Литье алюминия — это распространенный метод изготовления деталей из алюминиевых сплавов, и зачастую выбор этого процесса необходимо определить еще на этапе проектирования. Хотя все методы предполагают использование расплавленного алюминия для формирования деталей, они не одинаково подходят для одних и тех же конструкций деталей, объемов производства или требований к качеству. Выбор неподходящего процесса может создать дополнительные трудности при изготовлении пресс-форм, механической обработке или серийном производстве. В следующих разделах описаны основные методы литья алюминия, их отличия, а также приведены рекомендации по выбору подходящего процесса для конкретного проекта.
Что такое литье алюминия?
Литье алюминия — это технологический процесс, при котором алюминий или алюминиевый сплав нагревается до состояния расплава, а затем заливается в подготовленную форму. Расплавленный металл постепенно остывает и затвердевает внутри формы, принимая форму, заданную полостью формы. После извлечения отливки из формы она, как правило, подвергается очистке, обрезке или другим необходимым операциям по доработке. Этот процесс может использоваться для производства деталей из алюминиевых сплавов самых разных размеров и форм для различных промышленных изделий.

Распространенные методы литья алюминия
Алюминиевые сплавы можно получать с помощью нескольких методов литья, в том числе литья в песчаные формы, литья под самотеком, литья под низким давлением, литья под высоким давлением и литья по выплавляемым моделям. Эти процессы различаются не только давлением наполнения, но и типом формы, производительностью, возможностями формирования геометрии деталей и качеством отливки.
Литье в песок
При литье в песчаные формы для формирования контура детали используется одноразовая песчаная форма, а расплавленный алюминий, как правило, поступает в полость под действием силы тяжести. Для создания внутренних каналов или полых участков можно использовать песчаные сердечники.
Данный процесс обеспечивает хорошую гибкость в отношении размеров и геометрии деталей. Стоимость моделей относительно невысока, а внесение изменений в конструкцию не представляет сложности, что делает его подходящим для изготовления прототипов, мелкосерийного производства и крупных отливок. Основным ограничением является то, что поверхность песка относительно шероховатая, поэтому повторяемость размеров и качество поверхности, как правило, ниже, чем при использовании технологий литья в металлические формы. Для критически важных поверхностей может также потребоваться дополнительный припуск на механическую обработку.
Гравитационное литье под давлением
Литье под действием силы тяжести использует многоразовую металлическую форму, при этом расплавленный алюминий поступает в полость под действием собственного веса. В североамериканской промышленности этот процесс также широко известен как литье в постоянную форму.
Поскольку металлические формы быстрее охлаждают отливку, получаемые детали, как правило, отличаются большей стабильностью размеров, более гладкой поверхностью и более мелкой структурой по сравнению с изделиями, отлитыми в песчаные формы. Данный процесс обеспечивает оптимальный баланс между затратами на инструмент, качеством отливок и эффективностью производства, что делает его подходящим для стабильных проектов со средними объёмами производства. Однако, поскольку дополнительное давление наполнения не применяется, очень тонкие стенки, узкие сечения и длинные пути течения могут повысить риск неполного наполнения.
Литье под низким давлением
При литье под низким давлением с помощью регулируемого давления газа расплавленный алюминий подается из печи-удерживателя вверх в металлическую форму. Затем давление поддерживается в течение всего процесса затвердевания отливки.
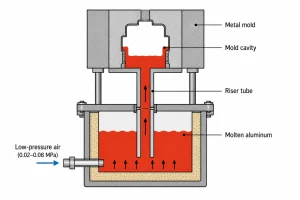
Относительно плавный процесс заливки способствует снижению турбулентности металла и образования воздушных пузырей, а постоянное давление обеспечивает подачу металла и повышает плотность внутренней структуры. По сравнению с гравитационным литьем литье под низким давлением лучше подходит для проектов, требующих более высоких уровней герметичности, возможности термообработки и качества внутренней структуры. Однако оно требует специального оборудования и более строгого контроля технологического процесса, а его производственный цикл обычно более длительный, чем у литья под высоким давлением.
Литье под высоким давлением
При литье под высоким давлением расплавленный алюминий с помощью плунжера впрыскивается в стальную форму с высокой скоростью и под высоким давлением. В английской производственной терминологии термин литье под давлением алюминия Как правило, под этим понимается именно этот процесс, если не указано иное.
Благодаря высокоскоростному заполнению данный процесс позволяет изготавливать детали с тонкими стенками, сложной формой, ребрами жесткости и выпуклостями с высокой эффективностью производства и хорошей повторяемостью размеров. Поэтому он хорошо подходит для стабильного крупносерийного производства. Его основными ограничениями являются относительно высокие затраты на инструмент и риск попадания воздуха во время быстрого заполнения. Для деталей, требующих сварки, термической обработки в расплаве или значительной механической обработки, следует заранее оценить внутреннюю пористость.
Инвестиционное литье
При литье по выплавляемым моделям для изготовления керамической оболочки используются восковые модели. После удаления воска в образовавшуюся полость заливают расплавленный алюминий для формирования детали.
Этот процесс в меньшей степени ограничен традиционными линиями разъема и позволяет получать сложные контуры, мелкие детали и относительно хорошее качество поверхности. Он подходит для небольших деталей из алюминиевого сплава со сложной геометрией. Однако изготовление восковой модели, создание оболочки, сушка и обжиг добавляют дополнительные этапы в технологический процесс и удлиняют производственный цикл. В результате себестоимость единицы продукции, как правило, выше, чем при литье в песчаные формы, и данный процесс менее подходит для изготовления очень крупных деталей или при чрезвычайно больших объемах производства.
Преимущества алюминиевого литья
Алюминиевое литье обладает рядом преимуществ, в том числе лёгкостью конструкции, коррозионной стойкостью, возможностью изготовления деталей сложной формы и пригодностью к вторичной переработке. Благодаря этим свойствам оно широко применяется в автомобилестроении, аэрокосмической отрасли, производстве промышленного оборудования, электронике и многих других областях.
Легкий
Плотность алюминия значительно ниже, чем у стали и чугуна. Использование алюминиевых отливок позволяет снизить общий вес транспортных средств, машин и конструкционных элементов, при этом обеспечивая достаточные механические характеристики для многих областей промышленного применения.
Устойчивость к коррозии
На поверхности алюминия естественным образом образуется защитный оксидный слой, что обеспечивает алюминиевым отливкам хорошую стойкость к атмосферной коррозии. В условиях эксплуатации на открытом воздухе, в морской среде или в других коррозионно-активных средах дополнительную защиту могут обеспечить такие методы обработки поверхности, как анодирование или нанесение покрытий.
Сложные конструкции
При литье алюминия в рамках одной детали можно формировать ребра, выступы, монтажные отверстия, внутренние полости и тонкостенные элементы. Это позволяет сократить количество отдельных деталей, упростить сборку и снизить потребность в дополнительной механической обработке.
Возможность вторичной переработки
Ворота, подводы, обрезки и бракованные отливки, образующиеся в процессе производства, можно сортировать, переплавлять и повторно использовать. При надлежащем контроле состава сплава и уровня содержания примесей вторичный алюминий можно по-прежнему использовать для изготовления отливок, соответствующих требуемым техническим условиям.
Области применения алюминиевых отливок
Алюминиевые отливки сочетают в себе небольшой вес, коррозионную стойкость, гибкость конструкции и разумную себестоимость, благодаря чему они подходят для использования во многих отраслях промышленности.
Автомобили
К числу типичных областей применения относятся корпуса двигателей, картеры коробки передач, детали подвески, корпуса электродвигателей, колеса и несущие кронштейны. Алюминиевые сплавы позволяют снизить вес автомобиля, обеспечивая при этом достаточную прочность для многих автомобильных деталей.
Аэрокосмическая промышленность
В аэрокосмической промышленности алюминиевые отливки используются для изготовления кронштейнов, корпусов оборудования, крышек, опор и других облегчённых конструкционных элементов. Эти детали часто должны отличаться небольшим весом, стабильностью размеров и постоянными свойствами материала.
Промышленное оборудование
К типичным областям применения относятся корпуса насосов, корпуса клапанов, картеры редукторов, детали компрессоров, детали для робототехники и кронштейны для станков. Процесс литья обычно выбирается с учетом требуемой прочности, наличия внутренних каналов, объема производства и требований к механической обработке.

Электроника
Алюминиевые отливки широко используются для изготовления радиаторов, корпусов светодиодных светильников, электрических шкафов, корпусов оборудования связи и компонентов энергосистем. Хорошая теплопроводность алюминия способствует отводу тепла от работающего оборудования.
Инфраструктура
К типичным областям применения относятся корпуса осветительных приборов, монтажные кронштейны, опорные кронштейны, электрические коробки и компоненты оборудования для наружной установки. Алюминиевые отливки особенно подходят для деталей, к которым предъявляются требования по малой массе и устойчивости к коррозии в условиях открытого воздуха.
Алюминиевое литье может применяться как для изготовления сложных промышленных деталей, так и для серийного производства различного объема.
Как выбрать правильный процесс литья алюминия
Различные технологии литья алюминия подходят для разных конструкций деталей, объемов производства и требований к качеству. Следующие факторы могут помочь определить наиболее подходящий вариант.
Сложность проектирования
Литье в песчаные формы зачастую более универсально при изготовлении крупных деталей, деталей нестандартной формы или компонентов со сложными внутренними полостями. Литье под высоким давлением лучше подходит для тонкостенных деталей, ребер и мелких детальных элементов, тогда как литье по выплавляемым моделям можно рассматривать для изготовления небольших деталей со сложными профилями.
Скорость производства
С точки зрения производственного цикла литье под высоким давлением, как правило, является самым быстрым методом, за ним следуют литье самотеком и литье под низким давлением. Литье в песчаные формы требует изготовления новой формы для каждого отлива, тогда как литье по выплавляемым моделям включает дополнительные этапы, такие как изготовление восковой модели, создание оболочки и удаление воска, что приводит к увеличению общего срока изготовления.
Объем производства
Для мелкосерийного производства литье в песчаные формы, как правило, более оправданно из-за более низких начальных затрат на изготовление пресс-форм. Гравитационное литье и литье под низким давлением больше подходят для среднесерийного производства. При высоком и стабильном спросе литье под высоким давлением обеспечивает более значительное преимущество в плане эффективности производства.
Создание прототипов
Литье в песчаные формы часто подходит для изготовления прототипов, поскольку объемы заказов, как правило, невелики, а конструкция может еще измениться. Стоимость моделей относительно невысока, и на этапе испытаний легче вносить изменения, не вкладывая средства в создание сложных металлических пресс-форм.
Прочность и качество поверхности
Литье под действием силы тяжести и литье под низким давлением, как правило, обеспечивают хороший баланс прочности, стабильности размеров и качества поверхности, при этом литье под низким давлением более подходит в тех случаях, когда приоритетом является плотность внутренних слоев. Литье под высоким давлением обычно позволяет получить более гладкую поверхность и лучшую стабильность размеров. Отливки, изготовленные в песчаных формах, имеют более шероховатую поверхность, поэтому критические участки часто требуют дополнительной механической обработки.
Заключение
Алюминиевое литье - это легко адаптируемый производственный процесс, обеспечивающий легкие, прочные и коррозионностойкие компоненты в важнейших отраслях промышленности. Выбрав правильный метод литья и сплав, производители могут достичь высоких эксплуатационных характеристик, дизайна и целей устойчивого развития.
Если вы ищете надежные решения для алюминиевого литья для промышленного или коммерческого применения, понимание доступных процессов и их преимуществ является ключом к осознанному выбору.