l'acier moulé requièrent généralement une attention particulière aux éléments tels que C, Si, Mn, P et S. Les pièces moulées en acier inoxydable requièrent une attention particulière au Cr, Ni et Mo. Les pièces moulées en alliage d'aluminium nécessitent souvent une attention particulière à l'Al, au Si, au Mg et au Cu.
L'analyse de la composition des matériaux permet de confirmer que le bon matériau a été utilisé, au lieu de se fier uniquement à l'apparence ou à l'expérience.
Essai de dureté
L'essai de dureté est utilisé pour évaluer rapidement la stabilité de la solidité, de la résistance à l'usure ou du traitement thermique d'une pièce moulée. Il s'agit d'une méthode d'inspection courante pour les pièces en fonte, les pièces moulées en acier, les pièces moulées résistantes à l'usure et les pièces moulées traitées thermiquement.
Les méthodes d'essai de dureté les plus courantes sont l'essai de dureté Brinell (HB), l'essai de dureté Rockwell (HRC / HRB) et l'essai de dureté Vickers (HV). L'essai de dureté ne peut pas remplacer totalement l'essai de traction ou l'essai d'impact, mais il peut rapidement montrer si les pièces moulées d'un même lot ont des propriétés cohérentes.
Si la valeur de dureté se situe clairement en dehors de la plage requise, cela peut indiquer des problèmes de composition du matériau, de traitement thermique ou de microstructure.
Essais de propriétés mécaniques
Les essais de propriétés mécaniques sont utilisés pour confirmer que la pièce moulée possède la capacité de charge, la ductilité, la ténacité et les performances de service requises. Pour les pièces moulées en acier, les pièces moulées en fonte ductile, les pièces sous pression, les composants structurels ou les pièces liées à la sécurité, l'inspection visuelle, l'inspection dimensionnelle et les essais de dureté ne suffisent généralement pas. Des essais de propriétés mécaniques peuvent être nécessaires pour vérifier les performances du matériau.
Résistance à la traction
La résistance à la traction est utilisée pour déterminer la charge maximale qu'un matériau peut supporter sous une contrainte de traction. Pour les pièces moulées porteuses, elle indique si le matériau possède une résistance de base suffisante.
Limite d'élasticité
La limite d'élasticité est utilisée pour déterminer le niveau de contrainte auquel un matériau commence à se déformer de manière permanente. Pour les pièces structurelles et portantes, la limite d'élasticité est un indicateur important pour déterminer si la pièce est susceptible de se déformer sous l'effet des charges de service.
Élongation
L'allongement reflète la ductilité et la capacité de déformation du matériau. Lorsque l'allongement est trop faible, le moulage est plus susceptible de subir une rupture fragile en cas d'impact, de contrainte d'assemblage ou de charge à long terme.
Résistance aux chocs
La résilience est utilisée pour évaluer la résistance du matériau à la rupture sous l'effet d'une charge d'impact ou dans des conditions de basse température. Ceci est particulièrement important pour les pièces de machines de construction, les pièces moulées structurelles et les pièces moulées utilisées dans des environnements à basse température.
Échantillon de test Source
Les essais de propriétés mécaniques sont généralement réalisés à l'aide de barres d'essai coulées séparément, d'échantillons thermiques ou de coupons d'essai attachés. La méthode spécifique dépend de la norme du matériau, des exigences du client et de l'importance de la pièce moulée. Pour les pièces coulées ordinaires non critiques, les essais de propriétés mécaniques peuvent ne pas être nécessaires pour chaque lot. Pour les pièces portantes, les composants de pompes et de vannes, ou les pièces moulées structurelles, il s'agit d'un moyen plus direct de confirmer que le matériau répond aux exigences de service.
Essais non destructifs
Les essais non destructifs sont utilisés pour détecter les défauts de surface ou internes sans endommager la pièce moulée. Tous les moulages ne nécessitent pas de CND. Il est généralement utilisé pour les pièces sous pression, les composants structurels, les pièces moulées de forte épaisseur, les pièces moulées complexes ou les pièces critiques répondant à des exigences spécifiques du client.

Essai de ressuage
Le ressuage permet de détecter les fissures qui s'ouvrent en surface, les pores et les défauts de surface fins. Il est souvent utilisé pour les pièces moulées non ferreuses, les pièces moulées en acier inoxydable ou les surfaces usinées.
Contrôle des particules magnétiques
La magnétoscopie est adaptée aux matériaux ferromagnétiques tels que la fonte, l'acier au carbone et l'acier faiblement allié. Il permet de détecter les fissures superficielles et proches de la surface.
Contrôle par ultrasons
Le contrôle par ultrasons convient aux pièces moulées de forte épaisseur et permet de détecter le retrait interne, les fissures, les inclusions ou les discontinuités structurelles.
Essais radiographiques
Les essais radiographiques conviennent aux pièces moulées soumises à des exigences élevées en matière de qualité interne. Il permet de détecter la porosité interne, le retrait, les inclusions et les fissures. La nécessité d'un tel contrôle dépend généralement du type de matériau, de l'épaisseur de la pièce, du risque de service et des normes d'acceptation du client.
Que contient généralement un rapport d'inspection de fonderie ?
Pour les projets de moulage sur mesure, les clients peuvent exiger un rapport d'inspection. Le contenu du rapport varie en fonction des exigences du projet, mais il indique généralement le nom de la pièce, le numéro de dessin, la qualité du matériau, le numéro de série ou de lot, les résultats de la composition chimique, les résultats du contrôle dimensionnel, les résultats des essais de dureté, les résultats des essais de propriétés mécaniques, les résultats de l'inspection visuelle, les résultats des essais non destructifs, la confirmation du traitement de surface, la conclusion de l'inspection finale et la date de l'inspection.
L'objectif d'un rapport d'inspection n'est pas seulement d'enregistrer les résultats des tests, mais aussi d'aider les clients à retracer le lot de matériaux, l'état de la production et le processus de contrôle de la qualité.
Défauts de fonderie courants détectés lors de l'inspection
L'inspection des pièces moulées ne sert pas seulement à déterminer si une pièce est réussie ou non. Elle aide également la fonderie à identifier la source des problèmes de qualité. Différents types d'inspection défauts de coulée sont généralement liés à différents facteurs du processus, tels que la température de coulée, la résistance du moule, la perméabilité du sable, la conception de la colonne montante, le retrait de solidification ou un contrôle post-traitement instable.
Porosité
La porosité se présente généralement sous la forme de trous ronds à l'intérieur ou à la surface d'une pièce moulée. Elle peut être liée à la teneur en gaz du métal fondu, à la perméabilité du sable, à la conception des évents ou au processus de coulée.
Cavité de rétraction et porosité de rétraction
Les cavités de retrait et la porosité de retrait apparaissent souvent dans les sections épaisses ou les points chauds. Elles sont généralement liées à une alimentation insuffisante pendant la solidification, à une mauvaise conception de la colonne montante ou au contrôle du système d'injection.
Fissures
Les fissures peuvent apparaître à la surface ou à l'intérieur de la pièce moulée. Elles peuvent être liées à un retrait de refroidissement, à une concentration de contraintes, à de mauvaises transitions structurelles ou à des conditions de traitement thermique.
Inclusions de sable et de scories
Les inclusions de sable et de laitier se présentent généralement sous la forme de matériaux étrangers piégés à la surface ou à l'intérieur de la pièce moulée. Elles peuvent provenir de l'érosion du moule en sable, d'un nettoyage insuffisant du métal fondu ou d'une mauvaise conception de la grille.
Coupures d'électricité et ratés
Les fermetures à froid sont généralement des défauts en forme de ligne causés par une fluidité insuffisante du métal ou une fusion incomplète entre deux fronts d'écoulement du métal. Les ratés se produisent lorsque le métal en fusion ne remplit pas entièrement la cavité du moule, souvent en raison d'une température de coulée basse, d'une mauvaise fluidité, d'une vitesse de coulée instable ou de sections trop fines.
Déviation dimensionnelle et déformation
Les écarts dimensionnels peuvent être dus à une surépaisseur de retrait inexacte, à l'usure du moule, au déplacement du noyau, à la déformation ou à une conception déraisonnable de la surépaisseur d'usinage. La déformation est souvent liée à un refroidissement inégal, à une rigidité structurelle insuffisante, à un ébranlement ou à un relâchement des contraintes pendant le traitement thermique.
Rugosité de surface anormale
Une rugosité de surface anormale peut être liée à la taille des grains de sable, à la qualité de la surface du moule, à l'érosion du métal fondu ou aux conditions de post-traitement. Grâce à l'inspection visuelle, à l'inspection dimensionnelle, à l'analyse des matériaux, aux essais de propriétés mécaniques et aux essais non destructifs, une fonderie peut identifier ces défauts et déterminer si le problème provient du matériau, du moule, de la coulée, de la solidification, du traitement thermique ou du traitement secondaire.
Inspection finale avant expédition
Avant l'expédition, une inspection finale est généralement requise pour confirmer que la quantité de pièces coulées, l'identification, l'emballage, la protection contre la rouille, l'état de surface et les documents connexes sont complets.
L'inspection finale permet généralement de vérifier si la quantité est correcte, si l'identification des pièces est claire, si la surface présente des dommages évidents, si la prévention de la rouille ou l'emballage est conforme aux exigences, si le traitement de surface est terminé, si les rapports d'inspection ou les documents relatifs aux matériaux sont complets et si la révision du dessin est conforme aux exigences du client.
Pour les projets d'exportation ou les pièces d'équipement industriel, l'inspection finale permet de réduire les erreurs d'expédition, les pièces manquantes, les dommages dus au transport et les incohérences dans les documents.
Conclusion
L'inspection des pièces métalliques coulées combine généralement l'inspection visuelle, l'inspection dimensionnelle, l'analyse de la composition des matériaux, les essais de dureté, les essais de propriétés mécaniques et les essais non destructifs. Les méthodes d'inspection spécifiques utilisées dépendent du matériau de coulée, du processus de coulée, de la complexité structurelle, de la tolérance dimensionnelle, de l'environnement de travail et des exigences du client.
Pour les projets de moulage sur mesure, des dessins clairs, des exigences en matière de matériaux et des normes d'inspection aident la fonderie à contrôler la qualité tout au long de la conception du moule, de la fusion et de la coulée, du post-traitement et de l'expédition finale.


