
Green sand casting is one of the most widely used sand casting methods in industrial production. It is commonly used for ductile iron, gray iron, and many conventional industrial castings where cost, production speed, and size flexibility all matter.
For engineering and sourcing teams, understanding how green sand casting works helps with practical process selection. It is not always the best route for every part, but for many iron casting projects, it remains a reliable and cost-effective choice.
What Is Green Sand Casting?
Green sand casting is a casting process that uses a moist sand mixture, typically bonded with clay, to form the mold cavity before molten metal is poured into it.
The word green does not refer to the color of the sand. In foundry terminology, it means the mold is still in a moist, uncured state when the metal is poured. In other words, the mold is not baked dry and does not rely on chemical curing to gain its strength.
This process is widely used because it offers a practical balance between mold cost, production efficiency, and part-size flexibility. It is especially common in iron casting production, where the process is mature and well supported by established foundry systems.
Origin of Green Sand Casting
Green sand casting is not a new manufacturing method. Early foundries already used mixtures of sand, clay, and water to form molds, and the basic principle has remained in use for a long time.
What has changed over time is not the core concept, but the level of process control. Modern green sand foundries now rely on automated molding lines, sand testing, reclaim systems, and tighter process monitoring. As a result, green sand casting has evolved from a traditional workshop method into a scalable industrial process suitable for medium- and high-volume production.
Its long history does not make it outdated. Instead, it shows that the process continues to offer real value in applications where cost, productivity, and structural performance are more important than ultra-fine detail.
What Is Green Sand Made Of?
The performance of green sand depends heavily on the composition of the molding system and how consistently it is controlled. A typical green sand system usually includes the following elements:
- Silica Sand
Silica sand serves as the main refractory base of the mold. It provides the bulk structure and helps the mold withstand the temperature of molten metal. - Bentonite Clay
Bentonite clay acts as the primary binder. When activated by water, it helps the sand grains bond together and maintain the mold cavity shape. - Water
Water activates the clay and affects mold plasticity, compactability, strength, and permeability. Moisture control is one of the most important aspects of green sand management. - Additives
Additives such as sea coal may be used to improve surface finish, reduce metal penetration, and help control certain mold behaviors during pouring.
In practice, green sand is not just sand plus water. It is a controlled molding system. Variations in moisture, clay content, compactability, and reclaimed sand ratio can all influence final casting quality.
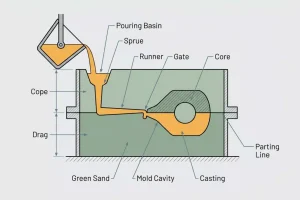
How Green Sand Casting Works
Green sand casting is a mature process, but casting quality depends not only on whether each step exists, but on how well each step is controlled. In production environments, pattern quality, mold compaction, core placement, and pouring consistency all affect the final result. The basic workflow usually includes the following stages.
Подготовка выкройки
A pattern is first produced based on the part geometry, shrinkage allowance, and process needs. Depending on the production volume and precision requirements, the pattern may be made from wood, plastic, or metal.
Mold Formation
Green sand is packed around the pattern inside the flask to form the cope and drag. The quality of mold compaction directly affects cavity stability, dimensional consistency, and surface condition.
Core Placement
If the part requires internal cavities or passages, pre-made cores are inserted into the mold. Core positioning is important because it affects internal geometry and structural accuracy.
Mold Assembly
The cope and drag are aligned and closed to complete the mold system. At this stage, the cavity, gating system, and risers work together as one integrated mold.
Pouring
Molten metal is poured into the gating system and fills the mold cavity. Pouring temperature, pouring speed, and metal flow behavior all influence final casting quality.
Cooling and Shakeout
After solidification, the mold is broken away and the casting is removed. Cooling time depends on the part size, wall thickness, and alloy system.
Cleaning and Finishing
Gates, risers, and adhered sand are removed. Depending on the part requirements, the casting may then go through shot blasting, grinding, or later machining operations.
What Types of Sand Does Sand Casting Use?
Sand casting can use several different sand systems rather than just one type of sand. The exact choice depends on mold strength, binder type, dimensional requirements, production volume, and casting complexity. In foundry practice, the most common options include green sand, dry sand, resin sand, and no-bake sand. Among them, green sand is the most widely used system for general-purpose production.
Green Sand
Green sand is the standard molding sand used in many foundries. It is usually made from silica sand mixed with bentonite clay and water. This moist sand system is valued for its low cost, reusability, and fast molding cycle, which makes it suitable for medium- to high-volume production.
Dry Sand
Dry sand uses a similar sand base, but the mold is dried after shaping to improve strength and thermal stability. This type is less common in high-speed production, but it can be useful when the mold needs better resistance to heat and deformation during pouring.
Resin Sand
Resin sand uses chemical binders instead of a clay-and-water system. Compared with green sand, it generally provides higher mold strength, better dimensional accuracy, and a cleaner cavity surface. It is often used for more complex castings, cores, or applications that require tighter quality control.
No-Bake Sand
No-bake sand is a chemically bonded sand system that hardens at room temperature without oven drying. It is commonly used for large castings, short-run production, and molds that need good rigidity without relying on moisture-bonded clay.
Why Green Sand Is Not the Same as All Sand Casting
For this article, the key point is that green sand casting relies on a moist clay-bonded molding system, while sand casting as a broader category includes several other molding approaches. In other words, all green sand casting belongs to sand casting, but not all sand casting is green sand casting.
Advantages of Green Sand Casting
Green sand casting remains widely used not because it leads in every metric, but because it provides a practical balance among cost, speed, size flexibility, and production capacity. For many iron casting projects, that balance has clear manufacturing value.
- Relatively Low Tooling and Material Cost
Green sand systems use widely available raw materials, and the molding setup is relatively mature. For medium- and high-volume projects, this often helps control upfront investment and per-part cost. - Высокая эффективность производства
Because the molds do not require long baking cycles or chemical curing, green sand casting usually supports faster molding operations. This advantage becomes stronger when automated molding lines are used. - Broad Part-Size Flexibility
Green sand can be used for a wide size range of castings, from smaller brackets and housings to larger machine bases and box-like structural parts. - A Good Fit for Ferrous Castings
Green sand is especially common in gray iron and ductile iron production. For many ferrous parts that require a balance of strength, cost, and manufacturing throughput, it is a practical process option. - Mature Production System
Compared with some higher-precision but more complex routes, green sand benefits from well-established equipment, material systems, and foundry know-how. That maturity is one reason it remains competitive.
Limitations of Green Sand Casting
Green sand casting is not a universal solution for every part. While it offers meaningful cost and productivity advantages, it also has clear boundaries in dimensional capability, surface condition, and geometric adaptability. These limits should be considered early in process selection.
- Dimensional Accuracy Is Usually Lower Than High-Precision Casting Methods
Because the mold itself has some flexibility, dimensional consistency is usually lower than investment casting, die casting, or rigid permanent mold processes. Critical features often require machining allowance. - Surface Finish Has Practical Limits
The surface condition of the casting is influenced by sand grain size and mold quality. Although finer sand and additives can improve the result, as-cast surfaces usually still need secondary finishing or machining depending on part requirements. - Thin-Wall and Highly Complex Features Can Be Challenging
Very thin walls, narrow slots, and intricate details may be harder to fill and stabilize in green sand molds. Suitability should be judged based on actual geometry and alloy behavior. - The Process Depends on Good Sand Control
Green sand casting may look simple, but stable production requires discipline. Moisture variation, reclaimed sand ratio shifts, and insufficient permeability can all increase defect risk.
Relationship Between Green Sand Casting and Sand Casting
In practice, sand casting and green sand casting are often used loosely in conversation, but they are not parallel terms.
- Литье в песок is the broader category and refers to casting methods that use sand as the mold medium.
- Отливка из зеленого песка is one specific route within sand casting, defined by its moist clay-bonded mold system.
- Other sand-based routes include resin sand, no-bake sand, shell molding, and similar processes with different binder and curing systems.
So in engineering terms, the real decision is usually not sand casting versus green sand casting. The more useful question is whether green sand is the right molding route compared with resin-bonded, shell, or other sand systems.
Типовые применения
| Application Category | Typical Parts | Why It Fits |
|---|---|---|
| Pump and valve components | Pump bodies, valve bodies, flanges, impellers | Structural strength is important, and internal passages can be created with cores |
| Power transmission housings | Gearbox housings, gear cases, bearing housings | Suitable for medium-to-large ferrous housings with balanced cost and production needs |
| Industrial equipment structures | Machine bases, boxes, brackets, counterweights | Broad size range and suitable for load-bearing structural castings |
| Agricultural and construction machinery parts | Hubs, hooks, housings, structural members | Projects often require good strength, cost control, and stable delivery |
| Municipal infrastructure castings | Manhole covers, pipe fittings, fire hydrants | Demand is often stable, and durability matters |
A common feature across these applications is the need to balance structural performance, manufacturing consistency, and per-part cost.
Cost and Sand Reclamation
One practical advantage of green sand systems is their ability to support sand reuse. Modern foundries often cool, screen, recondition, and reuse used sand to reduce raw material consumption and waste handling.
That does not mean the system runs without replenishment. In real production, fresh sand, clay, and water still need to be added in controlled amounts to maintain process stability. For medium- and high-volume projects, however, this reuse capability often helps improve overall manufacturing cost efficiency.
Заключение
Green sand casting offers a practical balance among cost, productivity, and application range. For many ductile iron, gray iron, and conventional industrial casting projects, it remains a common and competitive manufacturing route.
If you are evaluating whether a part is suitable for green sand casting, the best approach is to consider the material, wall thickness, surface expectations, production volume, and machining needs together. For specific projects, our engineering team can also help review your design and production requirements and provide more targeted process guidance.


