Le moulage de l'aluminium est une méthode courante de fabrication de pièces en alliage d'aluminium ; il s'agit souvent d'un procédé qui doit être défini dès la phase de conception d'un projet. Bien que les différentes méthodes utilisent toutes de l'aluminium fondu pour former les pièces, elles ne conviennent pas toutes de la même manière aux mêmes structures de pièces, aux mêmes volumes de production ou aux mêmes exigences de qualité. Le choix d'un procédé inadapté peut entraîner des difficultés supplémentaires au niveau de l'outillage, de l'usinage ou de la production en série. Les sections suivantes présentent les principales méthodes de moulage de l'aluminium, leurs différences et la manière de choisir le procédé adapté à un projet spécifique.
Qu'est-ce que la fonderie d'aluminium ?
La coulée d'aluminium est un procédé de fabrication dans lequel de l'aluminium ou un alliage d'aluminium est chauffé jusqu'à fusion, puis versé dans un moule préparé. Le métal en fusion refroidit progressivement et se solidifie à l'intérieur du moule, prenant ainsi la forme définie par la cavité du moule. Une fois la pièce moulée démoulée, elle est généralement soumise à des opérations de nettoyage, d'ébarbage ou à d'autres opérations de finition nécessaires. Ce procédé permet de produire des pièces en alliage d'aluminium dans une large gamme de tailles et de formes destinées à divers produits industriels.

Méthodes courantes de moulage de l'aluminium
Les alliages d'aluminium peuvent être moulés selon plusieurs procédés, notamment le moulage au sable, le moulage sous pression par gravité, le moulage à basse pression, le moulage sous haute pression et le moulage à la cire perdue. Ces procédés se distinguent non seulement par la pression de remplissage, mais aussi par le type de moule, le rendement de production, la géométrie des pièces réalisables et la qualité du moulage.
Moulage au sable
Le moulage au sable utilise un moule en sable jetable pour former le profil de la pièce, tandis que l'aluminium fondu s'écoule généralement dans la cavité sous l'effet de la gravité. Des noyaux en sable peuvent être utilisés pour créer des passages internes ou des sections creuses.
Ce procédé offre une bonne flexibilité en termes de taille et de géométrie des pièces. Les coûts liés aux modèles sont relativement faibles et les modifications de conception sont plus faciles à réaliser, ce qui le rend adapté aux prototypes, à la production en petites séries et aux pièces moulées de grande taille. Sa principale limite réside dans le fait que la surface du sable est relativement rugueuse ; par conséquent, la répétabilité dimensionnelle et l’état de surface sont généralement inférieurs à ceux obtenus avec les procédés de moulage en moule métallique. Les surfaces critiques peuvent également nécessiter une marge d'usinage supplémentaire.
Moulage sous pression par gravité
Moulage sous pression par gravité utilise un moule métallique réutilisable, dans lequel l'aluminium fondu s'écoule sous son propre poids pour remplir la cavité. Dans l'industrie nord-américaine, ce procédé est également communément appelé « moulage en moule permanent ».
Les moules métalliques permettant un refroidissement plus rapide de la pièce moulée, celles-ci présentent généralement une meilleure stabilité dimensionnelle, une surface plus lisse et une structure plus fine que les pièces moulées au sable. Ce procédé offre un bon compromis entre le coût de l'outillage, la qualité de la pièce moulée et l'efficacité de la production, ce qui le rend adapté aux projets stables de volume moyen. Cependant, comme aucune pression de remplissage supplémentaire n'est appliquée, les parois très fines, les sections étroites et les longs chemins d'écoulement peuvent augmenter le risque de remplissage incomplet.
Coulée à basse pression
Le moulage sous basse pression utilise une pression de gaz contrôlée pour propulser l'aluminium en fusion depuis un four de maintien vers le haut, dans un moule métallique. La pression est ensuite maintenue pendant la solidification de la pièce moulée.
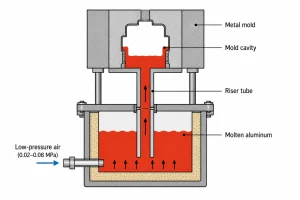
Le processus de coulée relativement régulier contribue à réduire les turbulences métalliques et l'inclusion d'air, tandis que le maintien de la pression favorise l'alimentation en métal et améliore la densité interne. Par rapport au moulage par gravité, le moulage à basse pression est mieux adapté aux projets exigeant des niveaux plus élevés d’étanchéité à la pression, de capacité de traitement thermique et de qualité interne. Il nécessite toutefois un équipement dédié et un contrôle plus rigoureux du processus, et son cycle de production est généralement plus lent que celui du moulage sous haute pression.
Moulage sous pression
Le moulage sous haute pression consiste à utiliser un piston d'injection pour injecter de l'aluminium fondu dans un moule en acier à grande vitesse et sous haute pression. Dans la terminologie industrielle anglaise, le terme moulage sous pression d'aluminium désigne généralement ce processus, sauf indication contraire.
Le remplissage à grande vitesse permet de produire des parois minces, des détails complexes, des nervures et des bossages avec une grande efficacité de production et une bonne répétabilité dimensionnelle. Ce procédé est donc particulièrement adapté à une production stable et à grand volume. Ses principales limites résident dans l’investissement relativement élevé en outillage et dans le risque d’inclusion d’air lors du remplissage rapide. Pour les pièces nécessitant un soudage, un traitement thermique de mise en solution ou un usinage important, la porosité interne doit être évaluée au préalable.
Moulage à la cire perdue
Le moulage à la cire perdue utilise des modèles en cire pour fabriquer une coque en céramique. Une fois la cire retirée, de l'aluminium en fusion est coulé dans la cavité ainsi formée afin de créer la pièce.
Ce procédé est moins limité par les lignes de joint conventionnelles et permet d’obtenir des contours complexes, des détails fins et une qualité de surface relativement bonne. Il convient aux petites pièces en alliage d’aluminium présentant une géométrie complexe. Cependant, la fabrication du modèle en cire, la construction de la coque, le séchage et la cuisson ajoutent des étapes supplémentaires au processus et allongent le cycle de production. En conséquence, les coûts unitaires sont généralement plus élevés que ceux du moulage au sable, et ce procédé est moins adapté aux pièces de très grande taille ou aux volumes de production extrêmement élevés.
Avantages de la coulée d'aluminium
La fonderie d'aluminium présente plusieurs avantages, notamment la légèreté des pièces, la résistance à la corrosion, la possibilité de fabriquer des pièces de forme complexe et la recyclabilité. Ces propriétés en font un matériau adapté à l'automobile, à l'aérospatiale, aux équipements industriels, à l'électronique et à de nombreuses autres applications.
Léger
L'aluminium a une densité bien inférieure à celle de l'acier et de la fonte. L'utilisation de pièces moulées en aluminium permet de réduire le poids total des véhicules, des machines et des éléments de structure, tout en offrant des performances mécaniques suffisantes pour de nombreuses applications industrielles.
Résistance à la corrosion
L'aluminium forme naturellement une couche d'oxyde protectrice à sa surface, ce qui confère aux pièces moulées en aluminium une bonne résistance à la corrosion atmosphérique. Dans les environnements extérieurs, marins ou autres environnements corrosifs, des traitements de surface tels que l'anodisation ou le revêtement peuvent offrir une protection supplémentaire.
Structures complexes
Le moulage de l'aluminium permet de réaliser des nervures, des bossages, des trous de fixation, des cavités internes et des éléments à parois minces au sein d'un même composant. Cela permet de réduire le nombre de pièces distinctes, de simplifier l'assemblage et de limiter le recours à un usinage supplémentaire.
Recyclabilité
Les chutes, les rebords, les chutes de découpe et les pièces moulées rejetées générées au cours de la production peuvent être triées, refondues et réutilisées. Grâce à un contrôle adéquat de la composition de l'alliage et des niveaux d'impuretés, l'aluminium recyclé peut continuer à être utilisé dans des pièces moulées répondant aux spécifications requises.
Applications des pièces moulées en aluminium
Les pièces moulées en aluminium allient légèreté, résistance à la corrosion, souplesse de conception et coûts de production raisonnables, ce qui les rend adaptées à de nombreux secteurs industriels.
Automobile
Parmi les applications courantes, on peut citer les carters de moteur, les carters de boîte de vitesses, les composants de suspension, les carters de moteur électrique, les roues et les supports structurels. Les alliages d'aluminium permettent de réduire le poids des véhicules tout en offrant une résistance suffisante pour de nombreuses pièces automobiles.
Aérospatiale
Dans l'industrie aérospatiale, les pièces moulées en aluminium sont utilisées pour la fabrication de supports, de boîtiers d'équipements, de capots, de fixations et d'autres composants structurels légers. Ces pièces doivent souvent présenter un faible poids, une bonne stabilité dimensionnelle et des propriétés matérielles homogènes.
Équipement industriel
Parmi les applications courantes, on peut citer les corps de pompe, les boîtiers de vannes, les carters de boîte de vitesses, les composants de compresseurs, les pièces de robots et les supports de machines. Le procédé de moulage est généralement choisi en fonction de la résistance requise, des passages internes, du volume de production et des besoins en usinage.

Électronique
Les pièces moulées en aluminium sont couramment utilisées pour les dissipateurs thermiques, les boîtiers de LED, les armoires électriques, les boîtiers d'équipements de communication et les composants des systèmes d'alimentation électrique. La bonne conductivité thermique de l'aluminium permet d'évacuer la chaleur des équipements en fonctionnement.
Infrastructure
Parmi les applications courantes, on peut citer les boîtiers d'éclairage, les bras de fixation, les supports, les coffrets électriques et les composants d'équipements destinés à un usage extérieur. Les pièces moulées en aluminium sont particulièrement adaptées aux pièces qui doivent être légères et résistantes à la corrosion en extérieur.
Le moulage d'aluminium peut être utilisé aussi bien pour la fabrication de composants industriels complexes que pour la production en série à différents niveaux de volume.
Comment choisir le bon procédé de coulée d'aluminium ?
Les différents procédés de moulage de l'aluminium sont adaptés à des structures de pièces, des volumes de production et des exigences de qualité variés. Les facteurs suivants peuvent aider à déterminer l'option la plus appropriée.
Complexité de la conception
Le moulage au sable offre souvent davantage de souplesse pour les pièces de grande taille, les formes irrégulières ou les composants présentant des cavités internes complexes. Le moulage sous haute pression est mieux adapté aux parois minces, aux nervures et aux petits détails, tandis que le moulage à la cire perdue peut être envisagé pour les pièces plus petites aux profils complexes.
Vitesse de production
En termes de cycle de production, le moulage sous haute pression est généralement le plus rapide, suivi du moulage par gravité et du moulage sous basse pression. Le moulage au sable nécessite un nouveau moule pour chaque pièce moulée, tandis que le moulage à la cire perdue comporte des étapes supplémentaires telles que la fabrication du modèle en cire, la construction de la coque et le déparaffinage, ce qui se traduit par un délai de production global plus long.
Volume de production
Pour la production en petites séries, le moulage au sable est généralement plus facile à justifier en raison de son coût d'outillage initial moins élevé. Le moulage par gravité et le moulage à basse pression sont plus adaptés à la production en moyennes séries. Lorsque la demande est forte et stable, le moulage sous haute pression offre un avantage plus marqué en termes d'efficacité de production.
Prototypage
Le moulage au sable est souvent adapté aux prototypes, car les quantités commandées sont généralement faibles et les conceptions peuvent encore évoluer. Les coûts liés aux modèles sont relativement faibles, et il est plus facile d'apporter des modifications sans avoir à investir dans des outillages métalliques complexes pendant la phase d'essai.
Résistance et qualité de surface
Le moulage par gravité et le moulage à basse pression offrent généralement un bon équilibre entre résistance, stabilité dimensionnelle et qualité de surface, tandis que le moulage à basse pression est plus adapté lorsque la densité interne est une priorité. Le moulage sous haute pression permet généralement d'obtenir une surface plus lisse et une meilleure homogénéité dimensionnelle. Les pièces moulées au sable présentent une surface plus rugueuse ; les zones critiques nécessitent donc souvent un usinage supplémentaire.
Conclusion
Le moulage de l'aluminium est un processus de fabrication très adaptable qui permet d'obtenir des composants légers, solides et résistants à la corrosion dans des secteurs critiques. En choisissant la bonne méthode de moulage et le bon alliage, les fabricants peuvent atteindre des objectifs exigeants en matière de performance, de conception et de durabilité.
Si vous êtes à la recherche d'une solutions pour le moulage de l'aluminium pour des applications industrielles ou commerciales, il est essentiel de comprendre les procédés disponibles et leurs avantages pour faire un choix éclairé.