Le moulage sous pression est une technologie de formage des métaux très efficace et de haute précision dans la fabrication moderne, particulièrement adaptée à la production en grandes quantités. Cet article aborde l'essentiel de la technologie du moulage sous pression et vous aide à mieux comprendre sa valeur et ses applications.
Qu'est-ce que le moulage sous pression ?
Le moulage sous pression est une méthode de moulage dans laquelle le métal en fusion est rapidement injecté sous la surface de l'eau. haute pression en un nombre précis d'heures de travail. moule métallique (La pièce est ensuite refroidie et solidifiée sous une pression continue pour former une pièce finie. Les principales caractéristiques de ce procédé sont les suivantes l'outillage à haute pression, à haute vitesse et de précision. Les pièces coulées qui en résultent ont des contours nets, une précision dimensionnelle extrêmement élevéeet d'excellentes finition de la surfacesouvent prêts à être utilisés comme composants finaux.
Le processus de moulage sous pression
Le processus de moulage sous pression est un cycle à grande vitesse, hautement automatisé, qui consiste en quatre étapes clés étroitement contrôlées :
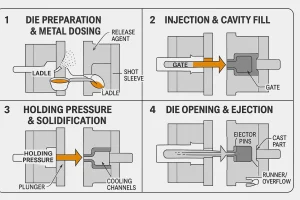
- Préparation et prétraitement des moules :
- Tout d'abord, la cavité du moule est soigneusement nettoyée et la température de la matrice est contrôlée avec précision.
- Ensuite, un agent de démoulage (ou lubrifiant) est pulvérisé uniformément sur la surface de la cavité. L'agent de démoulage ne contribue pas seulement à une éjection en douceur mais, plus important encore, il contrôle la température de la matrice, empêche le métal de refroidir trop rapidement et fournit la lubrification et la protection nécessaires.
- Injection de métal (remplissage à grande vitesse) :
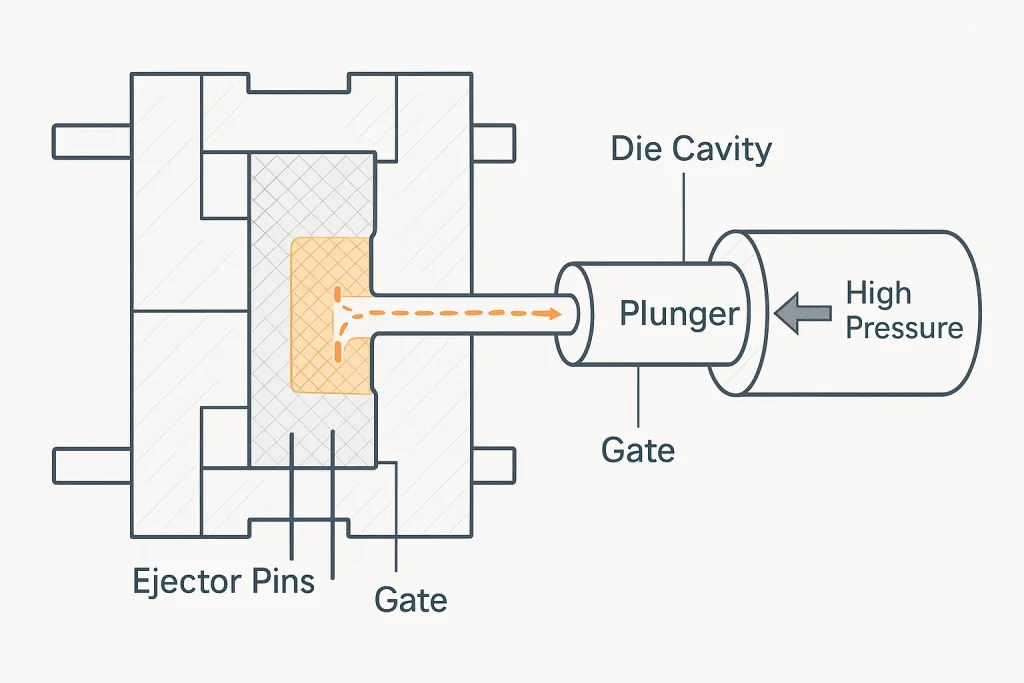
- La matrice est fermée et serrée par l'immense machine de coulée. force de serrage.
- Une quantité mesurée de métal en fusion est introduite dans la chambre de grenaillage, et un plongeur l'injecte à vitesse et pression extrêmement élevées (généralement entre 70 et 175 MPa) dans la cavité de la matrice. Ce remplissage à grande vitesse est crucial pour s'assurer que le métal remplit complètement les sections complexes à parois minces avant le début de la solidification.
- Application de la pression et solidification (maintien) :
- Après l'injection, la haute pression doit être maintenue en permanence (phase d'attente) pour compenser la rétrécissement du métal lorsqu'il se refroidit et se solidifie, et d'expulser les gaz résiduels.
- Cette étape est essentielle pour garantir structure interne dense, porosité minimaleet précision dimensionnelle du casting.
- Ejection et rognage :
- Une fois le métal entièrement solidifié, la pression est relâchée et la matrice s'ouvre.
- Goupilles d'éjection pousser la pièce moulée (y compris les glissières de fermeture et de trop-plein) hors de la cavité.
- La pièce moulée est ensuite découpée, soit par poinçonnage, soit par usinage, afin d'éliminer l'excédent. porte, coureurset flashLe processus de finition est achevé avant les opérations secondaires.
Types de moulage sous pression
Les procédés de moulage sous pression peuvent être classés en plusieurs catégories en fonction de la structure de la machine, de l'état du métal et du niveau de pression :
Moulage sous pression à chaud
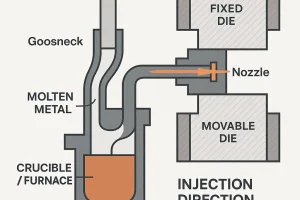
Le melting-pot est intégré avec la machine de coulée. Convient pour métaux à bas point de fusion (par exemple, zinc, étain). L'avantage est qu'un un temps de cycle extrêmement rapideIdéal pour les petites pièces et la production de très grands volumes.
Moulage sous pression en chambre froide
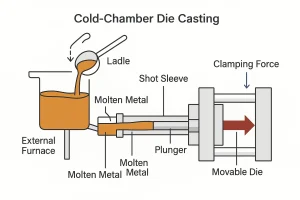
Le four de fusion est séparer de la machine de coulée. Convient pour métaux à point de fusion élevé (par exemple, aluminium, magnésium, cuivre). L'avantage est que compatibilité avec une plus large gamme d'alliagesce qui en fait le choix privilégié pour les composants structurels légers et à haute résistance.
Moulage sous pression
Contrairement à HPDC, LPDC utilise pression plus faible (env. à ) pour pousser lentement le métal en fusion du fond d'un creuset pressurisé vers la matrice. L'avantage est qu'un remplissage calme, ce qui donne haute densité, faible porosité les pièces moulées, souvent utilisées pour les pièces de grande taille, axisymétriques ou étanches à la pression (par exemple, les roues d'automobiles).
Moulage sous vide
Un système d'aspiration évacue la plus grande partie de l'air de la cavité de la filière avant l'injection. L'avantage est une réduction de la porosité interneLes pièces coulées peuvent ainsi être traité thermiquement et soudé.
Coulée semi-solide
Le métal est injecté alors qu'il se trouve dans un état des bouesun mélange de phases solides et liquides. L'avantage est que remplissage stable à une température plus bassequi minimise efficacement la porosité et le rétrécissement, ce qui donne plus grande résistance et plus longue durée de vie des matrices.
Avantages de la coulée sous pression
La technologie du moulage sous pression offre des avantages concurrentiels uniques pour les projets de fabrication qui recherchent une efficacité et une qualité élevées :
- Efficacité de production et évolutivité extrêmement élevées : La brièveté du cycle permet de réaliser des centaines de clichés par heure, ce qui en fait l'une des méthodes les plus rentables pour la production continue à grande échelle, production automatisée.

- Précision dimensionnelle supérieure : Les pièces moulées présentent des tolérances étroites, atteignant souvent une précision de IT13 à IT15, ce qui signifie que peu ou pas d'usinage ultérieur nécessaire.
- Excellente qualité de surface : Les pièces moulées présentent un état de surface élevé et sont souvent prêtes pour de nombreuses applications sans traitement supplémentaire, la réduction du temps de post-traitement.
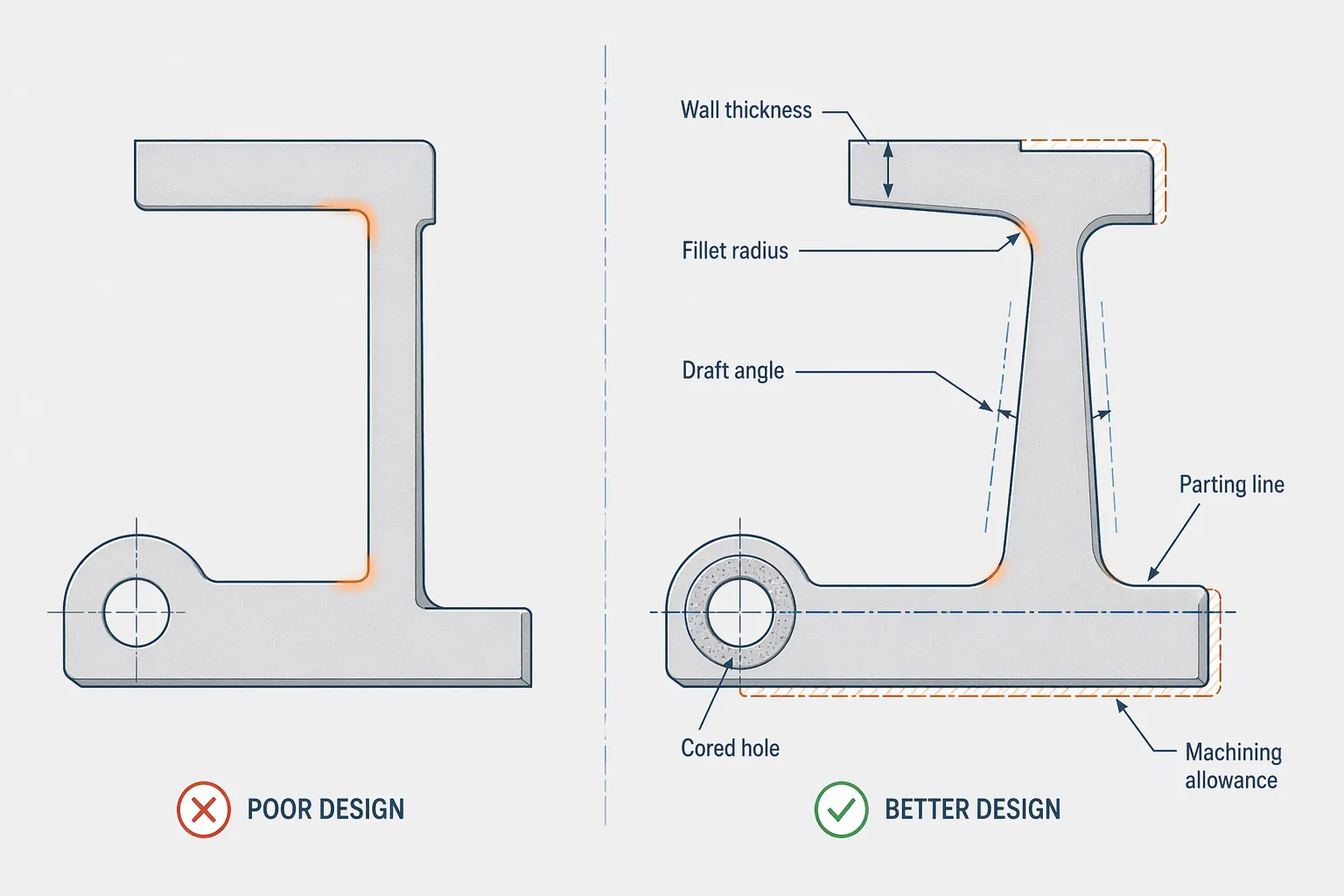
- Fabrication de pièces complexes à parois minces : La capacité de remplissage à haute pression assure la production de structures complexes avec des des parois très fines (jusqu'à 0,5 mm), en soutenant l'allègement des produits et les conceptions d'intégration.
- Résistance et densité élevées : La solidification rapide sous pression permet d'obtenir une structure de grain fine et une faible porosité, améliorer la résistance mécanique et la durabilité de la pièce.
Inconvénients de la coulée sous pression
Chaque procédé a ses limites, et les principales contraintes du moulage sous pression sont les suivantes :
- Investissement initial élevé : Le coût des machines de moulage sous pression et de l'outillage en acier de précision est élevé, ce qui signifie que le processus n'est rentable que pour les entreprises suivantes des volumes de production très importants.
- Gamme de matériaux limitée : Il est principalement limité à métaux non ferreux comme l'aluminium, le zinc et le magnésium. métaux ferreux avec des points de fusion plus élevés (par exemple, la fonte, l'acier).
- Risque de porosité : Les HPDC traditionnels peuvent piéger le gaz en raison du remplissage à grande vitesse, ce qui affecte négativement la qualité de la coulée. les capacités de traitement thermique et de soudage (bien qu'améliorée par le VDC).
- Restrictions concernant la taille de la coulée : Les machines conventionnelles de moulage sous pression sont limitées par leur force de serrage, ce qui impose des contraintes sur la taille et le poids maximum des pièces moulées.
Matériaux applicables au moulage sous pression
Le moulage sous pression convient principalement aux métaux non ferreux et à leurs alliages qui ont un point de fusion relativement bas et une bonne fluidité, car ils se comportent très bien sous pression :
- Alliages d'aluminium : Le matériau de moulage sous pression le plus courant, offrant légèreté, haute résistance et excellente conductivité électrique et thermique. Largement utilisé dans les secteurs de l'automobile, de l'électronique et de l'aérospatiale. Les qualités les plus courantes sont les suivantes A380 et ADC12.
- Alliages de zinc : Possession coulabilité et fluidité supérieuresLes alliages de zinc sont très résistants et faciles à plaquer/finir, ce qui permet une production à très grande vitesse sur les machines à chambre chaude. Les alliages de zinc sont très résistants et faciles à plaquer/finir. Ils sont fréquemment utilisés pour la fabrication de boîtiers et de connecteurs électroniques précis et complexes.
- Alliages de magnésium : Le densité la plus faible Le métal de base est un métal structurel, ce qui lui confère une légèreté extrême. Populaire dans les secteurs de l'automobile et de l'électronique portable pour une réduction maximale du poids.
- Alliages de cuivre (laiton) : Offre dureté élevée, excellente résistance à la corrosion et résistance mécanique. En raison de leur point de fusion élevé, ils nécessitent généralement des machines à chambre froide et sont principalement utilisés pour les pièces structurelles ou très résistantes à l'usure.
Applications de la coulée sous pression
Les pièces moulées sous pression sont largement utilisées dans les industries qui exigent une grande précision, une grande régularité et un approvisionnement rapide :
- Industrie automobile : Blocs moteurs, carters de transmission, dissipateurs thermiques et composants structurels (par exemple, giga-castings).
- Électronique et télécommunications : Boîtiers électroniques, boîtiers de lampes LED, dissipateurs thermiques et connecteurs de précision.
- Machines et équipements : Corps de pompe, corps de vanne et pièces de systèmes hydrauliques.
- Biens de consommation : Boîtiers d'outils électriques et composants de gros appareils électroménagers.
Résumé
Le moulage sous pression est la solution idéale pour la fabrication haute précision, grand volume, légèreté les pièces en métal non ferreux. MinHe Casting est spécialisée dans les services de moulage sous pression de l'aluminium, du zinc et du magnésium de haute qualité et utilise également des technologies telles que le moulage au sable, ce qui lui permet d'offrir à ses clients la solution de fabrication optimale. Nous appliquons le système de qualité ISO 9001 pour garantir que vos pièces moulées sur mesure répondent aux exigences les plus rigoureuses en matière de performances et de dimensions. Si vous êtes à la recherche de services de moulage sous pression de précision de haute qualité, contactez nos experts en ingénierie dès aujourd'hui pour discuter des besoins de votre projet et recevoir un devis de moulage personnalisé.