Después de verter, limpiar y procesar inicialmente una pieza fundida de metal, aún no se ha confirmado totalmente su calidad. Dado que el proceso de fundición incluye la fusión, la preparación del molde, el vertido, la contracción de solidificación, el sacudido, el tratamiento térmico y el procesamiento secundario, las piezas fundidas pueden presentar desviaciones dimensionales, defectos superficiales, contracción interna, porosidad, inclusiones o propiedades inestables del material.
Por este motivo, la inspección de piezas fundidas es una parte importante del control de calidad de las fundiciones. Ayuda a una fundición a determinar si una pieza cumple los requisitos del plano, el grado del material, la tolerancia dimensional, la calidad de la superficie y la aplicación real. En este artículo se presentan los métodos más comunes de inspección de piezas de fundición, como la inspección visual, la inspección dimensional, el análisis de la composición del material, los ensayos de dureza, los ensayos de propiedades mecánicas y los ensayos no destructivos.
¿Qué es la inspección de fundición de metales?
La inspección de fundición de metales es el proceso de control de calidad utilizado para confirmar si una pieza de fundición cumple las especificaciones técnicas requeridas durante la producción o antes de su envío.
No se trata de un único paso de inspección, sino de una combinación de distintas comprobaciones. Las diferentes piezas de fundición requieren diferentes elementos de inspección. Una pieza de fundición de maquinaria general puede requerir únicamente una inspección visual y dimensional, mientras que las piezas que soportan presión, los componentes estructurales, las piezas de fundición de sección gruesa o las piezas de equipos críticos pueden requerir también ensayos de materiales, ensayos de propiedades mecánicas y ensayos no destructivos.
La elección del método de inspección suele depender del material de fundición, el proceso de fundición, la geometría de la pieza, la tolerancia dimensional, los requisitos de superficie, el entorno de trabajo y las normas del cliente.
¿Por qué es importante la inspección de coladas?
Algunos defectos de fundición pueden verse en la superficie, mientras que otros están ocultos en el interior de la pieza. Sin un proceso de inspección adecuado, es posible que los problemas solo aparezcan durante el mecanizado, el montaje o el servicio real, provocando retrabajos, desechos, fugas, fallos de montaje o fallos prematuros de la pieza.
Precisión dimensional
La inspección dimensional ayuda a confirmar si las posiciones de los orificios, las superficies de montaje, el grosor de la pared, la tolerancia de mecanizado y las dimensiones críticas de montaje cumplen los requisitos del plano. En el caso de las piezas de fundición que requieren un mecanizado o montaje secundario, la desviación dimensional puede afectar directamente a la precisión del montaje y la estabilidad del servicio.
Calidad de la superficie
La inspección de superficies puede identificar grietas, porosidad superficial, cortes en frío, inclusiones de arena, rebabas, deformaciones o rugosidades superficiales anormales. Si no se detectan a tiempo, muchos defectos superficiales pueden hacerse más evidentes después de la pintura, el mecanizado o el montaje.
Material y prestaciones
La composición del material, la dureza y las propiedades mecánicas afectan a la resistencia, la tenacidad, la resistencia al desgaste y la resistencia a la corrosión de una pieza de fundición. Para las piezas que soportan presión, los componentes estructurales y las piezas que soportan cargas a largo plazo, la inspección visual por sí sola no suele ser suficiente. A menudo es necesario realizar pruebas adicionales para confirmar la estabilidad del material.
Riesgo de entrega
La inspección reduce el riesgo de que piezas de fundición no conformes entren en el proceso de mecanizado, montaje o envío. En los proyectos de exportación o de fundición a medida, un proceso de inspección estable también ayuda a reducir las repeticiones, los desechos y las reclamaciones de los clientes.
Métodos comunes de inspección de fundición de metales
Inspección visual
La inspección visual suele ser el primer paso en la inspección de piezas fundidas. Tras la agitación, el granallado, el esmerilado o la limpieza inicial, los inspectores comprueban si la superficie de fundición presenta defectos evidentes, como grietas, cortes en frío, pasadas erróneas, inclusiones de arena, porosidad visible, rebabas, deformación, rugosidad superficial anormal o pérdida local de material.
La inspección visual no puede confirmar la calidad interna de una pieza fundida, pero puede ayudar a descartar a tiempo piezas evidentemente defectuosas y evitar que entren en los procesos de mecanizado, tratamiento térmico o montaje final.
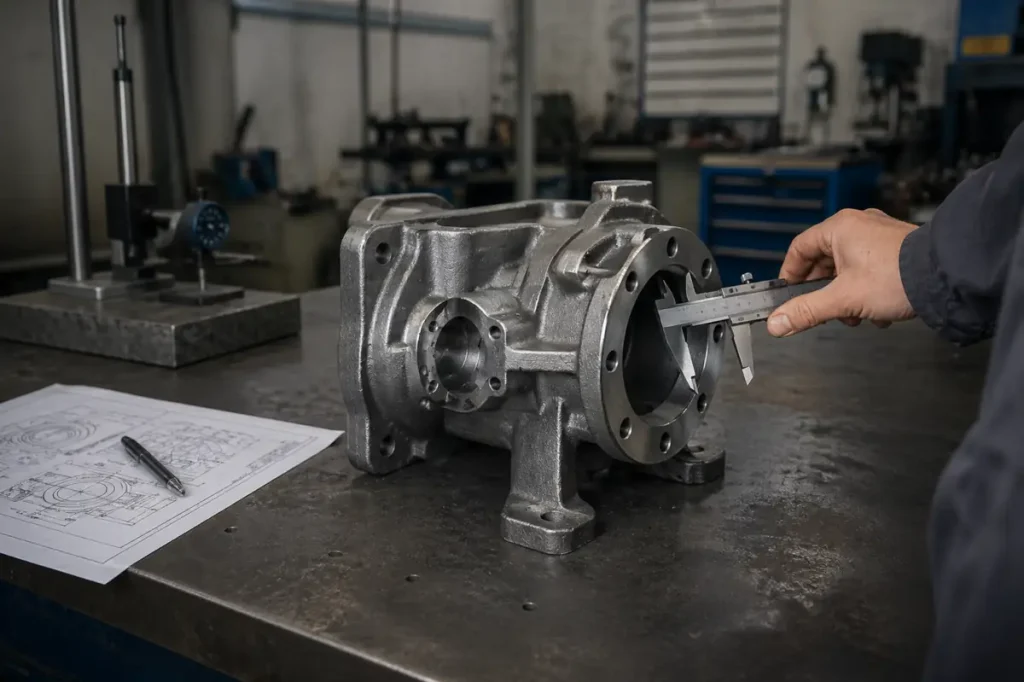
Inspección dimensional
La inspección dimensional se utiliza para confirmar si la pieza cumple los requisitos del plano. Dado que las piezas de fundición se encogen durante la solidificación y algunas zonas requieren un margen de mecanizado, el control dimensional está estrechamente relacionado con consideraciones sobre el diseño de la fundiciónLos parámetros de mecanizado, como el espesor de pared, la línea de apertura, el ángulo de inclinación y la tolerancia de mecanizado.
Entre las herramientas de inspección habituales se incluyen calibres, micrómetros, medidores de altura, medidores de tapón, medidores de rosca, dispositivos de inspección personalizados, máquinas de medición de coordenadas y equipos de escaneado 3D. La inspección suele centrarse en la longitud total, la anchura, la altura, el grosor de la pared, la posición de los orificios, las superficies de montaje, la tolerancia de mecanizado, la planitud, la perpendicularidad y las dimensiones críticas de montaje.
En el caso de las piezas fundidas que requieren un mecanizado secundario, la inspección dimensional no sólo debe comprobar si la pieza fundida en bruto es aceptable, sino también confirmar si se ha conservado un margen de mecanizado suficiente y razonable.
Análisis de la composición de los materiales
El análisis de la composición del material se utiliza para confirmar si el material de fundición cumple el grado especificado. En las piezas de fundición de hierro, acero, acero inoxidable, aleaciones de aluminio, latón y bronce, la composición química afecta directamente a la resistencia, la dureza, la resistencia a la corrosión, la resistencia al desgaste, la respuesta al tratamiento térmico y la mecanizabilidad.
Entre los métodos de verificación habituales se incluyen el análisis espectrométrico, los registros térmicos, los informes de composición química y los certificados de materiales. Por ejemplo, el hierro fundido y el acero fundido suelen requerir atención a elementos como C, Si, Mn, P y S. Las piezas fundidas de acero inoxidable requieren atención a Cr, Ni y Mo. Las fundiciones de aleaciones de aluminio suelen requerir atención a Al, Si, Mg y Cu.
El análisis de la composición del material ayuda a confirmar que se ha utilizado el material correcto, en lugar de basarse únicamente en la apariencia o la experiencia.
Pruebas de dureza
El ensayo de dureza se utiliza para evaluar rápidamente si la resistencia de la fundición, la resistencia al desgaste o el estado del tratamiento térmico son estables. Es un método de inspección habitual para piezas de fundición de hierro, fundición de acero, fundición resistente al desgaste y fundición tratada térmicamente.
Los métodos de ensayo de dureza más comunes son el ensayo de dureza Brinell, HB; el ensayo de dureza Rockwell, HRC / HRB; y el ensayo de dureza Vickers, HV. Los ensayos de dureza no pueden sustituir totalmente a los ensayos de tracción o de impacto, pero pueden mostrar rápidamente si las piezas fundidas del mismo lote tienen propiedades coherentes.
Si el valor de dureza está claramente fuera del rango requerido, puede indicar problemas con la composición del material, la condición del tratamiento térmico o la microestructura.
Ensayos de propiedades mecánicas
Los ensayos de propiedades mecánicas se utilizan para confirmar si la pieza de fundición tiene la capacidad de carga, la ductilidad, la tenacidad y el rendimiento de servicio requeridos. Para las piezas fundidas de acero, fundición dúctil, piezas que soportan presión, componentes estructurales o piezas relacionadas con la seguridad, la inspección visual, la inspección dimensional y los ensayos de dureza por sí solos no suelen ser suficientes. Puede ser necesario realizar ensayos de propiedades mecánicas para verificar el rendimiento del material.
Resistencia a la tracción
La resistencia a la tracción se utiliza para determinar la carga máxima que puede soportar un material sometido a tracción. En el caso de las piezas de fundición portantes, refleja si el material tiene suficiente resistencia básica.
Límite elástico
El límite elástico se utiliza para determinar el nivel de tensión a partir del cual un material comienza a deformarse permanentemente. En el caso de las piezas estructurales y portantes, el límite elástico es un indicador importante de la probabilidad de que la pieza se deforme bajo cargas de servicio.
Alargamiento
El alargamiento refleja la ductilidad y la capacidad de deformación del material. Cuando el alargamiento es demasiado bajo, la pieza fundida puede ser más propensa a sufrir una fractura frágil por impacto, tensión de montaje o carga a largo plazo.
Resistencia al impacto
La tenacidad al impacto se utiliza para evaluar la resistencia del material a la fractura bajo carga de impacto o en condiciones de baja temperatura. Esto es especialmente importante para piezas de maquinaria de construcción, piezas de fundición estructurales y piezas de fundición utilizadas en entornos de baja temperatura.
Fuente de la muestra de ensayo
Los ensayos de propiedades mecánicas suelen realizarse utilizando barras de ensayo fundidas por separado, muestras térmicas o cupones de ensayo adheridos. El método específico depende de la norma del material, los requisitos del cliente y la importancia de la pieza fundida. En el caso de piezas de fundición ordinarias no críticas, puede que no sea necesario realizar ensayos de propiedades mecánicas en cada lote. Para piezas portantes, componentes de bombas y válvulas, o piezas de fundición estructurales, proporciona una forma más directa de confirmar si el material cumple los requisitos de servicio.
Ensayos no destructivos
Los ensayos no destructivos se utilizan para detectar defectos superficiales o internos sin dañar la pieza fundida. No todas las piezas de fundición requieren END. Suele utilizarse para piezas que soportan presión, componentes estructurales, piezas de fundición de sección gruesa, piezas de fundición complejas o piezas críticas con requisitos específicos del cliente.

Pruebas con líquidos penetrantes
El ensayo por líquidos penetrantes es adecuado para detectar grietas de apertura superficial, poros y defectos superficiales finos. Suele utilizarse en fundiciones no ferrosas, fundiciones de acero inoxidable o superficies mecanizadas.
Pruebas con partículas magnéticas
El ensayo por partículas magnéticas es adecuado para materiales ferromagnéticos como el hierro fundido, el acero al carbono y el acero de baja aleación. Puede detectar grietas superficiales y cercanas a la superficie.
Pruebas ultrasónicas
Los ensayos por ultrasonidos son adecuados para piezas de fundición de sección gruesa y se utilizan para detectar contracciones internas, grietas, inclusiones o discontinuidades estructurales.
Pruebas radiográficas
Los ensayos radiográficos son adecuados para piezas de fundición con elevados requisitos de calidad interna. Puede detectar porosidad interna, contracción, inclusiones y grietas. Su necesidad suele depender del tipo de material, el grosor de la pieza, el riesgo de servicio y las normas de aceptación del cliente.
¿Qué suele incluir un informe de inspección de piezas de fundición?
En los proyectos de fundición a medida, los clientes pueden solicitar un informe de inspección. El contenido del informe varía en función de los requisitos del proyecto, pero normalmente registra el nombre de la pieza, el número de plano, el grado del material, el número de colada o el número de lote, los resultados de la composición química, los resultados de la inspección dimensional, los resultados de los ensayos de dureza, los resultados de los ensayos de propiedades mecánicas, los resultados de la inspección visual, los resultados de los ensayos no destructivos, la confirmación del tratamiento superficial, la conclusión de la inspección final y la fecha de la inspección.
La finalidad de un informe de inspección no es sólo registrar los resultados de las pruebas, sino también ayudar a los clientes a rastrear el lote de material, el estado de la producción y el proceso de control de calidad.
Defectos comunes de fundición detectados durante la inspección
La inspección de piezas fundidas no sólo sirve para determinar si una pieza pasa o no pasa. También ayuda a la fundición a identificar el origen de los problemas de calidad. Diferentes defectos de fundición suelen estar relacionados con distintos factores del proceso, como la temperatura de vertido, la resistencia del molde, la permeabilidad de la arena, el diseño del tubo ascendente, la contracción por solidificación o un control inestable del postprocesado.
Porosidad
La porosidad suele aparecer en forma de agujeros redondos en el interior o en la superficie de una pieza fundida. Puede estar relacionada con el contenido de gas en el metal fundido, la permeabilidad de la arena, el diseño de la ventilación o el proceso de colada.
Cavidad de contracción y porosidad de contracción
Las cavidades de contracción y la porosidad de contracción suelen aparecer en secciones gruesas o puntos calientes. Suelen estar relacionadas con una alimentación insuficiente durante la solidificación, un diseño inadecuado del tubo ascendente o el control del sistema de compuertas.
Grietas
Las grietas pueden aparecer en la superficie o en el interior de la pieza fundida. Pueden estar relacionadas con la contracción por enfriamiento, la concentración de tensiones, transiciones estructurales deficientes o condiciones de tratamiento térmico.
Inclusiones de arena e inclusiones de escoria
Las inclusiones de arena y las inclusiones de escoria suelen aparecer como material extraño atrapado en la superficie o en el interior de la pieza fundida. Pueden deberse a la erosión del molde de arena, a una limpieza insuficiente del metal fundido o a un diseño inadecuado de las compuertas.
Cierres en frío y fallos
Los cierres en frío suelen ser defectos en forma de línea causados por una fluidez insuficiente del metal o una fusión incompleta entre dos frentes de flujo de metal. Los errores de colada se producen cuando el metal fundido no llena completamente la cavidad del molde, a menudo debido a una temperatura de colada baja, una fluidez deficiente, una velocidad de colada inestable o secciones demasiado finas.
Desviación dimensional y deformación
Las desviaciones dimensionales pueden deberse a un margen de contracción inexacto, al desgaste del molde, al desplazamiento del núcleo, a la deformación o a un diseño poco razonable del margen de mecanizado. La deformación suele estar relacionada con un enfriamiento desigual, una rigidez estructural insuficiente, una sacudida o la liberación de tensiones durante el tratamiento térmico.
Rugosidad superficial anormal
Una rugosidad superficial anormal puede estar relacionada con el tamaño del grano de arena, la calidad de la superficie del molde, la erosión del metal fundido o las condiciones de postprocesado. Mediante inspección visual, inspección dimensional, análisis de materiales, ensayos de propiedades mecánicas y ensayos no destructivos, una fundición puede identificar estos defectos y determinar además si el problema proviene del material, el molde, el vertido, la solidificación, el tratamiento térmico o el procesamiento secundario.
Inspección final antes del envío
Antes del envío, suele ser necesaria una inspección final para confirmar si la cantidad de piezas fundidas, la identificación, el embalaje, la prevención de la oxidación, el estado de la superficie y los documentos relacionados están completos.
La inspección final suele comprobar si la cantidad es correcta, la identificación de la pieza es clara, la superficie presenta daños evidentes, la prevención de la oxidación o el embalaje cumplen los requisitos, se ha completado el tratamiento de la superficie, los informes de inspección o los documentos de los materiales están completos y la revisión de los planos coincide con los requisitos del cliente.
Para proyectos de exportación o piezas de equipos industriales, la inspección final ayuda a reducir envíos erróneos, piezas que faltan, daños durante el transporte e incoherencias en los documentos.
Conclusión
La inspección de la fundición de metales suele combinar la inspección visual, la inspección dimensional, el análisis de la composición del material, los ensayos de dureza, los ensayos de propiedades mecánicas y los ensayos no destructivos. Los métodos de inspección específicos utilizados dependen del material de fundición, el proceso de fundición, la complejidad estructural, la tolerancia dimensional, el entorno de trabajo y los requisitos del cliente.
En los proyectos de fundición a medida, la claridad de los planos, los requisitos de los materiales y las normas de inspección ayudan a la fundición a controlar la calidad durante el diseño del molde, la fusión y el colado, el tratamiento posterior y el envío final.


